Download as doc, pdf, or txt
You might also like
- Spawalnicteo WykDocument89 pagesSpawalnicteo WykIgor DróżdżNo ratings yet
- Igor Sabat 3TMa PołączeniaSpawaneDocument10 pagesIgor Sabat 3TMa PołączeniaSpawaneWhariNo ratings yet
- Referat - Spawanie Palnikiem Acetylenowo-Tlenowym.Document8 pagesReferat - Spawanie Palnikiem Acetylenowo-Tlenowym.Paweł ŁukaszewiczNo ratings yet
- Spawanie MAGDocument6 pagesSpawanie MAGSzymon KłodzinskiNo ratings yet
- 4 - Termiczne Metody Łączenia I SpajaniaDocument35 pages4 - Termiczne Metody Łączenia I SpajaniaOlaMatuśniakNo ratings yet
- Spawanie GazoweDocument1 pageSpawanie GazoweAnia Dablju WojtkowiakNo ratings yet
- 2022 V LS Ii PTW Ak Iv Tydzien SpawaniezgrewanieDocument10 pages2022 V LS Ii PTW Ak Iv Tydzien Spawaniezgrewaniefilip123.olterNo ratings yet
- 09 Obrobka CieplnochemicznaDocument8 pages09 Obrobka Cieplnochemicznafarmi84No ratings yet
- Spawalnictwo STDocument35 pagesSpawalnictwo STMossNo ratings yet
- 19 Metalurgia Spawania AluminiumDocument6 pages19 Metalurgia Spawania AluminiumKasia MazurNo ratings yet
- Spawanie Nierdzewek I KwasowekDocument40 pagesSpawanie Nierdzewek I KwasowekKrystian100% (1)
- Sciaga - Materialoznawstwo Opracowanie TematowDocument8 pagesSciaga - Materialoznawstwo Opracowanie TematowPiotreQ92No ratings yet
- SpawalnictwoDocument26 pagesSpawalnictwoapi-3712805100% (5)
- Nt. Próby CTS WYDRUKOWANEDocument12 pagesNt. Próby CTS WYDRUKOWANEKasia MazurNo ratings yet
- Badanie Udarnosci-SprawozdanieDocument8 pagesBadanie Udarnosci-SprawozdanieMarta RawskaNo ratings yet
- Sprawozdanie - Ćwiczenie 3 S.Document5 pagesSprawozdanie - Ćwiczenie 3 S.Paweł Łukaszewicz100% (1)
- 2Document3 pages2Grassor80No ratings yet
- Sprawozdanie - Ćwiczenie 2 S.Document4 pagesSprawozdanie - Ćwiczenie 2 S.Paweł ŁukaszewiczNo ratings yet
- Obróbka CieplnoDocument3 pagesObróbka Cieplnotomekaminski01No ratings yet
- 4 - Materiały NadprzewodząceDocument26 pages4 - Materiały NadprzewodząceArek TomczykNo ratings yet
- MateriałkaDocument15 pagesMateriałkaE-mailNo ratings yet
- Spawalnictwo Mig Mag TigDocument71 pagesSpawalnictwo Mig Mag Tiglukaszxd765No ratings yet
- Spawalnictwo Lab 1) Spawanie Gazowe, Ciecie Tlenowe, Cięcie Plazmowe 28.04Document5 pagesSpawalnictwo Lab 1) Spawanie Gazowe, Ciecie Tlenowe, Cięcie Plazmowe 28.04Dariusz Nagler100% (2)
- Kowalstwo - Technologia Roman Lipski 1947Document55 pagesKowalstwo - Technologia Roman Lipski 1947mchoro100% (2)
- Materialoznawstwo Notatki PodstawyDocument5 pagesMaterialoznawstwo Notatki Podstawykuubi508No ratings yet
- Sciaga PKMDocument2 pagesSciaga PKMDawid MydlarzNo ratings yet
- XIV Stopy MetaliDocument6 pagesXIV Stopy MetaliJulia WieNo ratings yet
- Zasady Doboru Drutów I Gazów W Metodach MIG - MAG I TIGDocument23 pagesZasady Doboru Drutów I Gazów W Metodach MIG - MAG I TIGGrzegorz CiosNo ratings yet
- Aluminotermia Jako Metoda Otrzymywania Metali Z TlenkowDocument17 pagesAluminotermia Jako Metoda Otrzymywania Metali Z TlenkowAragonitNo ratings yet
- Opracowanie Na EgzaminDocument23 pagesOpracowanie Na EgzaminBartosz KruczekNo ratings yet
- Stopy Żelaza Z WęglemDocument7 pagesStopy Żelaza Z WęglemtomjeyNo ratings yet
- 3 - Materiały StykoweDocument28 pages3 - Materiały StykoweArek TomczykNo ratings yet
- Opracowanie Metale Dudkiewicz 2021.docx 1Document30 pagesOpracowanie Metale Dudkiewicz 2021.docx 1krzychulecNo ratings yet
