Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- Wset Level 2Document63 pagesWset Level 2Jason-chung33% (3)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The-Harmonic Conquest of SpaceDocument12 pagesThe-Harmonic Conquest of Spacerogerif100% (2)
- Ford We 910 - 2001Document6 pagesFord We 910 - 2001Jason-chungNo ratings yet
- Test AnswersDocument3 pagesTest AnswersAjay Abraham AnathanamNo ratings yet
- STJLR.50.5041 2009Document9 pagesSTJLR.50.5041 2009Jason-chungNo ratings yet
- 20160323110453-11SMn30 (9SMn28)Document1 page20160323110453-11SMn30 (9SMn28)novkovic1984No ratings yet
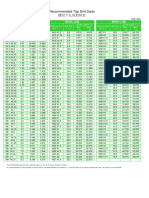
- Recommended Tap Drill SizesDocument4 pagesRecommended Tap Drill SizesJason-chungNo ratings yet
- Toleranties Rubberartikelen Algemeen PDFDocument2 pagesToleranties Rubberartikelen Algemeen PDFJason-chungNo ratings yet
- Atlas Aluminium Datasheet 5052 Rev Oct 2013Document3 pagesAtlas Aluminium Datasheet 5052 Rev Oct 2013Jason-chungNo ratings yet
- Toleranties Rubberartikelen AlgemeenDocument2 pagesToleranties Rubberartikelen AlgemeenJason-chung100% (1)
- 36smnpb14 1.0765 pr80 11l37 EngDocument1 page36smnpb14 1.0765 pr80 11l37 EngJason-chungNo ratings yet
- Trace BinaryDocument2 pagesTrace BinaryKhin Khin ThanNo ratings yet
- Softening Point of Bitumen (Ring-and-Ball Apparatus) : Standard Method of Test ForDocument3 pagesSoftening Point of Bitumen (Ring-and-Ball Apparatus) : Standard Method of Test ForJonathanRubioNo ratings yet
- Introduction To CapacitorsDocument20 pagesIntroduction To CapacitorsJan Booysen100% (1)
- Hydraulic ParametersDocument1 pageHydraulic ParametersguildkeyNo ratings yet
- Indian Standard: Methods of Physical Tests For Hydraulic CementDocument4 pagesIndian Standard: Methods of Physical Tests For Hydraulic CementApurv PatelNo ratings yet
- Studies in Optimization of Non Aqueous Film Coating Parameters PDFDocument7 pagesStudies in Optimization of Non Aqueous Film Coating Parameters PDFTiara Anindita NugrohoNo ratings yet
- Chapter 7Document12 pagesChapter 7Saleha RidhoNo ratings yet
- Lynda After Effects CS3 Effects (DVD)Document7 pagesLynda After Effects CS3 Effects (DVD)Phan Thanh BìnhNo ratings yet
- GEM Company Presentation 2012Document18 pagesGEM Company Presentation 2012Mauricio DelgadoNo ratings yet
- Physics VTU Important Questions (Module Wise)Document3 pagesPhysics VTU Important Questions (Module Wise)Rajdeep Chatterjee50% (4)
- Astm A615-A615m-02 Deformed & Plain Billet Steel For ConcreDocument5 pagesAstm A615-A615m-02 Deformed & Plain Billet Steel For ConcreCharwin PicaoNo ratings yet
- Defects in SolidsDocument47 pagesDefects in SolidsHarsha IndurtiNo ratings yet
- Newton'S Laws of MotionDocument10 pagesNewton'S Laws of MotionsaylalisaNo ratings yet
- Environmental Conditions For Process Measurement and Control Systems: Temperature and HumidityDocument22 pagesEnvironmental Conditions For Process Measurement and Control Systems: Temperature and HumidityAnsar Ali100% (1)
- Science Lesson 2 Magnets and Other MaterialsDocument4 pagesScience Lesson 2 Magnets and Other Materialsapi-185950353No ratings yet
- Case Study - Butadiene IncidentDocument4 pagesCase Study - Butadiene IncidentHimat KhimaniNo ratings yet
- Feb 2002 Exams Module 1Document17 pagesFeb 2002 Exams Module 1momanbhNo ratings yet
- Hubble's Law and The Expansion of SpaceDocument4 pagesHubble's Law and The Expansion of SpaceEaswer SanNo ratings yet
- Lecture 3 Optical SourcesDocument52 pagesLecture 3 Optical SourcesMuhammad JawadNo ratings yet
- Comparison of Bond Strength or Ply Adhesion of Similar Laminates Made From Flexible MaterialsDocument3 pagesComparison of Bond Strength or Ply Adhesion of Similar Laminates Made From Flexible MaterialslexandroNo ratings yet
- Free Conveyor DesignDocument12 pagesFree Conveyor DesignRyukiNo ratings yet
- Roll Form Design - Roll Forming Design2Document18 pagesRoll Form Design - Roll Forming Design2novo orderNo ratings yet
- Design of Welded Connections Lincoln ElectricDocument234 pagesDesign of Welded Connections Lincoln Electricnika2006No ratings yet
- Control of Inverter-Based Distribution Generation Used To Provide Premium Power QualityDocument7 pagesControl of Inverter-Based Distribution Generation Used To Provide Premium Power QualityebrahimNo ratings yet
- Inverse Kinematics of A Two Wheeled DiffDocument6 pagesInverse Kinematics of A Two Wheeled DiffMuhammed Abubakar SadiqNo ratings yet
- AffuDocument22 pagesAffuAhemadNo ratings yet
- Keys and Key Ways IS 2048Document1 pageKeys and Key Ways IS 2048sujith1410kumarNo ratings yet
- 4.7 Simplification of A Force and Couple SystemDocument3 pages4.7 Simplification of A Force and Couple SystemcassbirNo ratings yet