
Destruction of Sinter During Reduction 1973
Destruction of Sinter During Reduction 1973
You might also like
- Worked Examples To Eurocode 2 PDFDocument224 pagesWorked Examples To Eurocode 2 PDFMatt100% (3)
- Mechanical Properties of Steel With A Widmanstatten StructureDocument3 pagesMechanical Properties of Steel With A Widmanstatten StructureblahsomNo ratings yet
- Articulo 2Document6 pagesArticulo 2Eduardo Daniells DiazNo ratings yet
- Full Text 11Document3 pagesFull Text 11Shazana MisranNo ratings yet
- Effect of Cold Swaging and Heat Treatment On The Properties of The PM Alloy W Ni CoDocument13 pagesEffect of Cold Swaging and Heat Treatment On The Properties of The PM Alloy W Ni CoTayfun TezanlarNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Creep Deformation of Alloy 718-ChaturvediDocument10 pagesCreep Deformation of Alloy 718-ChaturvediAntonioNo ratings yet
- Jo' " Vjs F Gzo'c: 8e'c 2"-'/jso"cDocument3 pagesJo' " Vjs F Gzo'c: 8e'c 2"-'/jso"cmap vitcoNo ratings yet
- High-Mn Steel Weldment Mechanical Properties at 4.2 KDocument9 pagesHigh-Mn Steel Weldment Mechanical Properties at 4.2 K3834saldNo ratings yet
- PhysicsDocument5 pagesPhysicsAditya Budi FauziNo ratings yet
- Z o KG/MM 2: - 2 2 3 I 2b E) Leo UDocument3 pagesZ o KG/MM 2: - 2 2 3 I 2b E) Leo USinhro018No ratings yet
- Meraikib1986 - Some Metallurgical Aspects of Steelmaking With Sponge Iron in Electric Arc FurnacesDocument10 pagesMeraikib1986 - Some Metallurgical Aspects of Steelmaking With Sponge Iron in Electric Arc Furnacesali-muhammadNo ratings yet
- Plastic Deformation of The Intermetallic: Compound MGZNDocument11 pagesPlastic Deformation of The Intermetallic: Compound MGZNFaris FadliNo ratings yet
- Heat-Treatment o F UraniumDocument7 pagesHeat-Treatment o F UraniumOmar VillanuevaNo ratings yet
- 1 s2.0 S030488539800818X MainDocument2 pages1 s2.0 S030488539800818X MainGökhan KıratNo ratings yet
- Effect of Austenite-To-Ferrite Phase TransformatioDocument13 pagesEffect of Austenite-To-Ferrite Phase TransformatioPablo PerdomoNo ratings yet
- Article CSIRO TRC-MG Magnesium Technology 2001Document5 pagesArticle CSIRO TRC-MG Magnesium Technology 2001Frederic BassonNo ratings yet
- Temper Bead Welding 36036664Document9 pagesTemper Bead Welding 36036664sv1xv100% (1)
- 430459.A005-RIM 09 - 031 - Stefanija Klaric PDFDocument6 pages430459.A005-RIM 09 - 031 - Stefanija Klaric PDFGizachew HeleboNo ratings yet
- Deposition and Characterization of Metalorganic ChemicalDocument7 pagesDeposition and Characterization of Metalorganic Chemicalunicum78No ratings yet
- Hydrogenation of Acetone On Techetium CatalystsDocument4 pagesHydrogenation of Acetone On Techetium CatalystsWei-Ying LeeNo ratings yet
- Complex Studies On Industrial Nickel CatalystsDocument5 pagesComplex Studies On Industrial Nickel CatalystsMátyás DalnokiNo ratings yet
- E 1 - 6 3 8 8 - L o - / Y) - 7 - Zi : Corporation, StreetDocument1 pageE 1 - 6 3 8 8 - L o - / Y) - 7 - Zi : Corporation, StreetSinhrooNo ratings yet
- Mechanism of Thermal Decomposition of LigninDocument13 pagesMechanism of Thermal Decomposition of LigninDinu AndreiNo ratings yet
- Improvement of Stress Corrosion Cracking (SCC) Resistance of A 7150 Al-Zn-Mg-Cu Alloy byDocument5 pagesImprovement of Stress Corrosion Cracking (SCC) Resistance of A 7150 Al-Zn-Mg-Cu Alloy bySundaraPandiyanNo ratings yet
