
Disassembly/Assembly Manual Model SR2100 (DRAX) : RJ-DA-16 05/10
Disassembly/Assembly Manual Model SR2100 (DRAX) : RJ-DA-16 05/10
You might also like
- SM-Case IH MX100, MX110, MX120, MX135 Series Tractors Service Repair ManualDocument1,589 pagesSM-Case IH MX100, MX110, MX120, MX135 Series Tractors Service Repair ManualJAGO100% (6)
- Iveco - Eurocargo 12-26t - Repair ManualDocument40 pagesIveco - Eurocargo 12-26t - Repair Manualwesley75% (4)
- Sorvall rc5c RC 5c and RC 5 Plus Service ManualDocument389 pagesSorvall rc5c RC 5c and RC 5 Plus Service Manualwill thomas100% (4)
- Manual For 200EVMA-U2 - ReduceDocument43 pagesManual For 200EVMA-U2 - ReduceMuhammad Edo RaynaldoNo ratings yet
- Training Manual AutoCAD Plant 3D Advanced English 2013Document24 pagesTraining Manual AutoCAD Plant 3D Advanced English 2013datlaravivarma1177100% (1)
- Warman Pumps: Assembly, Operating and Maintenance InstructionsDocument17 pagesWarman Pumps: Assembly, Operating and Maintenance InstructionsMamiherintsoa Issaia Ranaivoarimanana100% (2)
- Owner'S Manual: Installation, Operation and Maintenance Instructions For Rotzler Titan Planetary Hydraulic WinchesDocument44 pagesOwner'S Manual: Installation, Operation and Maintenance Instructions For Rotzler Titan Planetary Hydraulic WinchesFrancisco Wilson Bezerra FranciscoNo ratings yet
- 8FD30Document11 pages8FD30El Castillo Del Diablo0% (1)
- RJ Da 14 - 2100Document40 pagesRJ Da 14 - 2100Erica HenryNo ratings yet
- RJ Da 15 - 2200Document40 pagesRJ Da 15 - 2200Erica HenryNo ratings yet
- Disassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsDocument36 pagesDisassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsErica HenryNo ratings yet
- SRB 2100Document20 pagesSRB 2100joeyk2kNo ratings yet
- RT-310 Service and Repair ManualDocument30 pagesRT-310 Service and Repair Manualsinghmanjit7388No ratings yet
- 2017-08-17-Orbit-D-Range-emailing ManualDocument32 pages2017-08-17-Orbit-D-Range-emailing ManualLorenzoNo ratings yet
- Installation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Document37 pagesInstallation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Erica HenryNo ratings yet
- BOMBADocument28 pagesBOMBAWilfredo Salas MarcosNo ratings yet
- Instruction Manual 11Document58 pagesInstruction Manual 11makinerz techNo ratings yet
- Mechanical Power Take Off Rubber Block Drive Power Take Off Installation and Maintenance ManualDocument34 pagesMechanical Power Take Off Rubber Block Drive Power Take Off Installation and Maintenance ManualVituwNo ratings yet
- L3 RGi OHEAV6 H Ly NJDocument109 pagesL3 RGi OHEAV6 H Ly NJShan AhmadNo ratings yet
- Roytronic P ManualDocument34 pagesRoytronic P ManualAPFNo ratings yet
- S2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDocument31 pagesS2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDaniel BorgesNo ratings yet
- CB4000Document23 pagesCB4000Ed CalheNo ratings yet
- Teikoku-Información TecnicaDocument31 pagesTeikoku-Información TecnicaFederico RevelloNo ratings yet
- SRU Pump Service ManualDocument53 pagesSRU Pump Service Manualines de castroNo ratings yet
- Moyno: 2000 PumpsDocument29 pagesMoyno: 2000 PumpsSavalia HardikNo ratings yet
- Aurora Pump PDFDocument26 pagesAurora Pump PDFwalitedisonNo ratings yet
- IRC5-IRB1400 Prod Man Part2 3HAC021111-001 - References - Rev - enDocument52 pagesIRC5-IRB1400 Prod Man Part2 3HAC021111-001 - References - Rev - enadriano_falavinha9186No ratings yet
