Download as pdf or txt
You might also like
- Appendix B - Descriptions of The 230 Space GroupsDocument36 pagesAppendix B - Descriptions of The 230 Space GroupsQiang Sun100% (1)
- Catalytic Role of Process Dust in SO2-To-SO3 ConveDocument9 pagesCatalytic Role of Process Dust in SO2-To-SO3 ConveabderrahimnNo ratings yet
- Sulfur - Sulfuric Acid IndustryDocument18 pagesSulfur - Sulfuric Acid IndustryS S S REDDY50% (2)
- Topsoe Wsa Process Principles 0Document4 pagesTopsoe Wsa Process Principles 0Carlos de la TorreNo ratings yet
- Digital Pulse Counter DocumentationDocument28 pagesDigital Pulse Counter Documentationpndd4c6100% (1)
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocument14 pagesRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13No ratings yet
- Sulfur Dioxide Control: The Babcock & Wilcox CompanyDocument20 pagesSulfur Dioxide Control: The Babcock & Wilcox CompanyAnith kumar ReddyNo ratings yet
- Applied Energy: H. Selim, A. Al Shoaibi, A.K. GuptaDocument8 pagesApplied Energy: H. Selim, A. Al Shoaibi, A.K. GuptaAndrow Rafael Castro PerezNo ratings yet
- 1 s2.0 S0360319912017181 MainDocument8 pages1 s2.0 S0360319912017181 MainNafees VakilNo ratings yet
- Potential For Real-Time Monitoring and Control of Dissolved Oxygen in The Injection Water Treatment ProcessDocument8 pagesPotential For Real-Time Monitoring and Control of Dissolved Oxygen in The Injection Water Treatment ProcessMinhquang NgoNo ratings yet
- Failure of Heat Exchanger in Sulphur Recovery Unit PDFDocument8 pagesFailure of Heat Exchanger in Sulphur Recovery Unit PDFticaram rNo ratings yet
- A New Development in The Oxidative Precipitation ofDocument12 pagesA New Development in The Oxidative Precipitation ofThassi MutondoNo ratings yet
- Solomon2021 Article CorrosionOfSulfurRemovalTanksUDocument8 pagesSolomon2021 Article CorrosionOfSulfurRemovalTanksUSauravNo ratings yet
- 03 - Reactions Between CaO and SO2 in Carbonating and No Carbonating ConditionsDocument9 pages03 - Reactions Between CaO and SO2 in Carbonating and No Carbonating ConditionsNishantNo ratings yet
- Managing Black Powder in Sales Gas Transmission PipelinesDocument7 pagesManaging Black Powder in Sales Gas Transmission PipelinesPervaiz Rizvi100% (2)
- SOx Control During Combustion of Coal by Adding LimeStone PDFDocument3 pagesSOx Control During Combustion of Coal by Adding LimeStone PDFAnshu SinghNo ratings yet
- 7 - Solar Hydrogen Production Via Thermochemical Iron Oxide-Iron Sulfate Water Splitting Cycle - International Journal of Hydrogen Energy - 2015Document12 pages7 - Solar Hydrogen Production Via Thermochemical Iron Oxide-Iron Sulfate Water Splitting Cycle - International Journal of Hydrogen Energy - 2015Rahul BhosaleNo ratings yet
- Lixiviación Con Amoniaco en Reactor para El Secuestro de H2SDocument7 pagesLixiviación Con Amoniaco en Reactor para El Secuestro de H2SDeibyd ReyesNo ratings yet
- Flue GasDocument3 pagesFlue GasVijay PandaNo ratings yet
- Flue Gas DesulfurizationDocument8 pagesFlue Gas DesulfurizationbekkuNo ratings yet
