Download as pdf or txt
You might also like
- Problem Set 3 Solution PDFDocument10 pagesProblem Set 3 Solution PDFHOUSSAME NAIMNo ratings yet
- Design of AbsorberDocument18 pagesDesign of AbsorberAdeel Ahmed100% (2)
- Experiment 2 - Study of Packed Column DistillationDocument7 pagesExperiment 2 - Study of Packed Column DistillationAdawiyah Az-zahra100% (1)
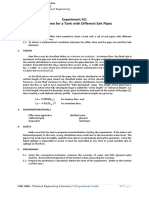
- Expt Guide A2 - Efflux TimeDocument3 pagesExpt Guide A2 - Efflux Timeariana religiosoNo ratings yet
- CHE504 - Lab Report On Gas Absorption L8 PDFDocument23 pagesCHE504 - Lab Report On Gas Absorption L8 PDFRakesh KumarNo ratings yet
- Exp. 7 Study of Evaporation Process Using Climbing Film EvaporatorDocument4 pagesExp. 7 Study of Evaporation Process Using Climbing Film EvaporatorElaine Pui100% (1)
- Liquid Liquid Extraction in A Packed BedDocument26 pagesLiquid Liquid Extraction in A Packed BedAr SaidNo ratings yet
- Climbing FilmDocument34 pagesClimbing FilmTunji Aminu100% (1)
- Distillation Column Lab ReportDocument14 pagesDistillation Column Lab ReportWahida Shukori67% (3)
- Major Ib Text Types - Typical Examination Requirements Brochure/Leaflet/PamphletDocument2 pagesMajor Ib Text Types - Typical Examination Requirements Brochure/Leaflet/Pamphletsrce123No ratings yet
- Changes of Temperature During Pulse Charging of Lead Acid Battery Cell in A Flooded StateDocument8 pagesChanges of Temperature During Pulse Charging of Lead Acid Battery Cell in A Flooded StateLucas Serena100% (1)
- Sieve Plate ColumnDocument14 pagesSieve Plate ColumnShamini Sathivel0% (1)
- Packed Bed Distillation Column Lab ReportDocument13 pagesPacked Bed Distillation Column Lab ReportShamini Sathivel100% (6)
- Toaz - Info Packed Bed Distillation Column Lab Report PRDocument13 pagesToaz - Info Packed Bed Distillation Column Lab Report PRHusna Hafiza Bt. R.AzamiNo ratings yet
- Lab Report 5Document21 pagesLab Report 5Nisha FareenaNo ratings yet
- Di Vick Report PDFDocument23 pagesDi Vick Report PDFAdetunji VictorNo ratings yet
- Sieve Plate DistilationDocument18 pagesSieve Plate DistilationAmoluck BhatiaNo ratings yet
- Packed Bed Distillation ColumnDocument20 pagesPacked Bed Distillation ColumnAmoluck BhatiaNo ratings yet
- 7 Osborne Reynold'S Demonstration: Mapúa UniversityDocument11 pages7 Osborne Reynold'S Demonstration: Mapúa UniversityJemuel FloresNo ratings yet
- Efflux Time: TOGUN Iyanuoluwa JohnDocument24 pagesEfflux Time: TOGUN Iyanuoluwa JohnJohnNo ratings yet
- Experiment 2Document11 pagesExperiment 2shathishNo ratings yet
- Experiment 2Document14 pagesExperiment 2shathishNo ratings yet
- Fluid Mechanics Lab ReportDocument35 pagesFluid Mechanics Lab ReportBilal Akhundzada0% (1)
- Group 1A - Lab Report Combine PDFDocument87 pagesGroup 1A - Lab Report Combine PDFHanifatur AffiqNo ratings yet
- Lab Report GA Team 2Document20 pagesLab Report GA Team 2Wan ahmad Zahin RizzqiNo ratings yet
- Depropanizer Design PDFDocument19 pagesDepropanizer Design PDFAli AlengineerNo ratings yet
- Lab Report 6Document21 pagesLab Report 6Nisha FareenaNo ratings yet
- Report (224125038)Document5 pagesReport (224125038)Bra Sello RMNo ratings yet
- Pre Lab Sieve Distillation Column 1Document5 pagesPre Lab Sieve Distillation Column 1Amoluck BhatiaNo ratings yet