- F-1000 Operation Manual Kerui PackageDocument68 pagesF-1000 Operation Manual Kerui PackageDarshan Makwana100% (1)
- Tech-Ss80v Manual 01 GeneralDocument18 pagesTech-Ss80v Manual 01 GeneralMaximiliano RiosecoNo ratings yet
- Gear SGL San Metal Eom 05Document23 pagesGear SGL San Metal Eom 05omaryehudeNo ratings yet
- XS650 PDFDocument215 pagesXS650 PDFphilNo ratings yet
- KWP KSB PumpDocument80 pagesKWP KSB PumpThebe HanyaneNo ratings yet
- Bomba Vacio NashDocument181 pagesBomba Vacio NashPaul David Moran Carrasco100% (1)
- Aib - DZS 065-300 - Eng - 6996022370Document56 pagesAib - DZS 065-300 - Eng - 6996022370Francisco CairoNo ratings yet
- Midmark M7 - Service Manual PDFDocument92 pagesMidmark M7 - Service Manual PDFPedro Nel Cifuentes RodriguezNo ratings yet
- Airlift Performance ManualDocument36 pagesAirlift Performance ManualADRIAN SALAZAR MARTINEZNo ratings yet
- Boom DB 800: DX/DX - RDocument24 pagesBoom DB 800: DX/DX - RcristianNo ratings yet
- Dl3 and Dl4 Series: Water CircuitDocument98 pagesDl3 and Dl4 Series: Water CircuitcristianNo ratings yet
- Aurora 492Document26 pagesAurora 492juan davidNo ratings yet
- Neptune 7000Z IOM EnglishDocument44 pagesNeptune 7000Z IOM Englisharisqi wahyuNo ratings yet
- LMI Pumps General ManualDocument36 pagesLMI Pumps General ManualRoberto MejiaNo ratings yet
- Al Self Priming PumpDocument15 pagesAl Self Priming PumpHalley ElangovanNo ratings yet
- 10000B 1 - CSM - CTR215 03 - 10 09 13Document724 pages10000B 1 - CSM - CTR215 03 - 10 09 13Sa PoNo ratings yet
- MasterFlex Pump Manual 07557-60Document30 pagesMasterFlex Pump Manual 07557-60zokiman82No ratings yet
- Yaskawa Motoman GP215 Maintenance ManualDocument152 pagesYaskawa Motoman GP215 Maintenance Manualimaginary.ziggy100% (1)
- Operating and Installation Instructions: Thermodynamic Steam Traps Cona TD (PN40 - 63)Document13 pagesOperating and Installation Instructions: Thermodynamic Steam Traps Cona TD (PN40 - 63)khan103No ratings yet
- Rev JDocument62 pagesRev JDimitris KokkinosNo ratings yet
- Fuso 6m60Document20 pagesFuso 6m60Dowane Charles94% (32)
- ManualDocument15 pagesManualAndres NavarroNo ratings yet
- Maintenance and Adjusting: Cylinder Feed LF 700Document51 pagesMaintenance and Adjusting: Cylinder Feed LF 700cristianNo ratings yet
- Air Lift Performance 3H /3P: Installation GuideDocument60 pagesAir Lift Performance 3H /3P: Installation Guidejair anayaNo ratings yet
- Rexroth Hydraulic Control Valve Specification ManualDocument36 pagesRexroth Hydraulic Control Valve Specification ManualHarrier TechnologiesNo ratings yet
- TM-5-6630-218-10 Test Fuel KitDocument67 pagesTM-5-6630-218-10 Test Fuel Kitecjvi1No ratings yet
- Model Number Chart: Technical Service Manual: Installation, Operation & MaintenanceDocument20 pagesModel Number Chart: Technical Service Manual: Installation, Operation & MaintenanceJonathanDavidDeLosSantosAdornoNo ratings yet
- RW 660 Eru 92Document24 pagesRW 660 Eru 92Андрей СрывовNo ratings yet
- Eaton Airflex ClutchesDocument23 pagesEaton Airflex ClutchesJohnny Sanchez100% (1)
- Service 31200795 12-21-15 ANSI English PDFDocument178 pagesService 31200795 12-21-15 ANSI English PDFManuel Ivan Elizondo RodriguezNo ratings yet
- MN 726Document20 pagesMN 726Vytautas AbromaitisNo ratings yet