- Kennon 1982Document5 pagesKennon 1982Muhammad Falqi YusufNo ratings yet
- A New Lead Alloy For Automotive Batteries Operating Under High TemperatureDocument7 pagesA New Lead Alloy For Automotive Batteries Operating Under High Temperatureehsan453No ratings yet
- High Pressure Die Casting Effect of Fluid Flow On The Microstructure of LM24 Die-Casting AlloyDocument14 pagesHigh Pressure Die Casting Effect of Fluid Flow On The Microstructure of LM24 Die-Casting Alloykt rajaNo ratings yet
- PhysRevLett 18 902Document4 pagesPhysRevLett 18 902Abhishek SharmaNo ratings yet
- Maraging and Nickel-Molybdenum Trip-SteelsDocument8 pagesMaraging and Nickel-Molybdenum Trip-SteelsSinhrooNo ratings yet
- Dielectric and Electrical Properties of Lead Zirconate TitanateDocument11 pagesDielectric and Electrical Properties of Lead Zirconate TitanateGherghe BogdanNo ratings yet
- Alamos: LA-6928-MSDocument9 pagesAlamos: LA-6928-MSsultannesru2030No ratings yet
- Potential and Current Requirements For The Cathodic Protection of Steel in SoilsDocument9 pagesPotential and Current Requirements For The Cathodic Protection of Steel in SoilsbountymaniNo ratings yet
- X. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityDocument6 pagesX. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityTania DanielNo ratings yet
- OF Inductances. Charles Steinmetz.: To TheDocument47 pagesOF Inductances. Charles Steinmetz.: To TheAlfredo Brumnić FredoNo ratings yet
- On Structural, Optical and Dielectric Properties of Zinc Aluminate NanoparticlesDocument9 pagesOn Structural, Optical and Dielectric Properties of Zinc Aluminate NanoparticlesbudhladaNo ratings yet
- The Potassium-Zirconium SystemDocument2 pagesThe Potassium-Zirconium SystemGwanyun JeongNo ratings yet
- 1006 1009Document4 pages1006 1009SinhrooNo ratings yet
- MSF 941 334Document6 pagesMSF 941 334Steve OoiNo ratings yet
- Stress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495Document56 pagesStress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495claude.bouillot3566No ratings yet
- Effect of Nodule CountDocument5 pagesEffect of Nodule Countdinesh529No ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- Growth of Y' Ppts in Ni-SADocument11 pagesGrowth of Y' Ppts in Ni-SAkandula.munikumarNo ratings yet
- Crystallization of Al-Si Alloys in The Course of High Pressure Die-CastingDocument8 pagesCrystallization of Al-Si Alloys in The Course of High Pressure Die-CastingHandri GustiarNo ratings yet
- 2023 - Prediction Model For Crack Sensitive ... Analysis of Dilatometry CurvesDocument15 pages2023 - Prediction Model For Crack Sensitive ... Analysis of Dilatometry CurvesDavid Hernández EscobarNo ratings yet
- Phase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuDocument2 pagesPhase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuSinhrooNo ratings yet
- Journal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehDocument7 pagesJournal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehHuckkey HuNo ratings yet
- On The Fatigue Crack Growth Behaviour of Two Ferrite-Pearlite Micro Alloyed SteelsDocument4 pagesOn The Fatigue Crack Growth Behaviour of Two Ferrite-Pearlite Micro Alloyed SteelsHyunjung LeeNo ratings yet
- Celedio - Critical AnalysisDocument2 pagesCeledio - Critical AnalysisJulian CeledioNo ratings yet
- MDF Creep StudyDocument10 pagesMDF Creep StudySharath P CNo ratings yet
