Download as pdf or txt
You might also like
- 1 s2.0 S1226086X18301047 MainDocument8 pages1 s2.0 S1226086X18301047 MainElga RiestaNo ratings yet
- 1 s2.0 S0306261919313662 MainDocument16 pages1 s2.0 S0306261919313662 MainPravaNo ratings yet
- Atelge 2021Document10 pagesAtelge 2021Ingryd Mayer KrinskiNo ratings yet
- 2021-An Investigation Into The Pyrolysis and Oxidation of Bio-Oil From Sugarcane BagasseDocument10 pages2021-An Investigation Into The Pyrolysis and Oxidation of Bio-Oil From Sugarcane BagasseShafira RiskinaNo ratings yet
- Journal of Industrial and Engineering Chemistry: Go-Woon Jung, Hee-Moon Kang, Byung-Soo ChunDocument4 pagesJournal of Industrial and Engineering Chemistry: Go-Woon Jung, Hee-Moon Kang, Byung-Soo ChunArif HidayatNo ratings yet
- Bateni 2014Document9 pagesBateni 2014R AgungNo ratings yet
- Bio Oil Upgrading by Means of Ethyl Ester ProductionDocument6 pagesBio Oil Upgrading by Means of Ethyl Ester ProductionVlad IonitaNo ratings yet
- Sythesis of Bioavture Through Hydrodeoxygenation and Catalytic Cracking From Oleic Acid Using Nimo/Zeolit CatalystDocument5 pagesSythesis of Bioavture Through Hydrodeoxygenation and Catalytic Cracking From Oleic Acid Using Nimo/Zeolit Catalystaisyahzafira26No ratings yet
- Energy Reports: Reem Shomal, Hiyam Hisham, Amal Mlhem, Rawan Hassan, Sulaiman Al-ZuhairDocument4 pagesEnergy Reports: Reem Shomal, Hiyam Hisham, Amal Mlhem, Rawan Hassan, Sulaiman Al-ZuhairHiyam HishamNo ratings yet
- Improving Biogas Production of Sugarcane Bagasse by Hydrothermal Pretreatment - PentingDocument5 pagesImproving Biogas Production of Sugarcane Bagasse by Hydrothermal Pretreatment - PentingDadangNo ratings yet
- Simulation of A Bioavtur Production ProcessDocument7 pagesSimulation of A Bioavtur Production ProcessZata AmaliaNo ratings yet
- Niju 2014Document7 pagesNiju 2014Helder LucenaNo ratings yet
- Carvalho 2017Document9 pagesCarvalho 2017Valentina Vargas VargasNo ratings yet
- Synthesis of Fatty Acid Methyl Ester From Soybean Oil Using Electrolysis Enhanced by Treated Kaolinite As CatalystDocument4 pagesSynthesis of Fatty Acid Methyl Ester From Soybean Oil Using Electrolysis Enhanced by Treated Kaolinite As CatalystJagathisswary SateeNo ratings yet
- Journal 27 1Document7 pagesJournal 27 1Anonymous ywnxrejPNo ratings yet
- Renewable Energy: Kazuki Tainaka, Yong Fan, Nozomu Hashimoto, Hiroyuki NishidaDocument7 pagesRenewable Energy: Kazuki Tainaka, Yong Fan, Nozomu Hashimoto, Hiroyuki NishidaVIVIANE CAMPOSNo ratings yet
- Hydroprocessing of Palm Oil Using Rh/HZSM-5 For The Production of Biojet Fuel in A Fixed Bed ReactorDocument12 pagesHydroprocessing of Palm Oil Using Rh/HZSM-5 For The Production of Biojet Fuel in A Fixed Bed ReactorNguyễn Văn MinhNo ratings yet
- Production of Biodiesel by TransesterifiDocument14 pagesProduction of Biodiesel by TransesterifiRUNGSAN RUNGRUENGSEENo ratings yet
- Second-Generation Biofuels by Co-Processing Catalytic Pyrolysis Oil in FCC UnitsDocument6 pagesSecond-Generation Biofuels by Co-Processing Catalytic Pyrolysis Oil in FCC Unitsscorpion2001glaNo ratings yet
- Aceite de FrituraDocument8 pagesAceite de FrituraNestor Andres Urbina SuarezNo ratings yet
- Study of Bio-Oil and Bio-Char Production From Algae by Slow PyrolysisDocument7 pagesStudy of Bio-Oil and Bio-Char Production From Algae by Slow PyrolysisGhimis Simona BiancaNo ratings yet
- Journal of Water Process EngineeringDocument6 pagesJournal of Water Process EngineeringSimone SanNo ratings yet
- Biomass and Bioenergy: Research PaperDocument7 pagesBiomass and Bioenergy: Research PaperM. AlfinandaNo ratings yet