- 7 Hazards of Molten Sulfur Storage and Handling by J Johnson and N HatcherDocument22 pages7 Hazards of Molten Sulfur Storage and Handling by J Johnson and N HatcherAnonymous qPt2MHzXT100% (2)
- ChemistryDocument11 pagesChemistryVismay PatelNo ratings yet
- Verbinnen 2017Document6 pagesVerbinnen 2017ryan sandiNo ratings yet
- Flue-Gas Desulfurization - Wikipedia, The Free EncyclopediaDocument8 pagesFlue-Gas Desulfurization - Wikipedia, The Free EncyclopediaPraveen KhatriNo ratings yet
- Leaching of Copper OxideDocument7 pagesLeaching of Copper Oxidecynthia quintanaNo ratings yet
- High-Temperature Conversion of SO To SO: Homogeneous Experiments and Catalytic E Ffect of Fly Ash From Air and Oxy-Fuel FiringDocument9 pagesHigh-Temperature Conversion of SO To SO: Homogeneous Experiments and Catalytic E Ffect of Fly Ash From Air and Oxy-Fuel FiringRAFAEL JOHNSON TORRESNo ratings yet
- 1.1 Catalytic Oxidation of SO To SO: Apodaca, 2012Document9 pages1.1 Catalytic Oxidation of SO To SO: Apodaca, 2012Farah Talib Al-sudaniNo ratings yet
- Development of A Zero-Emissions Sulfur-Recovery Process. 1.Document12 pagesDevelopment of A Zero-Emissions Sulfur-Recovery Process. 1.Soroosh ZareNo ratings yet
- Recovery of Sulfwr From Sour AcidDocument20 pagesRecovery of Sulfwr From Sour AcidAnnejan VisserNo ratings yet
- Simulation of A Wet Sulfuric Acid Process (WSA)Document12 pagesSimulation of A Wet Sulfuric Acid Process (WSA)Ahmed AliNo ratings yet
- 26 1 17petrol1334 4359 1 PBDocument9 pages26 1 17petrol1334 4359 1 PBHichem RGNo ratings yet
- Environmental Aspects of Petroleum RefiningDocument5 pagesEnvironmental Aspects of Petroleum RefiningvsrslmNo ratings yet
- The Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideDocument10 pagesThe Efffect of Remperature, CO2, H2S Gases and The Resultant Iron Carbonate and Iron SulfideYogaNo ratings yet
- Effect of Surface Characteristics of Wood-Based Activated Carbons On Adsorption of Hydrogen SulfideDocument9 pagesEffect of Surface Characteristics of Wood-Based Activated Carbons On Adsorption of Hydrogen SulfideLuis MopositaNo ratings yet
- Ametek Land Acid Dewpoint Temperature Measurement Application Note Rev 2 enDocument8 pagesAmetek Land Acid Dewpoint Temperature Measurement Application Note Rev 2 enKevin PratyatamaNo ratings yet
- Modelling of SO2 Absorption Into Aqueous NaHCO3 - Na2CO3Document12 pagesModelling of SO2 Absorption Into Aqueous NaHCO3 - Na2CO3Ariel TestinoNo ratings yet
- "Geber's Method" and "Greener" Synthesis of Sulfuric Acid: Aliyar MousaviDocument4 pages"Geber's Method" and "Greener" Synthesis of Sulfuric Acid: Aliyar MousaviWilmer Humberto Florez GilNo ratings yet
- Industrial Acids and BasesDocument105 pagesIndustrial Acids and BasesJohn Patrick DagleNo ratings yet
- Corrosion Science: Xiangli Wen, Pengpeng Bai, Bingwei Luo, Shuqi Zheng, Changfeng ChenDocument17 pagesCorrosion Science: Xiangli Wen, Pengpeng Bai, Bingwei Luo, Shuqi Zheng, Changfeng ChenArturo CervantesNo ratings yet
- Testing MethodDocument15 pagesTesting MethodjeyakaranNo ratings yet
- Corrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantDocument11 pagesCorrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantAndrea CalderaNo ratings yet