- 3 Surface Modification and Its Influence On The Microstructure and Creep Resistance of Nickel Based Superalloy Rene 77Document4 pages3 Surface Modification and Its Influence On The Microstructure and Creep Resistance of Nickel Based Superalloy Rene 77Enary SalernoNo ratings yet
- Propiedades Mecánicas y Químicas de Las Cerámicas de Vidrio de Disilicato de Litio Dopado Con ZR y P en Restauraciones Dentales.Document10 pagesPropiedades Mecánicas y Químicas de Las Cerámicas de Vidrio de Disilicato de Litio Dopado Con ZR y P en Restauraciones Dentales.Jose L LlanosNo ratings yet
- Sound-Absorbing Composite Structures For Gas-Turbine EnginesDocument6 pagesSound-Absorbing Composite Structures For Gas-Turbine EnginesMikecz JuliannaNo ratings yet
- BBBBDocument13 pagesBBBBEdina Uzunović HodžićNo ratings yet
- Effects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthDocument11 pagesEffects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthLilian Jefferson MalavaziNo ratings yet
- Effect of Cooling Rate DIDocument6 pagesEffect of Cooling Rate DIKarthiKeyan SNo ratings yet
- Creep Crack Growth Behavior at 1033K of Detectionally Solidified CM 247 LC - A Cast Nickel-Base SuperalloyDocument6 pagesCreep Crack Growth Behavior at 1033K of Detectionally Solidified CM 247 LC - A Cast Nickel-Base SuperalloysenthilNo ratings yet
- The Simulation of Magnesium Wheel Low Pressure Die Casting Based On PAM-CASTDocument7 pagesThe Simulation of Magnesium Wheel Low Pressure Die Casting Based On PAM-CASTMar'i MuchammadNo ratings yet
- Introduction to SuperconductivityFrom EverandIntroduction to SuperconductivityA.C. Rose-InnesRating: 5 out of 5 stars5/5 (1)
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- ActuatorDocument42 pagesActuatorNyandaMadili MalashiNo ratings yet
- Solubility of Ozone in WaterDocument4 pagesSolubility of Ozone in WaterJESUS PLAZAS SALDAÑANo ratings yet
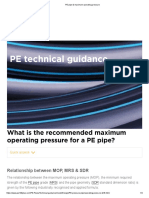
- PE Pipe & Maximum Operating PressureDocument4 pagesPE Pipe & Maximum Operating Pressureayaz hasanNo ratings yet
- Vog0038 PDFDocument99 pagesVog0038 PDFjorge castillo100% (1)
- Los Angeles Abrasion TestDocument8 pagesLos Angeles Abrasion TestAisyah Ibrahim95% (22)
- 5 - Friction Ex. Module-1Document16 pages5 - Friction Ex. Module-1Raju SinghNo ratings yet
- Intro To Space Flight-NotesDocument14 pagesIntro To Space Flight-Notespiravi66No ratings yet
- Catalog enDocument40 pagesCatalog enعبدالقادرادم محمدNo ratings yet
- Lesson 15-Slope of A Curve, Tangent Line and Normal LineDocument12 pagesLesson 15-Slope of A Curve, Tangent Line and Normal LineWayne CasanovaNo ratings yet
- Modicon Quantum 140DDI35300Document5 pagesModicon Quantum 140DDI35300Max ZamoraNo ratings yet
- Milltronics MFA 4p PDFDocument6 pagesMilltronics MFA 4p PDFJosé RamosNo ratings yet
- Computational Consistency of The Material ModelsDocument9 pagesComputational Consistency of The Material Modelscs balahfNo ratings yet
- 1.catalog Tandem 1250+tractor-AotaiDocument15 pages1.catalog Tandem 1250+tractor-Aotaichungdo1028No ratings yet
- Experiment No: 1 (B) : Uee505: Analog and Digital SystemsDocument4 pagesExperiment No: 1 (B) : Uee505: Analog and Digital SystemsJaideep SinghNo ratings yet
- Thermal Engineering Lab and HeatDocument87 pagesThermal Engineering Lab and Heatsaadzamel67No ratings yet