- Development of Fatty Acids As Feedstocks For Biofuels From Gmelina Arborea Waste Leaves SE J ARJST 20230401001Document9 pagesDevelopment of Fatty Acids As Feedstocks For Biofuels From Gmelina Arborea Waste Leaves SE J ARJST 20230401001Skies EducationalNo ratings yet
- OptimisationofCPKO IJEEDocument9 pagesOptimisationofCPKO IJEEViktory VilaroyNo ratings yet
- JPST - Volume 8 - Issue 1 - Pages 32-44Document13 pagesJPST - Volume 8 - Issue 1 - Pages 32-44Sanjay singhNo ratings yet
- Heliyon: Archw Promraksa, Nirattisai RakmakDocument9 pagesHeliyon: Archw Promraksa, Nirattisai Rakmakkeiji jindoNo ratings yet
- Paper Mill Sludge BiocharDocument16 pagesPaper Mill Sludge BiocharTommy LauNo ratings yet
- 2013 ShibataDocument10 pages2013 ShibataRobert RicardoNo ratings yet
- Environmental Studies On The Microbial Degradation of Oil Hydrocarbons and Its Application in Lebanese Oil Polluted Coastal and Marine EcosystemDocument18 pagesEnvironmental Studies On The Microbial Degradation of Oil Hydrocarbons and Its Application in Lebanese Oil Polluted Coastal and Marine EcosystemAgung Raden MangkubumiNo ratings yet
- Characterization Study On Oil Palm Empty Fruit Bunches As Bioenergy FeedstockDocument5 pagesCharacterization Study On Oil Palm Empty Fruit Bunches As Bioenergy Feedstockshanmuga prakashNo ratings yet
- Catalytic Pyrolysis of Palm Kernel Shell Waste in A Fluidized BedDocument8 pagesCatalytic Pyrolysis of Palm Kernel Shell Waste in A Fluidized BedRimalianiNo ratings yet
- Ajala Et Al. (2021)Document17 pagesAjala Et Al. (2021)Alhassan I MohammedNo ratings yet
- The Production and Evaluation of Bio-Oils From The PyrolysisDocument8 pagesThe Production and Evaluation of Bio-Oils From The PyrolysisAbdisalamNo ratings yet
- Fuel Processing Technology: Kiyoshi Sakuragi, Peng Li, Nobuo Aoki, Maromu Otaka, Hisao MakinoDocument4 pagesFuel Processing Technology: Kiyoshi Sakuragi, Peng Li, Nobuo Aoki, Maromu Otaka, Hisao MakinoAFRIZANo ratings yet
- Demirbas - Producing Bio-Oil From Olive CakeDocument8 pagesDemirbas - Producing Bio-Oil From Olive CakeVânia CunhaNo ratings yet
- Catalytic Deoxygenation of Waste Soybean Oil Over Hybrid Catalyst For Production of Bio-Jet Fuel - in Situ Supply of Hydrogen by Aqueous-Phase Reforming (APR) of GlycerolDocument10 pagesCatalytic Deoxygenation of Waste Soybean Oil Over Hybrid Catalyst For Production of Bio-Jet Fuel - in Situ Supply of Hydrogen by Aqueous-Phase Reforming (APR) of GlycerolThiago de Santana SouzaNo ratings yet
- 1 s2.0 S0016236122027946 MainDocument13 pages1 s2.0 S0016236122027946 MainDewin NeryNo ratings yet
- Pyrolytic Conversion of Waste Edible Oil Into Biofuel Using Sulphonated Modified AluminaDocument15 pagesPyrolytic Conversion of Waste Edible Oil Into Biofuel Using Sulphonated Modified AluminaMehuleeNo ratings yet
- Bioethanol Synthesis Methods From Cassava PeelDocument9 pagesBioethanol Synthesis Methods From Cassava PeelTITUS CHINEDU EGBOSIUBANo ratings yet
- Biodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesDocument5 pagesBiodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesMáximo Décimo MeridioNo ratings yet
- Bertero - Rene 5364Document6 pagesBertero - Rene 5364Guille BonillaNo ratings yet
- Biodiesel Production in Nigeria Using Cocoa Pod Ash As A Catalyst BaseDocument4 pagesBiodiesel Production in Nigeria Using Cocoa Pod Ash As A Catalyst BaseInternational Journal of Science and Engineering InvestigationsNo ratings yet
- Biocatalysis and Agricultural BiotechnologyDocument10 pagesBiocatalysis and Agricultural BiotechnologyDaniela Sierra UpeguiNo ratings yet
