Download as pdf or txt
You might also like
- Renos Puffy InglésDocument33 pagesRenos Puffy InglésLinthalaa RivendelNo ratings yet
- MSDS - Xylar - 2 - 2022Document14 pagesMSDS - Xylar - 2 - 2022SYED MAZHAR100% (2)
- NAS1169Document2 pagesNAS1169Yong-il Kim0% (1)
- Carcoseal / UNDocument2 pagesCarcoseal / UNmattiaNo ratings yet
- Alp - Sizer InfoDocument13 pagesAlp - Sizer InfoLê Quang DuyNo ratings yet
- DRC1200 - Hard Rock Sizer A Twin Roll Sizer Designed For Mobility PDFDocument2 pagesDRC1200 - Hard Rock Sizer A Twin Roll Sizer Designed For Mobility PDFfran01334No ratings yet
- Detecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsDocument10 pagesDetecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsBaskar VNo ratings yet
- TUBE, UNS S30400/S30403, SMLS, AnnealedDocument2 pagesTUBE, UNS S30400/S30403, SMLS, AnnealedTuấn Dương QuốcNo ratings yet
- 42 CR Mo 4Document2 pages42 CR Mo 4niladriprasadrNo ratings yet
- MN Steel WeldingDocument4 pagesMN Steel WeldingRam KadamNo ratings yet
- Sanitary Fittings (MS 02 124 E) R2Document4 pagesSanitary Fittings (MS 02 124 E) R2herysyam1980No ratings yet
- Ebs PuDocument2 pagesEbs PuZoran DanilovNo ratings yet
- Asm International: Fall / Winter 2019 - 2020 CATALOGDocument32 pagesAsm International: Fall / Winter 2019 - 2020 CATALOGChoice OrganoNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4eduardomanar1224No ratings yet
- Fitting and Tubing Inspection - Chim Sao WHPDocument14 pagesFitting and Tubing Inspection - Chim Sao WHPnguyenbaohoangNo ratings yet
- Mat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaDocument14 pagesMat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaJones Pereira Neto100% (1)
- ASTM E45-18 Standard Test Methods For Determining The Inclusion Content of SteelDocument19 pagesASTM E45-18 Standard Test Methods For Determining The Inclusion Content of SteelCan ERTANNo ratings yet
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- Inconel 601 Alloy 601 Uns n06601 Din 2.4851Document3 pagesInconel 601 Alloy 601 Uns n06601 Din 2.4851SamkitNo ratings yet
- List1 Lloyd's RegisterDocument74 pagesList1 Lloyd's RegisterAdrian VintilaNo ratings yet
- Iso Astm 52911 1 2019 PDFDocument12 pagesIso Astm 52911 1 2019 PDFFantasticNo ratings yet
- IEC 17050 1 2005 EeiDocument21 pagesIEC 17050 1 2005 EeiAlaeddine AbidNo ratings yet
- Data Sheet FBEDocument4 pagesData Sheet FBEAnonymous Xaf2033No ratings yet
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- PTP Supports Catalog 2017 V5 v2 Reduce Size PDFDocument248 pagesPTP Supports Catalog 2017 V5 v2 Reduce Size PDFMONER MANUSNo ratings yet
- Materials System SpecificationDocument11 pagesMaterials System SpecificationJeck MaquitedNo ratings yet
- C-12 16.8.2 Rev 05Document5 pagesC-12 16.8.2 Rev 05prabu prasadNo ratings yet
- High-Temperature Corrosion and Materials Applications George Y. Lai, Editor, p1 DOI: 10.1361/hcma2007p001 All Rights ReservedDocument445 pagesHigh-Temperature Corrosion and Materials Applications George Y. Lai, Editor, p1 DOI: 10.1361/hcma2007p001 All Rights ReservedFaraj HaiderNo ratings yet
- The Global HBI/DRI Market: Outlook For Seaborne DR Grade Pellet SupplyDocument31 pagesThe Global HBI/DRI Market: Outlook For Seaborne DR Grade Pellet SupplyVivek RanganathanNo ratings yet