- Steam TurbineDocument32 pagesSteam Turbinelifemillion2847100% (5)
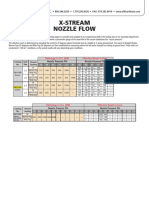
- X-Stream Nozzle Flow: Discharge in U.S. GPM Effective Reach in FeetDocument1 pageX-Stream Nozzle Flow: Discharge in U.S. GPM Effective Reach in FeetSaber ElkassasNo ratings yet
- 6800&3800 Network Design Guide-ADocument53 pages6800&3800 Network Design Guide-AAlexander Pischulin100% (2)
- Motion in A Straight Line: AnswerDocument5 pagesMotion in A Straight Line: AnswerAkshit agarwalNo ratings yet
- Solenoid Valve Namur Fig 33580 AluminiumDocument1 pageSolenoid Valve Namur Fig 33580 AluminiumNam Nguyễn ĐứcNo ratings yet
- MLPP, Unit 1, Turbine Casing Machining, Completion and TurnoverDocument2 pagesMLPP, Unit 1, Turbine Casing Machining, Completion and Turnoverniko TanNo ratings yet
- 1920SEM1 ExamDocument9 pages1920SEM1 ExamBenedict ChinNo ratings yet
- Design of IPM Synchronous Motor For Gearless Elevator ApplicationsDocument7 pagesDesign of IPM Synchronous Motor For Gearless Elevator Applicationsرجل من الزمن الجميلNo ratings yet
- Statically Indeterminate MembersDocument74 pagesStatically Indeterminate MembersAs fans AwanNo ratings yet
- TDS Yd901Document2 pagesTDS Yd901polypolyyNo ratings yet
- From Magnetic Flux Leakage Signals: G:::"F,: ?L:"Il?, Ta'." .T" :1J"11T:), 'Xil, If: N MTFFFL, FFL IlDocument10 pagesFrom Magnetic Flux Leakage Signals: G:::"F,: ?L:"Il?, Ta'." .T" :1J"11T:), 'Xil, If: N MTFFFL, FFL IlkingstonNo ratings yet
- My MiniDocument43 pagesMy MiniFunky Telugu FactsNo ratings yet
- Circular Current LoopDocument4 pagesCircular Current LoopSenki AlphonsNo ratings yet
- Math Module Ch1Document22 pagesMath Module Ch1Jonaria CopisNo ratings yet
























































































Download as pdf or txt
You might also like
- Worked Examples To Eurocode 2 PDFDocument224 pagesWorked Examples To Eurocode 2 PDFMatt100% (3)
- Mechanical Properties of Steel With A Widmanstatten StructureDocument3 pagesMechanical Properties of Steel With A Widmanstatten StructureblahsomNo ratings yet
- Articulo 2Document6 pagesArticulo 2Eduardo Daniells DiazNo ratings yet
- Full Text 11Document3 pagesFull Text 11Shazana MisranNo ratings yet
- Effect of Cold Swaging and Heat Treatment On The Properties of The PM Alloy W Ni CoDocument13 pagesEffect of Cold Swaging and Heat Treatment On The Properties of The PM Alloy W Ni CoTayfun TezanlarNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Creep Deformation of Alloy 718-ChaturvediDocument10 pagesCreep Deformation of Alloy 718-ChaturvediAntonioNo ratings yet
- Jo' " Vjs F Gzo'c: 8e'c 2"-'/jso"cDocument3 pagesJo' " Vjs F Gzo'c: 8e'c 2"-'/jso"cmap vitcoNo ratings yet
- High-Mn Steel Weldment Mechanical Properties at 4.2 KDocument9 pagesHigh-Mn Steel Weldment Mechanical Properties at 4.2 K3834saldNo ratings yet
- PhysicsDocument5 pagesPhysicsAditya Budi FauziNo ratings yet
- Z o KG/MM 2: - 2 2 3 I 2b E) Leo UDocument3 pagesZ o KG/MM 2: - 2 2 3 I 2b E) Leo USinhro018No ratings yet
- Meraikib1986 - Some Metallurgical Aspects of Steelmaking With Sponge Iron in Electric Arc FurnacesDocument10 pagesMeraikib1986 - Some Metallurgical Aspects of Steelmaking With Sponge Iron in Electric Arc Furnacesali-muhammadNo ratings yet
- Plastic Deformation of The Intermetallic: Compound MGZNDocument11 pagesPlastic Deformation of The Intermetallic: Compound MGZNFaris FadliNo ratings yet
