Download as pdf or txt
You might also like
- FireProofing SpecificationDocument10 pagesFireProofing SpecificationSalman ShaikhNo ratings yet
- Aramco Piping QuestionsDocument6 pagesAramco Piping Questionschandu666creator89% (9)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- PAUT Assessment Book Rev 2 June 2017Document58 pagesPAUT Assessment Book Rev 2 June 2017Scribd Scribd100% (4)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Pipe Supports Design CriteriaDocument11 pagesPipe Supports Design CriteriaJaykumar80% (5)
- ADC Flexible Duct Performance & Installation Standards. Installation Guidelines. 4th Ed.Document8 pagesADC Flexible Duct Performance & Installation Standards. Installation Guidelines. 4th Ed.John EvansNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- ASTM C876 - 15 Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument8 pagesASTM C876 - 15 Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteMalaz Abdul Jalil100% (1)
- Plidco Weld+Cap: Installation InstructionsDocument7 pagesPlidco Weld+Cap: Installation InstructionsRafael Albino BernardiNo ratings yet
- IP010 Clamp Sleeve 2016Document8 pagesIP010 Clamp Sleeve 2016Sami KahtaniNo ratings yet
- Plidco Clamp+Sleeve: Installation InstructionsDocument14 pagesPlidco Clamp+Sleeve: Installation InstructionsRodolfo Cruz LaraNo ratings yet
- ClampSleeve InstallDocument15 pagesClampSleeve InstallBensmatNo ratings yet
- PIG-SIG V Instruction Manual 5-07Document30 pagesPIG-SIG V Instruction Manual 5-07Ricardo OrtegaNo ratings yet
- Presentation Hot TappingDocument59 pagesPresentation Hot TappingSagar Naduvinamani83% (6)
- Plidco Split+Sleeve: Installation InstructionsDocument44 pagesPlidco Split+Sleeve: Installation InstructionsNestor SantillanaNo ratings yet
- John Guest Speedfit Catalog Auguet 2014 EN PDFDocument48 pagesJohn Guest Speedfit Catalog Auguet 2014 EN PDFdavdavdavdavdavdavdaNo ratings yet
- ElectroFusion Installation Manual (European Version)Document44 pagesElectroFusion Installation Manual (European Version)Jorge BaronNo ratings yet
- 10 Process Piping Welding Pipe To Flange, Weldolet, Fitting, If, Valve, Higher Thickness Pipe (Document11 pages10 Process Piping Welding Pipe To Flange, Weldolet, Fitting, If, Valve, Higher Thickness Pipe (Akhilesh KumarNo ratings yet
- Plidco Split+Sleeve Installation InstructionsDocument6 pagesPlidco Split+Sleeve Installation Instructionsdhani projectoNo ratings yet
- N839EX PRA005 B HDPE Duct WeldingDocument17 pagesN839EX PRA005 B HDPE Duct Weldingocolon81No ratings yet
- SplitSleeve Install PDFDocument44 pagesSplitSleeve Install PDFgeorgeNo ratings yet
- Project Standards and Specifications Pig Catcher Package Rev01Document9 pagesProject Standards and Specifications Pig Catcher Package Rev01hiyeonNo ratings yet
- Ingles SplitSleeve InstallDocument15 pagesIngles SplitSleeve InstallElizabeth Quiroz SolanoNo ratings yet
- Butt Fusion Procedure - r201505 PDFDocument15 pagesButt Fusion Procedure - r201505 PDFTsihatesfaNo ratings yet
- Catalogo de Industria Minera PoberajDocument48 pagesCatalogo de Industria Minera PoberajWillintonPoloNo ratings yet
- 1.4.2 Resource Center Sample Spec Csi Section 15300 Fire Protection Spec RevDocument3 pages1.4.2 Resource Center Sample Spec Csi Section 15300 Fire Protection Spec RevJulio RodriguezNo ratings yet
- sch80c July12019Document12 pagessch80c July12019alif suryantoNo ratings yet
- Installing Plastic Pipes: Butt Fusion Welding of PolypropyleneDocument6 pagesInstalling Plastic Pipes: Butt Fusion Welding of Polypropylenecrys suryo prayogoNo ratings yet