- Parts 31210111 Feb-01-2015 Global English-FrenchDocument132 pagesParts 31210111 Feb-01-2015 Global English-FrenchAdam JanigaNo ratings yet
- API Spec 6D (2002)Document80 pagesAPI Spec 6D (2002)Erica HenryNo ratings yet
- Tracker ImpresionDocument8 pagesTracker ImpresionErica HenryNo ratings yet
- RJ Da 15 - 2200Document40 pagesRJ Da 15 - 2200Erica HenryNo ratings yet
- Ex1 Liquid PumpDocument53 pagesEx1 Liquid PumpErica HenryNo ratings yet
- Roto-Jet: High Pressure Pitot Tube PumpsDocument2 pagesRoto-Jet: High Pressure Pitot Tube PumpsErica HenryNo ratings yet
- Disassembly/Assembly Manual: Excellent Engineering SolutionsDocument53 pagesDisassembly/Assembly Manual: Excellent Engineering SolutionsErica HenryNo ratings yet
- Installation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Document37 pagesInstallation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Erica HenryNo ratings yet
- Disassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsDocument36 pagesDisassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsErica HenryNo ratings yet
- RJ Da 14 - 2100Document40 pagesRJ Da 14 - 2100Erica HenryNo ratings yet
- Data Sheet AmicoDocument1 pageData Sheet AmicoErica HenryNo ratings yet
- FeaturesDocument7 pagesFeaturesErica HenryNo ratings yet
- Control Valve Sourcebook Power & Servere ServicesDocument220 pagesControl Valve Sourcebook Power & Servere ServicesErica HenryNo ratings yet
- Nema mg-1 2009Document671 pagesNema mg-1 2009Erica HenryNo ratings yet
- ISA Standards Library For Measurement and Control: Click Here To StartDocument1 pageISA Standards Library For Measurement and Control: Click Here To StartErica HenryNo ratings yet
- Din 2448Document3 pagesDin 2448Cristian Adrian ANo ratings yet
- Flare Systems and AccessoriesDocument3 pagesFlare Systems and AccessoriesErica Henry100% (1)
- Electrical System 14M Motor Grader: Machine Harness Connector and Component LocationsDocument6 pagesElectrical System 14M Motor Grader: Machine Harness Connector and Component LocationsAli AlshazlyNo ratings yet
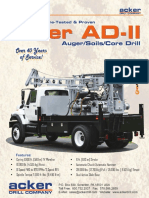
- Acker AD-II: Over 40 Years of Service!Document2 pagesAcker AD-II: Over 40 Years of Service!Sr. Diego LastreNo ratings yet
- TejaDocument5 pagesTejacarlosNo ratings yet
- 2014 Catalog Complete BodyDocument162 pages2014 Catalog Complete BodyAaronNo ratings yet
- Owners Handbook TX4Document92 pagesOwners Handbook TX4Old JackNo ratings yet
- Polish Abs Translation Teves MkiiDocument69 pagesPolish Abs Translation Teves MkiiJim AllenNo ratings yet
- Cost Impact Due To Rate Increase in Raw Material: Existing Raw Material Working Revised Raw Material WorkingDocument1 pageCost Impact Due To Rate Increase in Raw Material: Existing Raw Material Working Revised Raw Material WorkingIqbal singh DhanjalNo ratings yet
- Moment KljucDocument4 pagesMoment KljucMOVideo RedNo ratings yet
- FCR-MX Carburetor Dimensions: Float HeightDocument2 pagesFCR-MX Carburetor Dimensions: Float HeightCiprian BeresNo ratings yet
- VF 8Document1 pageVF 8Phong PhanNo ratings yet
- English Manual v3 001Document63 pagesEnglish Manual v3 001Satria TrianaNo ratings yet
- Merritt Morning Market 3756 - Nov 4Document2 pagesMerritt Morning Market 3756 - Nov 4Kim LeclairNo ratings yet
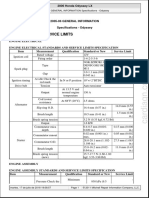
- Standards and Service Limits: 2005-06 General InformationDocument21 pagesStandards and Service Limits: 2005-06 General Informationvadim vadim100% (1)