- Heat-Treatment o F UraniumDocument7 pagesHeat-Treatment o F UraniumOmar VillanuevaNo ratings yet
- 1 s2.0 S030488539800818X MainDocument2 pages1 s2.0 S030488539800818X MainGökhan KıratNo ratings yet
- Effect of Austenite-To-Ferrite Phase TransformatioDocument13 pagesEffect of Austenite-To-Ferrite Phase TransformatioPablo PerdomoNo ratings yet
- Article CSIRO TRC-MG Magnesium Technology 2001Document5 pagesArticle CSIRO TRC-MG Magnesium Technology 2001Frederic BassonNo ratings yet
- Temper Bead Welding 36036664Document9 pagesTemper Bead Welding 36036664sv1xv100% (1)
- 430459.A005-RIM 09 - 031 - Stefanija Klaric PDFDocument6 pages430459.A005-RIM 09 - 031 - Stefanija Klaric PDFGizachew HeleboNo ratings yet
- Deposition and Characterization of Metalorganic ChemicalDocument7 pagesDeposition and Characterization of Metalorganic Chemicalunicum78No ratings yet
- Hydrogenation of Acetone On Techetium CatalystsDocument4 pagesHydrogenation of Acetone On Techetium CatalystsWei-Ying LeeNo ratings yet
- Complex Studies On Industrial Nickel CatalystsDocument5 pagesComplex Studies On Industrial Nickel CatalystsMátyás DalnokiNo ratings yet
- E 1 - 6 3 8 8 - L o - / Y) - 7 - Zi : Corporation, StreetDocument1 pageE 1 - 6 3 8 8 - L o - / Y) - 7 - Zi : Corporation, StreetSinhrooNo ratings yet
- Mechanism of Thermal Decomposition of LigninDocument13 pagesMechanism of Thermal Decomposition of LigninDinu AndreiNo ratings yet
- Improvement of Stress Corrosion Cracking (SCC) Resistance of A 7150 Al-Zn-Mg-Cu Alloy byDocument5 pagesImprovement of Stress Corrosion Cracking (SCC) Resistance of A 7150 Al-Zn-Mg-Cu Alloy bySundaraPandiyanNo ratings yet
- Kennon 1982Document5 pagesKennon 1982Muhammad Falqi YusufNo ratings yet
- A New Lead Alloy For Automotive Batteries Operating Under High TemperatureDocument7 pagesA New Lead Alloy For Automotive Batteries Operating Under High Temperatureehsan453No ratings yet
- High Pressure Die Casting Effect of Fluid Flow On The Microstructure of LM24 Die-Casting AlloyDocument14 pagesHigh Pressure Die Casting Effect of Fluid Flow On The Microstructure of LM24 Die-Casting Alloykt rajaNo ratings yet
- PhysRevLett 18 902Document4 pagesPhysRevLett 18 902Abhishek SharmaNo ratings yet
- Maraging and Nickel-Molybdenum Trip-SteelsDocument8 pagesMaraging and Nickel-Molybdenum Trip-SteelsSinhrooNo ratings yet
- Dielectric and Electrical Properties of Lead Zirconate TitanateDocument11 pagesDielectric and Electrical Properties of Lead Zirconate TitanateGherghe BogdanNo ratings yet
- Alamos: LA-6928-MSDocument9 pagesAlamos: LA-6928-MSsultannesru2030No ratings yet
- Potential and Current Requirements For The Cathodic Protection of Steel in SoilsDocument9 pagesPotential and Current Requirements For The Cathodic Protection of Steel in SoilsbountymaniNo ratings yet
- X. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityDocument6 pagesX. Y. LI - Surface Engineering 17 (2001) 147-152 - Low Temperature Plasma Nitriding of 316 SS-Nature of S Phase and Its Thermal StablityTania DanielNo ratings yet
- OF Inductances. Charles Steinmetz.: To TheDocument47 pagesOF Inductances. Charles Steinmetz.: To TheAlfredo Brumnić FredoNo ratings yet
- On Structural, Optical and Dielectric Properties of Zinc Aluminate NanoparticlesDocument9 pagesOn Structural, Optical and Dielectric Properties of Zinc Aluminate NanoparticlesbudhladaNo ratings yet