- Experiment 2: Distillation (Bubble Cap) : No SectionDocument16 pagesExperiment 2: Distillation (Bubble Cap) : No Section090333% (3)
- BKF3731 Lab Manual Edited 26 Jan 2012Document38 pagesBKF3731 Lab Manual Edited 26 Jan 2012Sharifah Nur FasihahNo ratings yet
- Lab 2 - Distillation Column CompleteDocument18 pagesLab 2 - Distillation Column CompleteHadiChan100% (1)
- Ce422l E5 4eg2Document5 pagesCe422l E5 4eg2Christine Joyce A. CortezNo ratings yet
- Distillation Lab Manual PDFDocument12 pagesDistillation Lab Manual PDFIdil DoreNo ratings yet
- LAB REPORT-Gas AbsorptionDocument16 pagesLAB REPORT-Gas Absorptionmizizasbonkure90100% (1)
- Experiment 6 BernoulliDocument10 pagesExperiment 6 BernoulliLornaAhlaami100% (1)
- Experiment 2Document18 pagesExperiment 2Pravin NairNo ratings yet
- Gas AbsorptionDocument18 pagesGas AbsorptionShamil Azha IbrahimNo ratings yet
- 2 Full ReportDocument19 pages2 Full ReportAhmad IzzuddinNo ratings yet
- EXP 2B-Packed Column Distillation-Jan 2015Document5 pagesEXP 2B-Packed Column Distillation-Jan 2015Siti KhalidaNo ratings yet
- Introduction PTDocument5 pagesIntroduction PTwakNo ratings yet
- Course Unit: Bachelor of Science in Mechanical Engineering: Mechanical Engineering Laboratory 1Document8 pagesCourse Unit: Bachelor of Science in Mechanical Engineering: Mechanical Engineering Laboratory 1Sandra Abancio HollmanNo ratings yet
- Exp - 2 Bubble Cap Distillation ColumnDocument13 pagesExp - 2 Bubble Cap Distillation ColumnAdawiyah Al-jufri100% (1)
- CPE533 Gas Absorption Full Lab ReportDocument28 pagesCPE533 Gas Absorption Full Lab ReportKhairul Fathy Ibnu AsrarNo ratings yet
- Instrumentation and Control Important Questions and AnswersDocument72 pagesInstrumentation and Control Important Questions and AnswersAjay67% (6)
- Steam and BoilersDocument22 pagesSteam and BoilersAustin JoeNo ratings yet
- Universiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Document14 pagesUniversiti Teknologi Mara Fakulti Kejuruteraan Kimia Chemical Engineering Laboratory Ii CHE523Heather Jarvis100% (2)
- 10Document25 pages10aytajNo ratings yet
- Minor Losses Lab ReportDocument11 pagesMinor Losses Lab ReportAbenezer TasewNo ratings yet
- Distillation EfosaDocument36 pagesDistillation EfosaEmonbeifo EfosasereNo ratings yet
- Membrane Filtration UpdatedDocument12 pagesMembrane Filtration UpdatedFazlie IslamNo ratings yet
- University of Kerbala College of Engineering Petroleum Eng. DeptDocument60 pagesUniversity of Kerbala College of Engineering Petroleum Eng. DeptmoahmmedNo ratings yet
- 51 - SY - Jaideep - Kulkarni REPORTDocument71 pages51 - SY - Jaideep - Kulkarni REPORTgaurav kulkarniNo ratings yet
- Lab Report PDFDocument12 pagesLab Report PDFmadan praveenNo ratings yet
- Boiler & IncineratorDocument4 pagesBoiler & IncineratorArun GouthamNo ratings yet
- Praseed Sarkar fs-20 Feg-326 AssignmentDocument12 pagesPraseed Sarkar fs-20 Feg-326 Assignmentpraseed sarkarNo ratings yet
- Enumerate The Different Impurities Found in Raw Water. Describe The Ill Effect of Each Item in Relation To Boiler OperationDocument6 pagesEnumerate The Different Impurities Found in Raw Water. Describe The Ill Effect of Each Item in Relation To Boiler OperationThan AnthonyNo ratings yet
- Experiment 6 - 3DDocument22 pagesExperiment 6 - 3DPoh Ching HongNo ratings yet
- Sieve Plate Distillation ExperimentDocument6 pagesSieve Plate Distillation ExperimentBonner NuwagabaNo ratings yet