- Cwiczenie 2 - Elektroda TlenowaDocument5 pagesCwiczenie 2 - Elektroda TlenowaMaryen FirianelNo ratings yet
- Korozja MosiądzówDocument9 pagesKorozja MosiądzówOlga KędziaNo ratings yet
- Atmosfery Ochronne Podczas Obróbki Cieplnej Stopów Metali NieżelaznychDocument3 pagesAtmosfery Ochronne Podczas Obróbki Cieplnej Stopów Metali NieżelaznychKonradWojtyczaNo ratings yet
- 25 Pytań MaloDocument4 pages25 Pytań MaloZuzia JagielskaNo ratings yet
- NotatkiDocument6 pagesNotatkiXauron ShapnessNo ratings yet
- Stopy Zelaza Na Tle Wykresu ZelazoDocument5 pagesStopy Zelaza Na Tle Wykresu ZelazoKatarzyna JagiełaNo ratings yet
- ZgrzewarkaDocument7 pagesZgrzewarkaandrzejNo ratings yet
- Obrobka CieplnaDocument4 pagesObrobka CieplnaTomasz ZawodnikNo ratings yet
- Inz Pow Roz5Document8 pagesInz Pow Roz5Łukasz0% (1)
- Pytania Kontrolne - 5. ElektrochemiaDocument2 pagesPytania Kontrolne - 5. ElektrochemiaMateuszNo ratings yet
- Stany Skupienia ZaoDocument48 pagesStany Skupienia ZaoStanisława CzajkowskaNo ratings yet
- Mat - 6 - Aspekty - Wytwarzania - Zeliwa - ART - DLA STUDDocument4 pagesMat - 6 - Aspekty - Wytwarzania - Zeliwa - ART - DLA STUDmatthew johnNo ratings yet
- Fizyka BudowliDocument12 pagesFizyka Budowliwiktoriawrobel03No ratings yet
- Egzamin Inżynierski WIRTO - OpracowaniaDocument157 pagesEgzamin Inżynierski WIRTO - OpracowaniaMichal RNo ratings yet
- Powszechnie Stosowane Klasy To 3,6 4,6 4,8 5,6 5,8 6,6 8,8 10,9 12,9 Pierwsza Cyfra OznaczaDocument8 pagesPowszechnie Stosowane Klasy To 3,6 4,6 4,8 5,6 5,8 6,6 8,8 10,9 12,9 Pierwsza Cyfra OznaczammqqqNo ratings yet
- KoksDocument5 pagesKoksevolet89No ratings yet
- Obrobka Cieplno ChemicznaDocument30 pagesObrobka Cieplno Chemicznahwojciak106No ratings yet
- Na Czym Polega Zjawisko RozszerzDocument19 pagesNa Czym Polega Zjawisko RozszerzDaniel OdeNo ratings yet
- Spawanie Elektrożużlowe (Esw)Document6 pagesSpawanie Elektrożużlowe (Esw)Xauron ShapnessNo ratings yet
- NawęglanieDocument24 pagesNawęglaniePrzemysław SarnaNo ratings yet
- Obróbka CieplnaDocument2 pagesObróbka Cieplnaapi-3764244100% (5)
- Wydrukuj We P (Automatycznie Odzyskany)Document8 pagesWydrukuj We P (Automatycznie Odzyskany)kuubi508No ratings yet
- Co To Sa PolprzewodnikiDocument15 pagesCo To Sa PolprzewodnikiEliza GołygaNo ratings yet
- Duplex Problemy WytwarzaniaDocument6 pagesDuplex Problemy WytwarzaniaGrzegorzNo ratings yet
- Przewodzenie I Przenikanie 1Document4 pagesPrzewodzenie I Przenikanie 1DanielNo ratings yet
- Skurcz I Pelzanie Betonu - 01 - 17Document3 pagesSkurcz I Pelzanie Betonu - 01 - 17Przemysław KrauzeNo ratings yet
- Sprawko Drgania - KopiaDocument16 pagesSprawko Drgania - KopiaSebastian StachulaNo ratings yet
- Budowa Atomu - Powtorzenie WiadomosciDocument2 pagesBudowa Atomu - Powtorzenie WiadomosciAnka StNo ratings yet
- Trysekcja KątaDocument3 pagesTrysekcja Kątaz naczekNo ratings yet
- Wyklad 2 - Zbiorniki, Obciążenia, Stany GraniczneDocument54 pagesWyklad 2 - Zbiorniki, Obciążenia, Stany Granicznejohn12No ratings yet
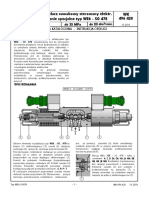
- WK 496 420 Rozdzielacz Suwakowy Sterowany Elektr. Wykonanie Specjalne Typ WE6 - SO 478Document8 pagesWK 496 420 Rozdzielacz Suwakowy Sterowany Elektr. Wykonanie Specjalne Typ WE6 - SO 478DarekNo ratings yet
- (3651) Asymptoty I Pochodna Z DefinicjiDocument2 pages(3651) Asymptoty I Pochodna Z DefinicjiradoszczakNo ratings yet