- The Potassium-Zirconium SystemDocument2 pagesThe Potassium-Zirconium SystemGwanyun JeongNo ratings yet
- 1006 1009Document4 pages1006 1009SinhrooNo ratings yet
- MSF 941 334Document6 pagesMSF 941 334Steve OoiNo ratings yet
- Stress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495Document56 pagesStress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495claude.bouillot3566No ratings yet
- Effect of Nodule CountDocument5 pagesEffect of Nodule Countdinesh529No ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- Growth of Y' Ppts in Ni-SADocument11 pagesGrowth of Y' Ppts in Ni-SAkandula.munikumarNo ratings yet
- Crystallization of Al-Si Alloys in The Course of High Pressure Die-CastingDocument8 pagesCrystallization of Al-Si Alloys in The Course of High Pressure Die-CastingHandri GustiarNo ratings yet
- 2023 - Prediction Model For Crack Sensitive ... Analysis of Dilatometry CurvesDocument15 pages2023 - Prediction Model For Crack Sensitive ... Analysis of Dilatometry CurvesDavid Hernández EscobarNo ratings yet
- Phase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuDocument2 pagesPhase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuSinhrooNo ratings yet
- Journal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehDocument7 pagesJournal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehHuckkey HuNo ratings yet
- On The Fatigue Crack Growth Behaviour of Two Ferrite-Pearlite Micro Alloyed SteelsDocument4 pagesOn The Fatigue Crack Growth Behaviour of Two Ferrite-Pearlite Micro Alloyed SteelsHyunjung LeeNo ratings yet
- Celedio - Critical AnalysisDocument2 pagesCeledio - Critical AnalysisJulian CeledioNo ratings yet
- MDF Creep StudyDocument10 pagesMDF Creep StudySharath P CNo ratings yet
- 3 Surface Modification and Its Influence On The Microstructure and Creep Resistance of Nickel Based Superalloy Rene 77Document4 pages3 Surface Modification and Its Influence On The Microstructure and Creep Resistance of Nickel Based Superalloy Rene 77Enary SalernoNo ratings yet
- Propiedades Mecánicas y Químicas de Las Cerámicas de Vidrio de Disilicato de Litio Dopado Con ZR y P en Restauraciones Dentales.Document10 pagesPropiedades Mecánicas y Químicas de Las Cerámicas de Vidrio de Disilicato de Litio Dopado Con ZR y P en Restauraciones Dentales.Jose L LlanosNo ratings yet
- Sound-Absorbing Composite Structures For Gas-Turbine EnginesDocument6 pagesSound-Absorbing Composite Structures For Gas-Turbine EnginesMikecz JuliannaNo ratings yet
- BBBBDocument13 pagesBBBBEdina Uzunović HodžićNo ratings yet
- Effects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthDocument11 pagesEffects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthLilian Jefferson MalavaziNo ratings yet
- Effect of Cooling Rate DIDocument6 pagesEffect of Cooling Rate DIKarthiKeyan SNo ratings yet
- Creep Crack Growth Behavior at 1033K of Detectionally Solidified CM 247 LC - A Cast Nickel-Base SuperalloyDocument6 pagesCreep Crack Growth Behavior at 1033K of Detectionally Solidified CM 247 LC - A Cast Nickel-Base SuperalloysenthilNo ratings yet
- The Simulation of Magnesium Wheel Low Pressure Die Casting Based On PAM-CASTDocument7 pagesThe Simulation of Magnesium Wheel Low Pressure Die Casting Based On PAM-CASTMar'i MuchammadNo ratings yet