- Chapter 19: Sulfur and Sulfuric AcidDocument5 pagesChapter 19: Sulfur and Sulfuric AcidJoaquin LumactodNo ratings yet
- FGD MetallurgyDocument5 pagesFGD MetallurgyrajivashishNo ratings yet
- Sulfuric Acid (H SO) IndustryDocument27 pagesSulfuric Acid (H SO) IndustryAqsa chNo ratings yet
- An Alternative To Additional SO3 Injection For Fly Ash ConditioningDocument7 pagesAn Alternative To Additional SO3 Injection For Fly Ash ConditioningmsoyoralNo ratings yet
- Processingof Aluminum DrossDocument9 pagesProcessingof Aluminum Drossudaya kumarNo ratings yet
- Corrosion Problems in Petroleum Industry and Their SolutionDocument8 pagesCorrosion Problems in Petroleum Industry and Their SolutionAsma SedNo ratings yet
- Corrosion Science: M. Cabrini, S. Lorenzi, T. PastoreDocument9 pagesCorrosion Science: M. Cabrini, S. Lorenzi, T. Pastorequeno1No ratings yet
- Sulfuric AcidDocument16 pagesSulfuric Acidkelon scottNo ratings yet
- Energies: Flue Gas Desulphurization in Circulating Fluidized BedsDocument19 pagesEnergies: Flue Gas Desulphurization in Circulating Fluidized BedsAyush KushwahaNo ratings yet
- Formaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigDocument12 pagesFormaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigKrishna DangiNo ratings yet
- Influence of Sulfur Gases From The Burning of Carbon in The Corrosion of Screws and Joints by oDocument20 pagesInfluence of Sulfur Gases From The Burning of Carbon in The Corrosion of Screws and Joints by oItu Martinez de IturrateNo ratings yet
- Low-Temperature H S Removal For Solid Oxide Fuel Cell Application With Metal Oxide AdsorbentsDocument17 pagesLow-Temperature H S Removal For Solid Oxide Fuel Cell Application With Metal Oxide Adsorbentspicker amirNo ratings yet
- Korosi CFLS-dikonversiDocument36 pagesKorosi CFLS-dikonversiMoch SultanNo ratings yet
- Mercury Removal ProcessesDocument10 pagesMercury Removal ProcesseshortalemosNo ratings yet
- Sulphuric Acids: Group Members: Samoi Oladipo Alliyah LindsayDocument11 pagesSulphuric Acids: Group Members: Samoi Oladipo Alliyah Lindsaysamoi oladipoNo ratings yet
- Chemosphere: 2 2 Rongji Cui, Suxia Ma, Jie Wang, Shujun SunDocument8 pagesChemosphere: 2 2 Rongji Cui, Suxia Ma, Jie Wang, Shujun Sunrevolvevijaya123No ratings yet
- Corriosion 1Document9 pagesCorriosion 1Dima Al KibbiNo ratings yet
- K01587 - 20200217130414 - Chapter 9 - Industrial ChemicalsDocument54 pagesK01587 - 20200217130414 - Chapter 9 - Industrial ChemicalsAbdulRahim059No ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- A System of Instruction in the Practical Use of the BlowpipeFrom EverandA System of Instruction in the Practical Use of the BlowpipeNo ratings yet
- Current State of Practice in Railway Track VibratiDocument11 pagesCurrent State of Practice in Railway Track VibratiSajid IqbalNo ratings yet
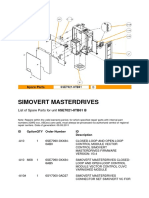
- Simovert Masterdrives: List of Spare Parts For Unit 6SE7021-8TB61 BDocument2 pagesSimovert Masterdrives: List of Spare Parts For Unit 6SE7021-8TB61 BrodrigomessiasNo ratings yet