- BAS Catalogue No. 882 Mar2020Document31 pagesBAS Catalogue No. 882 Mar2020NAGGARAPU RADHA KRISHNANo ratings yet
- As 4680-2006Document7 pagesAs 4680-2006vinayakraaoNo ratings yet
- Astm A563Document5 pagesAstm A563poerwntiNo ratings yet
- Material DatasheetDocument1 pageMaterial DatasheetmayureshrmahajanNo ratings yet
- As 3635-1990 Unified (ISO Inch) Screw Threads Associated Gauges and Gauging PracticeDocument8 pagesAs 3635-1990 Unified (ISO Inch) Screw Threads Associated Gauges and Gauging PracticeSAI Global - APACNo ratings yet
- Structural Properties and Surface Characteristics of Alumina PowdersDocument10 pagesStructural Properties and Surface Characteristics of Alumina PowdersHenrry EscolásticoNo ratings yet
- Penetration Resistance of Pipeline Coatings (Blunt Rod) : Standard Test Method ForDocument6 pagesPenetration Resistance of Pipeline Coatings (Blunt Rod) : Standard Test Method ForFernando Berrospi GarayNo ratings yet
- Specification Sheet: 2304: (UNS S32304)Document2 pagesSpecification Sheet: 2304: (UNS S32304)Deepak TdNo ratings yet
- ASTM A480-A480M-04aDocument24 pagesASTM A480-A480M-04aNadhiraNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationRavi JainNo ratings yet
- Asme Section II A Sa-217 Sa-217mDocument6 pagesAsme Section II A Sa-217 Sa-217mAnonymous GhPzn1xNo ratings yet
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- ASTM C91000 - CuSn15 - Tin Bronze AlloysDocument1 pageASTM C91000 - CuSn15 - Tin Bronze Alloysİrem Şebnem SorucuNo ratings yet
- Anode How To ProduceDocument11 pagesAnode How To ProduceEdy ErwantoNo ratings yet
- AluminiumDocument48 pagesAluminiumYudhistira BedduNo ratings yet
- GRP Pipe Case History - Revised Shoiaba Eng Large DiaDocument4 pagesGRP Pipe Case History - Revised Shoiaba Eng Large DiaA.Subin DasNo ratings yet
- Welded, Unannealed Austenitic Stainless Steel Tubular ProductsDocument4 pagesWelded, Unannealed Austenitic Stainless Steel Tubular ProductsDarwin DarmawanNo ratings yet
- Arcelormittal APIDocument4 pagesArcelormittal APIBaskara Surya WidagdoNo ratings yet
- Ni Resist and Ductile Ni Resist Alloys 11018Document40 pagesNi Resist and Ductile Ni Resist Alloys 11018Prasad Aher100% (1)
- J79 195 Rev H AMPCO SDS Rod WireDocument10 pagesJ79 195 Rev H AMPCO SDS Rod WireNair R RakeshNo ratings yet
- F3 PDFDocument3 pagesF3 PDFdgkmurtiNo ratings yet
- Rice Husk Ash UtilizationDocument6 pagesRice Husk Ash UtilizationJamaica NobleNo ratings yet
- Nfa 49 310 Grade Tu 52 B Tubes PDFDocument1 pageNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaNo ratings yet
- Total Requirements PDFDocument7 pagesTotal Requirements PDFsmrndrdasNo ratings yet
- Is 2708 1993Document10 pagesIs 2708 1993ghosh_ranjoyNo ratings yet
- Sandvik SAF 2304: Duplex Stainless SteelDocument8 pagesSandvik SAF 2304: Duplex Stainless SteelmattiaNo ratings yet
- Sandvik 2RE69: Austenitic Stainless SteelDocument4 pagesSandvik 2RE69: Austenitic Stainless SteelalexmontellNo ratings yet
- Data SAF2205 04Document8 pagesData SAF2205 04il_yoo_1No ratings yet
- Datasheet Sandvik Saf 2205 enDocument15 pagesDatasheet Sandvik Saf 2205 enoctavioNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- 2205 InfoDocument6 pages2205 InfoMave75No ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- Datasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Document7 pagesDatasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Weipeng LvNo ratings yet