- Service Manual Update Record MODEL: XS-seriesDocument2 pagesService Manual Update Record MODEL: XS-seriesHuseyn aliyevNo ratings yet
- SPL TJSR0035 USADocument2 pagesSPL TJSR0035 USAJose Jiimenez LopezNo ratings yet
- TC Login FormDocument52 pagesTC Login FormSunitKumarChauhanNo ratings yet
- Instruction Manual For Portable Compressors EnglishDocument104 pagesInstruction Manual For Portable Compressors EnglishKari MohamedNo ratings yet
- C18 Generator Set With EMCP II, EMCP II +and EMCP 3 - Electrical System - RENR7934-01 - March 2006 - CATERPILLAR PDFDocument6 pagesC18 Generator Set With EMCP II, EMCP II +and EMCP 3 - Electrical System - RENR7934-01 - March 2006 - CATERPILLAR PDFpevare100% (3)
- Robotics Sample MCQDocument8 pagesRobotics Sample MCQvasanthsat100% (1)
- Joining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryDocument12 pagesJoining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryStupinean LarisaNo ratings yet
- Karcher 720 - MX PDFDocument14 pagesKarcher 720 - MX PDFIraklis100% (1)
- IWCF Coiled Tubing Equipment 1663876546Document120 pagesIWCF Coiled Tubing Equipment 1663876546Reza heidari orojlooNo ratings yet
- 740loader ManualDocument51 pages740loader Manualalfsh8No ratings yet
- Elle Word MixDocument4 pagesElle Word Mixscott.maisonNo ratings yet
- Sos1 Part No. Description Binloc Qyhnd Qyor Acti SknskiDocument50 pagesSos1 Part No. Description Binloc Qyhnd Qyor Acti Sknskibernie romero0% (1)
- CDM816DSpare Parts Manual (Pilot Control) 2Document55 pagesCDM816DSpare Parts Manual (Pilot Control) 2Mohammadazmy Sobursyakur100% (1)
- 5130 - 05 5G Industrial Applications and SolutionsDocument113 pages5130 - 05 5G Industrial Applications and SolutionsMauricio SantosNo ratings yet

































































































Download as pdf or txt
You might also like
- SM-Case IH MX100, MX110, MX120, MX135 Series Tractors Service Repair ManualDocument1,589 pagesSM-Case IH MX100, MX110, MX120, MX135 Series Tractors Service Repair ManualJAGO100% (6)
- Iveco - Eurocargo 12-26t - Repair ManualDocument40 pagesIveco - Eurocargo 12-26t - Repair Manualwesley75% (4)
- Sorvall rc5c RC 5c and RC 5 Plus Service ManualDocument389 pagesSorvall rc5c RC 5c and RC 5 Plus Service Manualwill thomas100% (4)
- Manual For 200EVMA-U2 - ReduceDocument43 pagesManual For 200EVMA-U2 - ReduceMuhammad Edo RaynaldoNo ratings yet
- Training Manual AutoCAD Plant 3D Advanced English 2013Document24 pagesTraining Manual AutoCAD Plant 3D Advanced English 2013datlaravivarma1177100% (1)
- Warman Pumps: Assembly, Operating and Maintenance InstructionsDocument17 pagesWarman Pumps: Assembly, Operating and Maintenance InstructionsMamiherintsoa Issaia Ranaivoarimanana100% (2)
- Owner'S Manual: Installation, Operation and Maintenance Instructions For Rotzler Titan Planetary Hydraulic WinchesDocument44 pagesOwner'S Manual: Installation, Operation and Maintenance Instructions For Rotzler Titan Planetary Hydraulic WinchesFrancisco Wilson Bezerra FranciscoNo ratings yet
- 8FD30Document11 pages8FD30El Castillo Del Diablo0% (1)
- RJ Da 14 - 2100Document40 pagesRJ Da 14 - 2100Erica HenryNo ratings yet
- RJ Da 15 - 2200Document40 pagesRJ Da 15 - 2200Erica HenryNo ratings yet
- Disassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsDocument36 pagesDisassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsErica HenryNo ratings yet