- Digital Clubbing in Pediatric Age GroupDocument33 pagesDigital Clubbing in Pediatric Age GroupDeboprasad DasNo ratings yet
- Sni 4810 2013Document36 pagesSni 4810 2013Muh RoqiNo ratings yet
- PBG Dgs 2Document2 pagesPBG Dgs 2Sandip MaityNo ratings yet
- Monte Carlo Methods For Radiation Transport: Fundamentals and Advanced Topics 1st Edition Oleg N. Vassiliev (Auth.)Document43 pagesMonte Carlo Methods For Radiation Transport: Fundamentals and Advanced Topics 1st Edition Oleg N. Vassiliev (Auth.)david.mager792100% (20)
- N6780 Series Source/Measure Units (SMU) For The N6700 Modular Power SystemDocument9 pagesN6780 Series Source/Measure Units (SMU) For The N6700 Modular Power SystemNgô Mạnh TiếnNo ratings yet
- Cherry ThesisDocument83 pagesCherry Thesistoti MalleNo ratings yet
- Update UI Components With NavigationUIDocument21 pagesUpdate UI Components With NavigationUISanjay PatelNo ratings yet
- Comfortstar Air Conditioner Error CodesDocument11 pagesComfortstar Air Conditioner Error CodesLuis MenéndezNo ratings yet
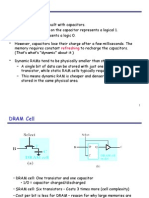
- 14-RAM&ROM - Dynamic Memory Is Built With Capacitors. A Stored Charge On The Capacitor Represents A Logical 1. No Charge Represents A Logic 0.Document8 pages14-RAM&ROM - Dynamic Memory Is Built With Capacitors. A Stored Charge On The Capacitor Represents A Logical 1. No Charge Represents A Logic 0.Nava KrishnanNo ratings yet
- Ringo Axial ValvesDocument20 pagesRingo Axial ValvesRIGOBERTO PONCENo ratings yet
- Basic Probability and Statistics A Short CourseDocument128 pagesBasic Probability and Statistics A Short CourseangladaxNo ratings yet
- GITOS-Pro ManualDocument206 pagesGITOS-Pro Manualsecui marianNo ratings yet
- Mysql: The SQL Create Database StatementDocument14 pagesMysql: The SQL Create Database StatementJivesh LakhaniNo ratings yet
- Liebert Intellislot Web CardsDocument56 pagesLiebert Intellislot Web CardsMarco TorresNo ratings yet
- EDCTformulasDocument7 pagesEDCTformulasRed David BallesterosNo ratings yet
- Linking Intonation Units in Spoken EnglishDocument15 pagesLinking Intonation Units in Spoken EnglishFernanda CarvalhoNo ratings yet
- BS 812 Part 118Document15 pagesBS 812 Part 118johnNo ratings yet
- Netwrix Auditor Installation Configuration GuideDocument195 pagesNetwrix Auditor Installation Configuration GuideCườngPhanTháiNo ratings yet
- fl1925 Microflex-AdatlapDocument4 pagesfl1925 Microflex-AdatlapRoberto CNo ratings yet
- 3 RB 12Document19 pages3 RB 12DEVASIS MANAS RANJAN PATINo ratings yet
- Newmar PTN Catalog 2012-WebDocument100 pagesNewmar PTN Catalog 2012-WebrfffffNo ratings yet
- Buildings Surviving EarthquakeDocument9 pagesBuildings Surviving EarthquakeAr Vivek KareliaNo ratings yet
- Irs Unit 4 CH 1Document58 pagesIrs Unit 4 CH 1ZeenathNo ratings yet
- Third Quarter Week 1Document4 pagesThird Quarter Week 1edelmar benosaNo ratings yet
- LC-32R24B: Service ManualDocument108 pagesLC-32R24B: Service ManualPaulo Henrique S0% (2)
- Arduino NewPing LibraryDocument8 pagesArduino NewPing LibraryJavier AlvarezNo ratings yet