- HYPRO™ PVC-O Pipes Installation Guide: Molecor (SEA) SDN BHDDocument8 pagesHYPRO™ PVC-O Pipes Installation Guide: Molecor (SEA) SDN BHDmabj68No ratings yet
- Method Statement Piping Works DABBIYADocument11 pagesMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- 03-Procedure For WeldingDocument8 pages03-Procedure For WeldingAyush AgarwalNo ratings yet
- CPS 010Document33 pagesCPS 010João Paulo GalvãoNo ratings yet
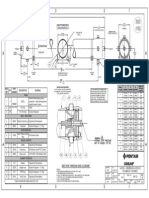
- DWG REF QTY Number Description Material Shell: Order SectionDocument2 pagesDWG REF QTY Number Description Material Shell: Order SectionRamanNegiNo ratings yet
- A 93 1Document14 pagesA 93 1jkhgvdj mnhsnjkhgNo ratings yet
- Method Statement-Welding of Piping DabbaiyaDocument11 pagesMethod Statement-Welding of Piping Dabbaiyasivaparthiban67% (3)
- Dutile IronDocument9 pagesDutile IronSaravanan ManiNo ratings yet
- Specification For HDPE MANHOLES PDFDocument4 pagesSpecification For HDPE MANHOLES PDFPipeline EngineerNo ratings yet
- C-14 Selection and Limitation of Piping ComponentsDocument14 pagesC-14 Selection and Limitation of Piping Componentscristhian100% (1)
- Swagelok Fittings SpecificationsDocument3 pagesSwagelok Fittings SpecificationsSam Chong Ks100% (1)
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointsprabu prasadNo ratings yet
- DWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)Document3 pagesDWG REF QTY Number Description Material Shell: Dash Length L IN (MM) P IN (MM) S IN (MM) Approx Weight LB (KG)RamanNegiNo ratings yet
- Corrosion Coupon Installation ProcedureDocument31 pagesCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- Style 997 Transition Coupling HDPE Plastic To Steel: Product DescriptionDocument2 pagesStyle 997 Transition Coupling HDPE Plastic To Steel: Product DescriptionJason MillerNo ratings yet
- Duct For Corrosive Fumes ExhaustDocument8 pagesDuct For Corrosive Fumes ExhaustTS WongNo ratings yet
- Erection and Commissioning Procedure PDFDocument94 pagesErection and Commissioning Procedure PDFShankar JhaNo ratings yet
- YM Specs and Dimensions L - Certainteed PDFDocument12 pagesYM Specs and Dimensions L - Certainteed PDFedumaster1891No ratings yet
- Metric Technical ManualDocument28 pagesMetric Technical ManualZafar IqbalNo ratings yet
- 1 Method Statement For Barapullah Post Tensioning Rev-CDocument20 pages1 Method Statement For Barapullah Post Tensioning Rev-CJkkhyhNo ratings yet
- Hot TapingDocument61 pagesHot TapingMuzaffar100% (1)
- ClampRings InstallDocument23 pagesClampRings InstallGunawanNo ratings yet
- Pipe FittingsDocument276 pagesPipe FittingsDGW100% (4)
- Accesorios 2Document96 pagesAccesorios 2Angs TazNo ratings yet
- Compliance On Qcs SpecsDocument16 pagesCompliance On Qcs Specsvhin84No ratings yet
- ARI SpecDocument4 pagesARI SpecLinggar Setiawan NNo ratings yet
- Codeline Drawing 80S45 Non CodedDocument2 pagesCodeline Drawing 80S45 Non CodedoctavioNo ratings yet
- Viega Profipress ManualDocument16 pagesViega Profipress Manualhasmit1No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Tapping Machine Mar 2021Document6 pagesTapping Machine Mar 2021Remmy Torres VegaNo ratings yet
- Program Parameters File For AutoCAD 2010Document18 pagesProgram Parameters File For AutoCAD 2010Remmy Torres VegaNo ratings yet
- Aws WJ 201512Document143 pagesAws WJ 201512Remmy Torres VegaNo ratings yet
- Global Resources (CR Global Resources (CR Global Resources (CR Global Resources (CR - Mo Steels) Mo Steels) Mo Steels) Mo Steels) - API API API APIDocument4 pagesGlobal Resources (CR Global Resources (CR Global Resources (CR Global Resources (CR - Mo Steels) Mo Steels) Mo Steels) Mo Steels) - API API API APIRemmy Torres VegaNo ratings yet