- 1 SD PDFDocument10 pages1 SD PDFDaniel Salazar DiazNo ratings yet
- Optimisation of Factors For CPKO BiodieselDocument8 pagesOptimisation of Factors For CPKO Biodieseljulius0680No ratings yet
- Algae SFE ModelingDocument13 pagesAlgae SFE Modelingmilad ghahremaniNo ratings yet
- Green Heterogeneous Base Catalyst From Ripe and Unripe Plantain Peels Mixture For The Transesterification of Waste Cooking OilDocument11 pagesGreen Heterogeneous Base Catalyst From Ripe and Unripe Plantain Peels Mixture For The Transesterification of Waste Cooking OilAldo IqbalNo ratings yet
- De Miral 2012Document7 pagesDe Miral 2012AKHIRNo ratings yet
- JAYAKISHAN Bioresource Tech.Document5 pagesJAYAKISHAN Bioresource Tech.NagarajanNo ratings yet
- Activated Carbons From Waste Biomassnext Term by Sulfuric Acid Activation and Their Use On Methylene Blue AdsorptionDocument9 pagesActivated Carbons From Waste Biomassnext Term by Sulfuric Acid Activation and Their Use On Methylene Blue AdsorptionyemresimsekNo ratings yet
- Severson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationDocument24 pagesSeverson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationfksfjksjNo ratings yet
- (En) Evaluation of Optimal Conditions For Crude Palm Oil Bleaching On Locally Prepared Activated Carbon Using Rsm-Ga and A Hybrid Ann-GaDocument15 pages(En) Evaluation of Optimal Conditions For Crude Palm Oil Bleaching On Locally Prepared Activated Carbon Using Rsm-Ga and A Hybrid Ann-GaAli MulhakimNo ratings yet
- Efeovbokhan 2019 J. Phys. Conf. Ser. 1378 032035Document15 pagesEfeovbokhan 2019 J. Phys. Conf. Ser. 1378 032035Felipe BarriosNo ratings yet
- Journal of The Energy Institute: Adisak Pattiya, Suntorn SuttibakDocument10 pagesJournal of The Energy Institute: Adisak Pattiya, Suntorn SuttibakSaleha QuadsiaNo ratings yet
- Fernandes2017 PDFDocument26 pagesFernandes2017 PDFsamuelben87No ratings yet
- Chemical Engineering Journal: Mali Hunsom, Chaowat AutthanitDocument10 pagesChemical Engineering Journal: Mali Hunsom, Chaowat AutthanitRonald BustamanteNo ratings yet
- Publication 2018 Biodiesel KhelafiDocument12 pagesPublication 2018 Biodiesel Khelafidewad12189No ratings yet
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Revalorización de Glicerol Crudo Mediante Eterificación Con Isobutileno Diseño de Procesos y Evaluación TecnoeconómicaDocument37 pagesRevalorización de Glicerol Crudo Mediante Eterificación Con Isobutileno Diseño de Procesos y Evaluación TecnoeconómicaRonald BustamanteNo ratings yet
- Análisis Tecnoeconómico de Escenarios de Biorefinería de Microalgas Scenedesmus Dimorphus para La Producción de Biodiesel y Valorización de GlicerolDocument42 pagesAnálisis Tecnoeconómico de Escenarios de Biorefinería de Microalgas Scenedesmus Dimorphus para La Producción de Biodiesel y Valorización de GlicerolRonald BustamanteNo ratings yet
- Chemical Engineering Journal: Mali Hunsom, Chaowat AutthanitDocument10 pagesChemical Engineering Journal: Mali Hunsom, Chaowat AutthanitRonald BustamanteNo ratings yet
- Material Safety Data Sheet: Product Name: Glycerine 99.5% Tech GradeDocument4 pagesMaterial Safety Data Sheet: Product Name: Glycerine 99.5% Tech GradeRonald BustamanteNo ratings yet
- Espectroscopia de Impedancia Electroquimica (Eie)Document23 pagesEspectroscopia de Impedancia Electroquimica (Eie)Ronald BustamanteNo ratings yet
- Higiene IndustrialDocument8 pagesHigiene IndustrialRonald BustamanteNo ratings yet
- Aqa 74052 W MS Nov20Document29 pagesAqa 74052 W MS Nov20mvhokoNo ratings yet