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsFrom EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsRating: 5 out of 5 stars5/5 (1)
- Asm QPDocument10 pagesAsm QProja sebastianNo ratings yet
- Dyna 1-12Document13 pagesDyna 1-12jaye dimayugaNo ratings yet
- Republic of The Philippines: M11GM-Ia-1) M11GM-Ia-2)Document5 pagesRepublic of The Philippines: M11GM-Ia-1) M11GM-Ia-2)Ana Bianca De GuzmanNo ratings yet
- After CATDocument443 pagesAfter CATsagarNo ratings yet
- Interreg Danube Implementation ManualDocument84 pagesInterreg Danube Implementation ManualMadalina SbarceaNo ratings yet
- Ug1119 Vivado Creating Packaging Ip TutorialDocument71 pagesUg1119 Vivado Creating Packaging Ip TutorialJim JimNo ratings yet
- Task No 3Document8 pagesTask No 3Vincent louise G. AgustinNo ratings yet
- 441 Home Work7Document2 pages441 Home Work7python1750% (2)
- Esoteric and Exoteric AstrologyDocument6 pagesEsoteric and Exoteric Astrologydvrao_chowdary100% (1)
- CV BIKKU BARNWAL - CompressedDocument5 pagesCV BIKKU BARNWAL - CompressedBikku BarnwalNo ratings yet
- Chapter I.editedDocument20 pagesChapter I.editedGADOR JEEZYLNo ratings yet
- B. Sc. Environmental Science Sem 1Document4 pagesB. Sc. Environmental Science Sem 1Uzeir SelotNo ratings yet
- 512X310 BaseDocument10 pages512X310 BaseNICKYNo ratings yet
- Simple Few-Shot Method For Spectrally Resolving The Wavefront of An Ultrashort Laser PulseDocument10 pagesSimple Few-Shot Method For Spectrally Resolving The Wavefront of An Ultrashort Laser PulseSimon VallièresNo ratings yet
- Interview Arne Naess 1995Document42 pagesInterview Arne Naess 1995Simone KotvaNo ratings yet
- Unpacking Urban Voids Design Brief - CompressedDocument7 pagesUnpacking Urban Voids Design Brief - CompressedKoneti SiddharthaNo ratings yet
- 21CLPW ReviewerDocument10 pages21CLPW ReviewerJOSH RUZZEL CARIÑONo ratings yet
- Industrial Profiles 2018 Bros enDocument28 pagesIndustrial Profiles 2018 Bros enBrcakNo ratings yet
- Bearing Capacity of Soil: 7.0 SyllabusDocument37 pagesBearing Capacity of Soil: 7.0 Syllabustejani yakshu100% (1)
- The Business of Belief - How The World's Best Marketers, Designers, Salespeople, Coaches, Fundraisers, Educators, Entrepreneurs and Other Leaders Get Us To Believe (PDFDrive)Document104 pagesThe Business of Belief - How The World's Best Marketers, Designers, Salespeople, Coaches, Fundraisers, Educators, Entrepreneurs and Other Leaders Get Us To Believe (PDFDrive)Djantoro Paul JeanNo ratings yet
- CSEC Mathematics Specimen 2008 P2 SolutionsDocument15 pagesCSEC Mathematics Specimen 2008 P2 Solutionszarzsultan12No ratings yet
- Types of MicroscopeDocument19 pagesTypes of Microscopesantosh s uNo ratings yet
- Assignment 1Document2 pagesAssignment 1Biru SontakkeNo ratings yet
- SOAL PAT Bing Kls 7 2024Document12 pagesSOAL PAT Bing Kls 7 2024Andry GunawanNo ratings yet
- Jason Van Tatenhove Transcript July 7Document23 pagesJason Van Tatenhove Transcript July 7Daily KosNo ratings yet
- 1.4.18. 2020 An Investigation On Botan Bridge Cllapse During ConstructionDocument6 pages1.4.18. 2020 An Investigation On Botan Bridge Cllapse During ConstructionJuan BravoNo ratings yet
- Aesthetic Inlays: November 2011Document4 pagesAesthetic Inlays: November 2011Diego SarunNo ratings yet