- SRB 2100Document20 pagesSRB 2100joeyk2kNo ratings yet
- RT-310 Service and Repair ManualDocument30 pagesRT-310 Service and Repair Manualsinghmanjit7388No ratings yet
- 2017-08-17-Orbit-D-Range-emailing ManualDocument32 pages2017-08-17-Orbit-D-Range-emailing ManualLorenzoNo ratings yet
- Installation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Document37 pagesInstallation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Erica HenryNo ratings yet
- BOMBADocument28 pagesBOMBAWilfredo Salas MarcosNo ratings yet
- Instruction Manual 11Document58 pagesInstruction Manual 11makinerz techNo ratings yet
- Mechanical Power Take Off Rubber Block Drive Power Take Off Installation and Maintenance ManualDocument34 pagesMechanical Power Take Off Rubber Block Drive Power Take Off Installation and Maintenance ManualVituwNo ratings yet
- L3 RGi OHEAV6 H Ly NJDocument109 pagesL3 RGi OHEAV6 H Ly NJShan AhmadNo ratings yet
- Roytronic P ManualDocument34 pagesRoytronic P ManualAPFNo ratings yet
- S2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDocument31 pagesS2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDaniel BorgesNo ratings yet
- CB4000Document23 pagesCB4000Ed CalheNo ratings yet
- Teikoku-Información TecnicaDocument31 pagesTeikoku-Información TecnicaFederico RevelloNo ratings yet
- SRU Pump Service ManualDocument53 pagesSRU Pump Service Manualines de castroNo ratings yet
- Moyno: 2000 PumpsDocument29 pagesMoyno: 2000 PumpsSavalia HardikNo ratings yet
- Aurora Pump PDFDocument26 pagesAurora Pump PDFwalitedisonNo ratings yet
- IRC5-IRB1400 Prod Man Part2 3HAC021111-001 - References - Rev - enDocument52 pagesIRC5-IRB1400 Prod Man Part2 3HAC021111-001 - References - Rev - enadriano_falavinha9186No ratings yet
- F-1000 Operation Manual Kerui PackageDocument68 pagesF-1000 Operation Manual Kerui PackageDarshan Makwana100% (1)
- Tech-Ss80v Manual 01 GeneralDocument18 pagesTech-Ss80v Manual 01 GeneralMaximiliano RiosecoNo ratings yet
- Gear SGL San Metal Eom 05Document23 pagesGear SGL San Metal Eom 05omaryehudeNo ratings yet
- XS650 PDFDocument215 pagesXS650 PDFphilNo ratings yet
- KWP KSB PumpDocument80 pagesKWP KSB PumpThebe HanyaneNo ratings yet
- Bomba Vacio NashDocument181 pagesBomba Vacio NashPaul David Moran Carrasco100% (1)
- Aib - DZS 065-300 - Eng - 6996022370Document56 pagesAib - DZS 065-300 - Eng - 6996022370Francisco CairoNo ratings yet
- Midmark M7 - Service Manual PDFDocument92 pagesMidmark M7 - Service Manual PDFPedro Nel Cifuentes RodriguezNo ratings yet
- Airlift Performance ManualDocument36 pagesAirlift Performance ManualADRIAN SALAZAR MARTINEZNo ratings yet
- Boom DB 800: DX/DX - RDocument24 pagesBoom DB 800: DX/DX - RcristianNo ratings yet
- Dl3 and Dl4 Series: Water CircuitDocument98 pagesDl3 and Dl4 Series: Water CircuitcristianNo ratings yet
- Aurora 492Document26 pagesAurora 492juan davidNo ratings yet
- Neptune 7000Z IOM EnglishDocument44 pagesNeptune 7000Z IOM Englisharisqi wahyuNo ratings yet
- LMI Pumps General ManualDocument36 pagesLMI Pumps General ManualRoberto MejiaNo ratings yet
- Al Self Priming PumpDocument15 pagesAl Self Priming PumpHalley ElangovanNo ratings yet
- 10000B 1 - CSM - CTR215 03 - 10 09 13Document724 pages10000B 1 - CSM - CTR215 03 - 10 09 13Sa PoNo ratings yet
- MasterFlex Pump Manual 07557-60Document30 pagesMasterFlex Pump Manual 07557-60zokiman82No ratings yet