- Quarter 1 Module 4 - Pure Substance and Mixture (Part I)Document31 pagesQuarter 1 Module 4 - Pure Substance and Mixture (Part I)Jeline Macalla100% (1)
- Questions On Thermal Energy: 1. This Question Is About A Bubble of Air Which Is Breathed Out by A Deep Sea DiverDocument4 pagesQuestions On Thermal Energy: 1. This Question Is About A Bubble of Air Which Is Breathed Out by A Deep Sea DiverÅzmâñ KhäñNo ratings yet
- Chemistry 123 Problem Set #1Document58 pagesChemistry 123 Problem Set #1tedhungNo ratings yet
- Acids & Bases - Class - WorkDocument7 pagesAcids & Bases - Class - WorkBindu M PillaiNo ratings yet
- Effects of Temperature and PH On The Enzymatic Activity of Salivary Amylase - JAENDocument12 pagesEffects of Temperature and PH On The Enzymatic Activity of Salivary Amylase - JAENCara JaenNo ratings yet
- CEM1008F Applied Solution Chemistry Part 1 2021Document29 pagesCEM1008F Applied Solution Chemistry Part 1 2021Simlindile NgobelaNo ratings yet
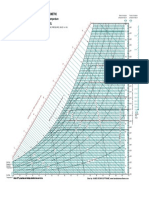
- Carta Sicrometrica A Nivel Del MarDocument1 pageCarta Sicrometrica A Nivel Del MarEstebanCórdobaNo ratings yet
- 02 KF TheoryDocument33 pages02 KF TheoryWina MarthaliaNo ratings yet
- Chemical BondingDocument11 pagesChemical Bondingvenom eNo ratings yet
- Sample/practice Exam 2010, Questions and Answers Sample/practice Exam 2010, Questions and AnswersDocument14 pagesSample/practice Exam 2010, Questions and Answers Sample/practice Exam 2010, Questions and AnswersEilyza Aballa100% (1)
- Tutorial Sheet6Document7 pagesTutorial Sheet6Lê Anh QuangNo ratings yet
- Lecture 4 Flame PhotometryDocument25 pagesLecture 4 Flame PhotometryPrasidha PrabhuNo ratings yet
- Journal of Water Process Engineering: SciencedirectDocument13 pagesJournal of Water Process Engineering: SciencedirectShare linkNo ratings yet
- Solef Hylar PVDFDocument60 pagesSolef Hylar PVDFribeiro30No ratings yet
- The Quantum Theory of Atoms - Spectroscopy in BoxesDocument20 pagesThe Quantum Theory of Atoms - Spectroscopy in Boxesfun toNo ratings yet
- 2-Atomic Structure PDFDocument16 pages2-Atomic Structure PDFYash BhalekarNo ratings yet
- CBSE X Science Board Paper: (Time Allowed: 2 Hours) (Maximum Marks:60)Document11 pagesCBSE X Science Board Paper: (Time Allowed: 2 Hours) (Maximum Marks:60)Jince JacobNo ratings yet
- Assignment 1 Separation PDFDocument19 pagesAssignment 1 Separation PDFNabilaSofeaNo ratings yet
- Aspirin (DSC)Document4 pagesAspirin (DSC)indra_f04No ratings yet
- Heat Exchange Equipment: Department of Chemical EngineeringDocument43 pagesHeat Exchange Equipment: Department of Chemical EngineeringHarshadeepthi.GNo ratings yet
- Science 10 Q4 Module 3Document21 pagesScience 10 Q4 Module 3Erika Nina Ceralde Granado100% (1)
- LT4 C2 L2-Handout-v2Document15 pagesLT4 C2 L2-Handout-v2Xyz ZyxNo ratings yet
- Best Practices Desaereator 1 PDFDocument34 pagesBest Practices Desaereator 1 PDFWayne GajadharNo ratings yet
- Thermal Turbo MachinesDocument2 pagesThermal Turbo MachinesPrincessMagical7No ratings yet
- Corrosion of Metals Associated With Wood PDFDocument6 pagesCorrosion of Metals Associated With Wood PDFPaul Dan OctavianNo ratings yet
- PH Ysicsguide: Problems and Solutions in Ideal Bose SystemsDocument26 pagesPH Ysicsguide: Problems and Solutions in Ideal Bose SystemsSubhradip Bhowmik100% (1)
- Syllabus P73 PDFDocument10 pagesSyllabus P73 PDFTidal SurgesNo ratings yet
- KTT111 Sem1 2010 2011 PDFDocument11 pagesKTT111 Sem1 2010 2011 PDFBilah BilahNo ratings yet
- Exercises Thermal ConceptsDocument2 pagesExercises Thermal ConceptsSalvador Monroy GalvánNo ratings yet