- SealMaster InflatableDocument8 pagesSealMaster InflatablemattiaNo ratings yet
- Process Pumps: Typical Fluids Pump UnitsDocument4 pagesProcess Pumps: Typical Fluids Pump UnitsmattiaNo ratings yet
- Europe Germany France Italy Belgium Sweden U.K. Canada India Japan International USADocument1 pageEurope Germany France Italy Belgium Sweden U.K. Canada India Japan International USAmattiaNo ratings yet
- Sym-Metric Actuators: Cubic Worm Gear Actuators UK Designed and ManufacturedDocument6 pagesSym-Metric Actuators: Cubic Worm Gear Actuators UK Designed and ManufacturedmattiaNo ratings yet
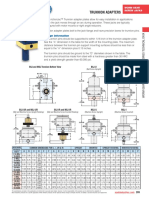
- Trunnion Adapters: Design InformationDocument1 pageTrunnion Adapters: Design InformationmattiaNo ratings yet
- Aisi 316 L: Operating Valves - Evax SerieDocument59 pagesAisi 316 L: Operating Valves - Evax SeriemattiaNo ratings yet
- Sandvik SAF 2304: Duplex Stainless SteelDocument8 pagesSandvik SAF 2304: Duplex Stainless SteelmattiaNo ratings yet
- Aisi 316 L and Aluminium: Gas Springs Molle A GasDocument32 pagesAisi 316 L and Aluminium: Gas Springs Molle A GasmattiaNo ratings yet
- Proven Water Lubricated Propeller Shaft Bearing Solutions: V IronDocument8 pagesProven Water Lubricated Propeller Shaft Bearing Solutions: V IronmattiaNo ratings yet
- BallScrews and BallSplinesDocument160 pagesBallScrews and BallSplinesmattiaNo ratings yet
- Thordon Rudder BrochureDocument8 pagesThordon Rudder BrochuremattiaNo ratings yet
- CarcosealapDocument2 pagesCarcosealapmattiaNo ratings yet
- Self Blocking Rail ClampsDocument17 pagesSelf Blocking Rail ClampsmattiaNo ratings yet
- Carcoseal AP / WT. The Lip Is Designed So That TheDocument2 pagesCarcoseal AP / WT. The Lip Is Designed So That ThemattiaNo ratings yet
- Thomson Precision Linear Actuators Sep06Document8 pagesThomson Precision Linear Actuators Sep06mattiaNo ratings yet
- Carcoseal AP/WT/RR. The Lip Is Designed So ThatDocument2 pagesCarcoseal AP/WT/RR. The Lip Is Designed So ThatmattiaNo ratings yet
- Catene Rigide SerapidDocument19 pagesCatene Rigide SerapidmattiaNo ratings yet
- CarcosealunsfDocument2 pagesCarcosealunsfmattiaNo ratings yet
- Ramnäs Quality Chains and AccessoriesDocument13 pagesRamnäs Quality Chains and AccessoriesmattiaNo ratings yet
- Pluto Safety PLCDocument42 pagesPluto Safety PLCmattiaNo ratings yet
- Structural Analysis Using NX Nastran 9.0Document9 pagesStructural Analysis Using NX Nastran 9.0mattiaNo ratings yet
- The Iraqi Journal For Mechanical and Material Engineering, Vol.12, No.2, 2012Document18 pagesThe Iraqi Journal For Mechanical and Material Engineering, Vol.12, No.2, 2012mattiaNo ratings yet
- Materials: Bending and Buckling of Circular Sandwich Plates With A Hardened CoreDocument14 pagesMaterials: Bending and Buckling of Circular Sandwich Plates With A Hardened CoremattiaNo ratings yet
- Belt Conveyor Splicing MethodsDocument2 pagesBelt Conveyor Splicing MethodsAgus BudiajiNo ratings yet
- Temperature, Low-Sag (HTLS) ConductorsDocument3 pagesTemperature, Low-Sag (HTLS) ConductorsApoorv TalatiNo ratings yet
- Blasocut 2000 UniversalDocument1 pageBlasocut 2000 UniversalzaqNo ratings yet