- Yaskawa Motoman GP215 Maintenance ManualDocument152 pagesYaskawa Motoman GP215 Maintenance Manualimaginary.ziggy100% (1)
- Operating and Installation Instructions: Thermodynamic Steam Traps Cona TD (PN40 - 63)Document13 pagesOperating and Installation Instructions: Thermodynamic Steam Traps Cona TD (PN40 - 63)khan103No ratings yet
- Rev JDocument62 pagesRev JDimitris KokkinosNo ratings yet
- Fuso 6m60Document20 pagesFuso 6m60Dowane Charles94% (32)
- ManualDocument15 pagesManualAndres NavarroNo ratings yet
- Maintenance and Adjusting: Cylinder Feed LF 700Document51 pagesMaintenance and Adjusting: Cylinder Feed LF 700cristianNo ratings yet
- Air Lift Performance 3H /3P: Installation GuideDocument60 pagesAir Lift Performance 3H /3P: Installation Guidejair anayaNo ratings yet
- Rexroth Hydraulic Control Valve Specification ManualDocument36 pagesRexroth Hydraulic Control Valve Specification ManualHarrier TechnologiesNo ratings yet
- TM-5-6630-218-10 Test Fuel KitDocument67 pagesTM-5-6630-218-10 Test Fuel Kitecjvi1No ratings yet
- Model Number Chart: Technical Service Manual: Installation, Operation & MaintenanceDocument20 pagesModel Number Chart: Technical Service Manual: Installation, Operation & MaintenanceJonathanDavidDeLosSantosAdornoNo ratings yet
- RW 660 Eru 92Document24 pagesRW 660 Eru 92Андрей СрывовNo ratings yet
- Eaton Airflex ClutchesDocument23 pagesEaton Airflex ClutchesJohnny Sanchez100% (1)
- Service 31200795 12-21-15 ANSI English PDFDocument178 pagesService 31200795 12-21-15 ANSI English PDFManuel Ivan Elizondo RodriguezNo ratings yet
- MN 726Document20 pagesMN 726Vytautas AbromaitisNo ratings yet
- Parts 31210111 Feb-01-2015 Global English-FrenchDocument132 pagesParts 31210111 Feb-01-2015 Global English-FrenchAdam JanigaNo ratings yet
- API Spec 6D (2002)Document80 pagesAPI Spec 6D (2002)Erica HenryNo ratings yet
- Tracker ImpresionDocument8 pagesTracker ImpresionErica HenryNo ratings yet
- RJ Da 15 - 2200Document40 pagesRJ Da 15 - 2200Erica HenryNo ratings yet
- Ex1 Liquid PumpDocument53 pagesEx1 Liquid PumpErica HenryNo ratings yet
- Roto-Jet: High Pressure Pitot Tube PumpsDocument2 pagesRoto-Jet: High Pressure Pitot Tube PumpsErica HenryNo ratings yet
- Disassembly/Assembly Manual: Excellent Engineering SolutionsDocument53 pagesDisassembly/Assembly Manual: Excellent Engineering SolutionsErica HenryNo ratings yet
- Installation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Document37 pagesInstallation, Operation & Maintenance Manual Model RO, RG, R11, RD11, 2100, 2200Erica HenryNo ratings yet
- Disassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsDocument36 pagesDisassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsErica HenryNo ratings yet
- RJ Da 14 - 2100Document40 pagesRJ Da 14 - 2100Erica HenryNo ratings yet
- Data Sheet AmicoDocument1 pageData Sheet AmicoErica HenryNo ratings yet
- FeaturesDocument7 pagesFeaturesErica HenryNo ratings yet
- Control Valve Sourcebook Power & Servere ServicesDocument220 pagesControl Valve Sourcebook Power & Servere ServicesErica HenryNo ratings yet
- Nema mg-1 2009Document671 pagesNema mg-1 2009Erica HenryNo ratings yet
- ISA Standards Library For Measurement and Control: Click Here To StartDocument1 pageISA Standards Library For Measurement and Control: Click Here To StartErica HenryNo ratings yet
- Din 2448Document3 pagesDin 2448Cristian Adrian ANo ratings yet