- Recommended Practices Weldi NG Austen It Ic Chromium-Nickel Stainless Steel Piping and TubingDocument43 pagesRecommended Practices Weldi NG Austen It Ic Chromium-Nickel Stainless Steel Piping and TubingRemmy Torres VegaNo ratings yet
- Aws WJ 201502Document141 pagesAws WJ 201502Remmy Torres VegaNo ratings yet
- Aws WJ 201411Document161 pagesAws WJ 201411Remmy Torres VegaNo ratings yet
- Guide For ASME Stamp HoldersDocument122 pagesGuide For ASME Stamp HoldersRemmy Torres VegaNo ratings yet
- TestDocument1 pageTestVinh DuongNo ratings yet
- 5 - Supplier Handbook For Prototypes - BodyDocument29 pages5 - Supplier Handbook For Prototypes - BodyJuanjo HornoNo ratings yet
- Structural SteelDocument61 pagesStructural SteelRohit 89No ratings yet
- Welding Machine RD 500EDocument1 pageWelding Machine RD 500ELucioNo ratings yet
- Aws D10.11 (1987)Document20 pagesAws D10.11 (1987)Jimmy Salvador Palomino75% (4)
- 23 GinzelDocument12 pages23 Ginzelmusaismail8863No ratings yet
- Inspection of Testing Pipe SupportDocument44 pagesInspection of Testing Pipe Supportiran1362100% (2)
- Post Weld Heat TreatmentDocument3 pagesPost Weld Heat TreatmentpvdrameshNo ratings yet
- Titanium 6al 4V ELI PDFDocument11 pagesTitanium 6al 4V ELI PDFvtbk100% (1)
- Std-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersDocument16 pagesStd-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersAlexandru AsmarandeiNo ratings yet
- Steel FurnitureDocument96 pagesSteel FurniturekirannainwalNo ratings yet
- Figure 1: Groove Weld TerminologyDocument28 pagesFigure 1: Groove Weld TerminologyAmyNo ratings yet
- NDT Digital Radiography SystemDocument2 pagesNDT Digital Radiography SystemJaveed A. KhanNo ratings yet
- Welding Weldox or RQT or (Generic) S690 Steels: Home MIG TIG Arc Paint ForumDocument2 pagesWelding Weldox or RQT or (Generic) S690 Steels: Home MIG TIG Arc Paint ForumFilipe CordeiroNo ratings yet
- Thermo King Especificaciones TecnicasDocument28 pagesThermo King Especificaciones TecnicasJUAN MUÑOZNo ratings yet
- PEB Segment - IPPE Workshop - Sep17 PDFDocument33 pagesPEB Segment - IPPE Workshop - Sep17 PDFDivya PunjabiNo ratings yet
- 12 - SMAW W 3 - Essentials of WeldingDocument10 pages12 - SMAW W 3 - Essentials of WeldingNelPalalon100% (1)
- Mech - 2010 PDFDocument8 pagesMech - 2010 PDFmurthy gNo ratings yet
- Modern Steel Construction's MonthlyDocument2 pagesModern Steel Construction's MonthlyapirakqNo ratings yet
- Hastelloy X Alloy: High-Temperature AlloysDocument16 pagesHastelloy X Alloy: High-Temperature AlloysNatalia D'Ambrosio MarcozziNo ratings yet
- Gas Flotation Package (Asbea-A-2703) 32294 Ponticelli - Al Shaheen PWTDocument54 pagesGas Flotation Package (Asbea-A-2703) 32294 Ponticelli - Al Shaheen PWTTĩnh Hồ TrungNo ratings yet
- Heat Flow During GTA Welding of PipesDocument7 pagesHeat Flow During GTA Welding of Pipesabraham silva hernandezNo ratings yet
- ACFM Probe Catalog 01Document19 pagesACFM Probe Catalog 01THIRU.SNo ratings yet
- Bordoflex Corrugated Sidewalls: General InformationDocument1 pageBordoflex Corrugated Sidewalls: General InformationVictor MoralesNo ratings yet
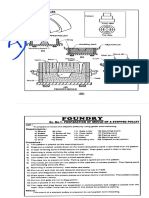
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDocument4 pagesFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaNo ratings yet
- CSWIP 3 2 Senior Welding Inspector WIS10Document418 pagesCSWIP 3 2 Senior Welding Inspector WIS10Mohammed Shamil100% (1)
- 3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08Document15 pages3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08CHRISTIAN ZAVALANo ratings yet