- Introduction to SuperconductivityFrom EverandIntroduction to SuperconductivityA.C. Rose-InnesRating: 5 out of 5 stars5/5 (1)
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- ActuatorDocument42 pagesActuatorNyandaMadili MalashiNo ratings yet
- Solubility of Ozone in WaterDocument4 pagesSolubility of Ozone in WaterJESUS PLAZAS SALDAÑANo ratings yet
- PE Pipe & Maximum Operating PressureDocument4 pagesPE Pipe & Maximum Operating Pressureayaz hasanNo ratings yet
- Vog0038 PDFDocument99 pagesVog0038 PDFjorge castillo100% (1)
- Los Angeles Abrasion TestDocument8 pagesLos Angeles Abrasion TestAisyah Ibrahim95% (22)
- 5 - Friction Ex. Module-1Document16 pages5 - Friction Ex. Module-1Raju SinghNo ratings yet
- Intro To Space Flight-NotesDocument14 pagesIntro To Space Flight-Notespiravi66No ratings yet
- Catalog enDocument40 pagesCatalog enعبدالقادرادم محمدNo ratings yet
- Lesson 15-Slope of A Curve, Tangent Line and Normal LineDocument12 pagesLesson 15-Slope of A Curve, Tangent Line and Normal LineWayne CasanovaNo ratings yet
- Modicon Quantum 140DDI35300Document5 pagesModicon Quantum 140DDI35300Max ZamoraNo ratings yet
- Milltronics MFA 4p PDFDocument6 pagesMilltronics MFA 4p PDFJosé RamosNo ratings yet
- Computational Consistency of The Material ModelsDocument9 pagesComputational Consistency of The Material Modelscs balahfNo ratings yet
- 1.catalog Tandem 1250+tractor-AotaiDocument15 pages1.catalog Tandem 1250+tractor-Aotaichungdo1028No ratings yet
- Experiment No: 1 (B) : Uee505: Analog and Digital SystemsDocument4 pagesExperiment No: 1 (B) : Uee505: Analog and Digital SystemsJaideep SinghNo ratings yet
- Thermal Engineering Lab and HeatDocument87 pagesThermal Engineering Lab and Heatsaadzamel67No ratings yet
- Steam TurbineDocument32 pagesSteam Turbinelifemillion2847100% (5)
- X-Stream Nozzle Flow: Discharge in U.S. GPM Effective Reach in FeetDocument1 pageX-Stream Nozzle Flow: Discharge in U.S. GPM Effective Reach in FeetSaber ElkassasNo ratings yet
- 6800&3800 Network Design Guide-ADocument53 pages6800&3800 Network Design Guide-AAlexander Pischulin100% (2)
- Motion in A Straight Line: AnswerDocument5 pagesMotion in A Straight Line: AnswerAkshit agarwalNo ratings yet
- Solenoid Valve Namur Fig 33580 AluminiumDocument1 pageSolenoid Valve Namur Fig 33580 AluminiumNam Nguyễn ĐứcNo ratings yet
- MLPP, Unit 1, Turbine Casing Machining, Completion and TurnoverDocument2 pagesMLPP, Unit 1, Turbine Casing Machining, Completion and Turnoverniko TanNo ratings yet
- 1920SEM1 ExamDocument9 pages1920SEM1 ExamBenedict ChinNo ratings yet
- Design of IPM Synchronous Motor For Gearless Elevator ApplicationsDocument7 pagesDesign of IPM Synchronous Motor For Gearless Elevator Applicationsرجل من الزمن الجميلNo ratings yet
- Statically Indeterminate MembersDocument74 pagesStatically Indeterminate MembersAs fans AwanNo ratings yet
- TDS Yd901Document2 pagesTDS Yd901polypolyyNo ratings yet
- From Magnetic Flux Leakage Signals: G:::"F,: ?L:"Il?, Ta'." .T" :1J"11T:), 'Xil, If: N MTFFFL, FFL IlDocument10 pagesFrom Magnetic Flux Leakage Signals: G:::"F,: ?L:"Il?, Ta'." .T" :1J"11T:), 'Xil, If: N MTFFFL, FFL IlkingstonNo ratings yet
- My MiniDocument43 pagesMy MiniFunky Telugu FactsNo ratings yet
- Circular Current LoopDocument4 pagesCircular Current LoopSenki AlphonsNo ratings yet
- Math Module Ch1Document22 pagesMath Module Ch1Jonaria CopisNo ratings yet