- Flare Systems and AccessoriesDocument3 pagesFlare Systems and AccessoriesErica Henry100% (1)
- Electrical System 14M Motor Grader: Machine Harness Connector and Component LocationsDocument6 pagesElectrical System 14M Motor Grader: Machine Harness Connector and Component LocationsAli AlshazlyNo ratings yet
- Acker AD-II: Over 40 Years of Service!Document2 pagesAcker AD-II: Over 40 Years of Service!Sr. Diego LastreNo ratings yet
- TejaDocument5 pagesTejacarlosNo ratings yet
- 2014 Catalog Complete BodyDocument162 pages2014 Catalog Complete BodyAaronNo ratings yet
- Owners Handbook TX4Document92 pagesOwners Handbook TX4Old JackNo ratings yet
- Polish Abs Translation Teves MkiiDocument69 pagesPolish Abs Translation Teves MkiiJim AllenNo ratings yet
- Cost Impact Due To Rate Increase in Raw Material: Existing Raw Material Working Revised Raw Material WorkingDocument1 pageCost Impact Due To Rate Increase in Raw Material: Existing Raw Material Working Revised Raw Material WorkingIqbal singh DhanjalNo ratings yet
- Moment KljucDocument4 pagesMoment KljucMOVideo RedNo ratings yet
- FCR-MX Carburetor Dimensions: Float HeightDocument2 pagesFCR-MX Carburetor Dimensions: Float HeightCiprian BeresNo ratings yet
- VF 8Document1 pageVF 8Phong PhanNo ratings yet
- English Manual v3 001Document63 pagesEnglish Manual v3 001Satria TrianaNo ratings yet
- Merritt Morning Market 3756 - Nov 4Document2 pagesMerritt Morning Market 3756 - Nov 4Kim LeclairNo ratings yet
- Standards and Service Limits: 2005-06 General InformationDocument21 pagesStandards and Service Limits: 2005-06 General Informationvadim vadim100% (1)
- Service Manual Update Record MODEL: XS-seriesDocument2 pagesService Manual Update Record MODEL: XS-seriesHuseyn aliyevNo ratings yet
- SPL TJSR0035 USADocument2 pagesSPL TJSR0035 USAJose Jiimenez LopezNo ratings yet
- TC Login FormDocument52 pagesTC Login FormSunitKumarChauhanNo ratings yet
- Instruction Manual For Portable Compressors EnglishDocument104 pagesInstruction Manual For Portable Compressors EnglishKari MohamedNo ratings yet
- C18 Generator Set With EMCP II, EMCP II +and EMCP 3 - Electrical System - RENR7934-01 - March 2006 - CATERPILLAR PDFDocument6 pagesC18 Generator Set With EMCP II, EMCP II +and EMCP 3 - Electrical System - RENR7934-01 - March 2006 - CATERPILLAR PDFpevare100% (3)
- Robotics Sample MCQDocument8 pagesRobotics Sample MCQvasanthsat100% (1)
- Joining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryDocument12 pagesJoining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryStupinean LarisaNo ratings yet
- Karcher 720 - MX PDFDocument14 pagesKarcher 720 - MX PDFIraklis100% (1)
- IWCF Coiled Tubing Equipment 1663876546Document120 pagesIWCF Coiled Tubing Equipment 1663876546Reza heidari orojlooNo ratings yet
- 740loader ManualDocument51 pages740loader Manualalfsh8No ratings yet
- Elle Word MixDocument4 pagesElle Word Mixscott.maisonNo ratings yet
- Sos1 Part No. Description Binloc Qyhnd Qyor Acti SknskiDocument50 pagesSos1 Part No. Description Binloc Qyhnd Qyor Acti Sknskibernie romero0% (1)
- CDM816DSpare Parts Manual (Pilot Control) 2Document55 pagesCDM816DSpare Parts Manual (Pilot Control) 2Mohammadazmy Sobursyakur100% (1)
- 5130 - 05 5G Industrial Applications and SolutionsDocument113 pages5130 - 05 5G Industrial Applications and SolutionsMauricio SantosNo ratings yet