Download as pdf or txt
You might also like
- AQL Blank FormDocument2 pagesAQL Blank Formkrishna100% (1)
- TR 25-1-2022 PreviewDocument9 pagesTR 25-1-2022 Previewkanarendran50% (2)
- Job Safety Analysis For Highmast ErectionDocument8 pagesJob Safety Analysis For Highmast ErectionSantoshkumar Gupta100% (3)
- Chapter 18 Financial Markets Test BankDocument16 pagesChapter 18 Financial Markets Test BankNicholas60% (5)
- FaleDocument18 pagesFaleAnas SayedNo ratings yet
- Basic Approaches To LeadershipDocument41 pagesBasic Approaches To Leadershipmadhupriya-patel-2095100% (2)
- Incorrect Valve Selection On Plunger Pumps Results in Undetected High Frequency Vibration and Costly Failures, A Case StudyDocument7 pagesIncorrect Valve Selection On Plunger Pumps Results in Undetected High Frequency Vibration and Costly Failures, A Case StudyFukunNo ratings yet
- Hirens Boot CD 15 1 User GuideDocument3 pagesHirens Boot CD 15 1 User GuideCrystal Thomas0% (2)
- Mag General Business: Mill Test CertificateDocument1 pageMag General Business: Mill Test CertificateRaul Sebastiam100% (1)
- The Effect of Change in Ow Rate On The Vibration of Double-Suction Centrifugal PumpsDocument12 pagesThe Effect of Change in Ow Rate On The Vibration of Double-Suction Centrifugal PumpsGhassan ABO ALINo ratings yet
- Reducing Pump Vibration: The Service Magazine of The PRÜFTECHNIK GroupDocument8 pagesReducing Pump Vibration: The Service Magazine of The PRÜFTECHNIK Groupduy ngo thanhNo ratings yet
- Vibrational Problems of Large Vertical Pumps and Motors by J. E. CorleyDocument8 pagesVibrational Problems of Large Vertical Pumps and Motors by J. E. CorleyjodaobregonNo ratings yet
- Ijertv12n7 01Document7 pagesIjertv12n7 01IgorNo ratings yet
- Master Meter ProvingDocument4 pagesMaster Meter ProvingReza AriaeeNo ratings yet
- Understanding Vibration Can Help Prevent Pump FailuresDocument4 pagesUnderstanding Vibration Can Help Prevent Pump FailuresvfrpilotNo ratings yet
- SPE 110234 Overview of Beam Pump OperationsDocument11 pagesSPE 110234 Overview of Beam Pump Operationsmanuel cabarcasNo ratings yet
- Generators Provide Power : in This IssueDocument12 pagesGenerators Provide Power : in This Issuemanu_chatNo ratings yet
- 2012-12 WaterWaste WhereVibrationComingFromDocument6 pages2012-12 WaterWaste WhereVibrationComingFromselagosNo ratings yet
- Total Well ManagementIIDocument13 pagesTotal Well ManagementIIDavidGonzalezNo ratings yet
- Energies: Speed Control For Turbine-Generator of ORC Power Generation System and Experimental ImplementationDocument13 pagesEnergies: Speed Control For Turbine-Generator of ORC Power Generation System and Experimental Implementationevonik123456No ratings yet
- Pump Vibration: Case StudiesDocument10 pagesPump Vibration: Case Studiesparimal patelNo ratings yet
- Pump Vibration-Case StudiesDocument10 pagesPump Vibration-Case StudiesGyogi MitsutaNo ratings yet
- Article - Multi-Channel Vibration Measurements - CTSS PDFDocument3 pagesArticle - Multi-Channel Vibration Measurements - CTSS PDFkwakwa4No ratings yet
- PumpsDocument106 pagesPumpsBobeelleeNo ratings yet
- Turbine Gas Meter SM-RI-X Installation and Maintenance Manual 24 (1) .05.2002Document18 pagesTurbine Gas Meter SM-RI-X Installation and Maintenance Manual 24 (1) .05.2002Alan Mayuntupa InocenteNo ratings yet
- An Introduction To Time Waveform AnalysisDocument17 pagesAn Introduction To Time Waveform AnalysisBassemNo ratings yet
- The Relatioship of Vibration To Problems in Centrifugal Pumps - CheDocument7 pagesThe Relatioship of Vibration To Problems in Centrifugal Pumps - Chehtaboada2008100% (1)
- Torsional VibrationDocument4 pagesTorsional Vibrationmartin.rubenNo ratings yet
- Application 2005 TechnologyDocument5 pagesApplication 2005 TechnologyjoejondNo ratings yet
- SPE 29510 Decision Tree For Selection of Artificial Lift MethodDocument8 pagesSPE 29510 Decision Tree For Selection of Artificial Lift MethodNicöle ClerqueNo ratings yet