- Raychem DS H56870 XMIA EN - tcm432 37895Document9 pagesRaychem DS H56870 XMIA EN - tcm432 37895Sachin SehgalNo ratings yet
- Influence of Feroel Filler Size and Clustering of Ag-BT - PVDF - ACSami - 2023Document16 pagesInfluence of Feroel Filler Size and Clustering of Ag-BT - PVDF - ACSami - 2023Cristina CiomagaNo ratings yet
- Brochure Cosm - Emulium Mellifera - enDocument6 pagesBrochure Cosm - Emulium Mellifera - enDanie J. Garcia100% (1)
- Abstract Asia SteelDocument1 pageAbstract Asia SteelpkmainiNo ratings yet
- Fire SprinkleDocument6 pagesFire Sprinklersgs gunungsawoNo ratings yet
- ISO 82492000 (En) Ferrite Number FNDocument3 pagesISO 82492000 (En) Ferrite Number FNMurad AlmoudiNo ratings yet
- Laboratory No. 10 Determination of Setting Time of Portland CementDocument8 pagesLaboratory No. 10 Determination of Setting Time of Portland CementPhoebe Imee Thomas0% (1)
- Tata Pravesh Doors RCP Cue - Effective From 1st Aug 2019Document1 pageTata Pravesh Doors RCP Cue - Effective From 1st Aug 2019mayank1208No ratings yet
- Manganese Steel: Hard, Abrasive and Unique Are Some of The Qualities Our Manganese Steel Can Be, What Do You Need?Document3 pagesManganese Steel: Hard, Abrasive and Unique Are Some of The Qualities Our Manganese Steel Can Be, What Do You Need?hhNo ratings yet
- Prok Hdpe: Features & BenefitsDocument2 pagesProk Hdpe: Features & BenefitsDiego AndradeNo ratings yet
- Automotive Technology Module 1Document10 pagesAutomotive Technology Module 1Jayson PalisocNo ratings yet
- PD MeterDocument2 pagesPD MeterjrrrrrrrrrrrNo ratings yet
- CPM Road ConstructionDocument15 pagesCPM Road ConstructionIrene Grace BatalaoNo ratings yet
- Elements Compounds and Mixtures WorksheetDocument2 pagesElements Compounds and Mixtures WorksheetLiam PriceNo ratings yet
- Nyungu T R197826R MG103 Assignment1 PDFDocument8 pagesNyungu T R197826R MG103 Assignment1 PDFTamiranashe Tammie NyunguNo ratings yet
- D977 13e1.pdf (EngPedia - Ir)Document4 pagesD977 13e1.pdf (EngPedia - Ir)Baba Mountain Gem ServicesNo ratings yet
- AP Chem Test - Chapter 10,11,13 - Gases, Solutions, Solids, Liquids, Inter Forces (2010-2011)Document12 pagesAP Chem Test - Chapter 10,11,13 - Gases, Solutions, Solids, Liquids, Inter Forces (2010-2011)dlloyd63050% (2)
- Saic Q 1012Document2 pagesSaic Q 1012Hussain Nasser Al- Nowiesser100% (2)
- Astm-A519 - 06Document13 pagesAstm-A519 - 06claudiaNo ratings yet
- Weldability Testing For Advanced MaterialsDocument8 pagesWeldability Testing For Advanced MaterialsJim BetsingerNo ratings yet
- Din 2616 PDFDocument2 pagesDin 2616 PDFTahresNo ratings yet
- Tds-Ws-801-En (1) VS 01Document3 pagesTds-Ws-801-En (1) VS 01paola choquehuancaNo ratings yet
- Sigunit L535 Af PDS PDFDocument3 pagesSigunit L535 Af PDS PDFnajmuddinNo ratings yet
- 土木工程學系碩士論文 Department of Civil Engineering Master ThesisDocument64 pages土木工程學系碩士論文 Department of Civil Engineering Master Thesis黃振愷No ratings yet
- Sl. No Description of Items Qty Unit Rate Amount 1 2 3 4 5 6 BOQ Quarter & Barrack Abstract of The EstimateDocument8 pagesSl. No Description of Items Qty Unit Rate Amount 1 2 3 4 5 6 BOQ Quarter & Barrack Abstract of The EstimateChandan DeyNo ratings yet
- South Western Railway Vendors ListDocument23 pagesSouth Western Railway Vendors ListBalaji RathinavelNo ratings yet