- Critical SpeedDocument3 pagesCritical Speedjorgeluis2000No ratings yet
- Experimental and Theoretical Study of A Vane Pass Frequency For A Centrifugal PumpDocument13 pagesExperimental and Theoretical Study of A Vane Pass Frequency For A Centrifugal PumpDamigo DiegoNo ratings yet
- System For Optimising Pump Station Control - Part II: World Pumps July 2004Document4 pagesSystem For Optimising Pump Station Control - Part II: World Pumps July 2004Rahmi ArslanNo ratings yet
- Frequency Detuning in Vertical Pumps - Pumps & Systems PDFDocument9 pagesFrequency Detuning in Vertical Pumps - Pumps & Systems PDFskakerNo ratings yet
- Frequency Detuning in Vertical Pumps - Pumps & Systems PDFDocument9 pagesFrequency Detuning in Vertical Pumps - Pumps & Systems PDFskakerNo ratings yet
- SPE/IADC 124664 Roles of Managed Pressure Drilling Technique in Kick Detection and Wellcontrol Beginning of The New Conventional Drilling WayDocument10 pagesSPE/IADC 124664 Roles of Managed Pressure Drilling Technique in Kick Detection and Wellcontrol Beginning of The New Conventional Drilling WaynabiNo ratings yet
- Flushing VelocityDocument8 pagesFlushing VelocityChristian Vega G.No ratings yet
- Deadbeat Flux Level Control of Direct Field-Oriented High Horse Power Induction Servo Motor Using Adaptive Rotor Flux ObserverDocument9 pagesDeadbeat Flux Level Control of Direct Field-Oriented High Horse Power Induction Servo Motor Using Adaptive Rotor Flux Observerapi-3826450No ratings yet
- ED_Unit 03 (3)Document5 pagesED_Unit 03 (3)Shubham KhurdNo ratings yet
- Significance of Vibration Diagnosis of Rotating Machines During Commissioning: Few Case StudiesDocument15 pagesSignificance of Vibration Diagnosis of Rotating Machines During Commissioning: Few Case StudiesosamaelnahrawyNo ratings yet
- Wire To Water Efficiency of Pumping SystemDocument5 pagesWire To Water Efficiency of Pumping SystemMansoor AhmedNo ratings yet
- 01 Importance of Startup Vibration Measurements On Turbomachinery CS3 revCPDocument2 pages01 Importance of Startup Vibration Measurements On Turbomachinery CS3 revCPSeresdfrtNo ratings yet
- Chien1995 PDFDocument6 pagesChien1995 PDFFelipeMorenoNo ratings yet
- Suppression of Drill-String Stick-Slip VibrationDocument5 pagesSuppression of Drill-String Stick-Slip VibrationYan Nazareth SimõesNo ratings yet
- Optimization of Parallel Variable SpeedDocument7 pagesOptimization of Parallel Variable SpeedGBE TAGONo ratings yet
- Quelling Excess Vibration in A Large Process ColumnDocument2 pagesQuelling Excess Vibration in A Large Process ColumnHieuNo ratings yet
- Paper Tekpro Ii - Kelompok 8-DikonversiDocument6 pagesPaper Tekpro Ii - Kelompok 8-DikonversiSilvi AmaliaNo ratings yet
- SPL: 25447 Simplified Computer-Aided Analysis of Electrical Current in Motors Used For Beam Pumping SystemsDocument14 pagesSPL: 25447 Simplified Computer-Aided Analysis of Electrical Current in Motors Used For Beam Pumping SystemsJosé TimanáNo ratings yet
- Article - Diagnosing Wear Faults With Lasernet 230Document3 pagesArticle - Diagnosing Wear Faults With Lasernet 230Thais Roberta CamposNo ratings yet
- Experimental Study On The Unsteady Performance of The Multistage Centrifugal PumpDocument10 pagesExperimental Study On The Unsteady Performance of The Multistage Centrifugal PumpKelvin IbrahimNo ratings yet
- An Introduction To Time Waveform AnalysisDocument21 pagesAn Introduction To Time Waveform AnalysisMohd Asiren Mohd Sharif100% (3)
- 10620-Eng-01-A Prąd Rozruchowy Na FlukeDocument2 pages10620-Eng-01-A Prąd Rozruchowy Na FlukeTomasz Artur JachymekNo ratings yet
- Center Pivot Irrigation DesignDocument55 pagesCenter Pivot Irrigation DesignSCERVANTESLUIS100% (1)
- Everything You Need To Know About Flow MeasurementDocument5 pagesEverything You Need To Know About Flow MeasurementJames JohnNo ratings yet
- Articulo Sap PDFDocument13 pagesArticulo Sap PDFPablo GnzgaNo ratings yet
- Staggered ImpellerDocument7 pagesStaggered ImpellerhariradhakrishnanNo ratings yet
- Pump Characteristic CurvesDocument7 pagesPump Characteristic CurvesRio CañalNo ratings yet
- Vibration Analysis of PumpDocument3 pagesVibration Analysis of Pumpvijayabaskaran PalanisamyNo ratings yet
- Fachartikel Mobile-Mining Newman 27-01-2016 enDocument7 pagesFachartikel Mobile-Mining Newman 27-01-2016 enhrstgaNo ratings yet
- Modern Total Well Management PDFDocument14 pagesModern Total Well Management PDFXXXXNo ratings yet
- Cavitation Behaviour of Rotary Lobe Pumps: BasicsDocument2 pagesCavitation Behaviour of Rotary Lobe Pumps: BasicsDaud JuttNo ratings yet
- Benefits of Water Management in Commercial Units: Report Prepared By: Vijay Krishna & Parvati ParkkotDocument6 pagesBenefits of Water Management in Commercial Units: Report Prepared By: Vijay Krishna & Parvati ParkkotRaghav SethiaNo ratings yet
- Turbo Machinery Operation and MaintenanceDocument2 pagesTurbo Machinery Operation and MaintenanceNirmal SubudhiNo ratings yet
- Operational Cons Ide Rations Rotor Dynami Cs An D Critical Spe EdsDocument11 pagesOperational Cons Ide Rations Rotor Dynami Cs An D Critical Spe EdsItcelita BigabrielNo ratings yet
- Modern Borehole Analytics: Annular Flow, Hole Cleaning, and Pressure ControlFrom EverandModern Borehole Analytics: Annular Flow, Hole Cleaning, and Pressure ControlNo ratings yet
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowRating: 2 out of 5 stars2/5 (1)
- ISO Metric Screw Thread - WikipediaDocument6 pagesISO Metric Screw Thread - WikipediamarceloNo ratings yet
- A330 Supplementary Checklist: Direction Des Operations AeriennesDocument12 pagesA330 Supplementary Checklist: Direction Des Operations AeriennesHache HBNo ratings yet
- ELCOMA Diractory 2021 2022Document28 pagesELCOMA Diractory 2021 2022Neeraj KumarNo ratings yet
- PadillaDocument3 pagesPadillaNico PadillaNo ratings yet
- Frostpunk Kickstarter Deluxe Board Game With Frostlander Expansion (S15) - EbayDocument1 pageFrostpunk Kickstarter Deluxe Board Game With Frostlander Expansion (S15) - Ebayno thanksNo ratings yet
- NetflixDocument13 pagesNetflixRamesh SinghNo ratings yet
- Creating MDI Applications and Menu ItemsDocument6 pagesCreating MDI Applications and Menu ItemsMyo Thi HaNo ratings yet
- Physics HSC Sa 2010 PDFDocument20 pagesPhysics HSC Sa 2010 PDFAmelia RahmawatiNo ratings yet
- Inflection Points and Bar Cut OffDocument8 pagesInflection Points and Bar Cut Offjohn sorianoNo ratings yet
- 5862 55630 1 PBDocument12 pages5862 55630 1 PBkomiiakihimeNo ratings yet
- Info Iec62271-111 (Ed1.0) enDocument11 pagesInfo Iec62271-111 (Ed1.0) enrlaureanoNo ratings yet
- Park Et Al., 2021Document11 pagesPark Et Al., 2021madelineNo ratings yet
- Display and Data Logger S330 / S331Document6 pagesDisplay and Data Logger S330 / S331titodeviscarNo ratings yet
- DX DiagDocument33 pagesDX DiagAnonymous DZdfuToZQBNo ratings yet
- Soliswatt Poly Module 310 330WDocument2 pagesSoliswatt Poly Module 310 330Wyu wongNo ratings yet
- 1St Business Strategy Assignment Brief 2018Document9 pages1St Business Strategy Assignment Brief 2018Quyên VũNo ratings yet
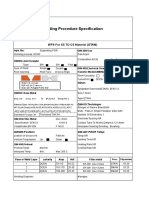
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Document1 pageWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNo ratings yet
- Navtor Navtracker User GuideDocument52 pagesNavtor Navtracker User GuideБобров ВиталийNo ratings yet
- Regional Rural BanksDocument6 pagesRegional Rural Banksdranita@yahoo.comNo ratings yet
- Manual de Parte Bulldozer d8t Volumne 3Document28 pagesManual de Parte Bulldozer d8t Volumne 3henotharenasNo ratings yet
- Operation ManualDocument15 pagesOperation ManualWagdy BonaaNo ratings yet
- Habit Tracker + CalendarDocument2 pagesHabit Tracker + Calendarmaha.ashraf5145No ratings yet