Download as pdf or txt
You might also like
- Ford WiringDocument6 pagesFord WiringGilberto Dipiento100% (1)
- 5kV Termination InstructionsDocument22 pages5kV Termination InstructionsJimNo ratings yet
- NOV Lock Wiring Guide: Document No ASP00019Document9 pagesNOV Lock Wiring Guide: Document No ASP00019Mohammed JalalNo ratings yet
- INSTRUCTION Heat Shrink Termination 3 Core Cables MV HV 6.6kV 11kV 33kVDocument7 pagesINSTRUCTION Heat Shrink Termination 3 Core Cables MV HV 6.6kV 11kV 33kVNemitha LakshanNo ratings yet
- Manual de Instalación ReychemDocument6 pagesManual de Instalación ReychemLuisNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Truck Systems Design Handbook PT 41 P 62519365Document5 pagesTruck Systems Design Handbook PT 41 P 62519365Shaswat SinghNo ratings yet
- Lab 4 Am & FM ModulationDocument46 pagesLab 4 Am & FM ModulationMimi Syuryani Binti NodinNo ratings yet
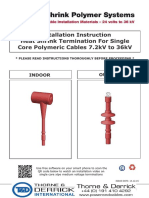
- INSTRUCTION Heat Shrink Termination Single Core Cables MV HV 6.6kV 11kV 33kVDocument6 pagesINSTRUCTION Heat Shrink Termination Single Core Cables MV HV 6.6kV 11kV 33kVNemitha LakshanNo ratings yet
- Fibra Optica - RS DataSheetDocument8 pagesFibra Optica - RS DataSheetAlex MoralesNo ratings yet
- Connectors: For 75-Ohm HELIAX and Radiax Coaxial Cable of Nominal Diameter 7/8" (22 MM)Document2 pagesConnectors: For 75-Ohm HELIAX and Radiax Coaxial Cable of Nominal Diameter 7/8" (22 MM)ruizinho 1No ratings yet
- Tricks For Cable Accessories InstallationDocument30 pagesTricks For Cable Accessories InstallationcxfuentesNo ratings yet
- Mitd1 PDFDocument4 pagesMitd1 PDFwizaarzNo ratings yet
- New Developments in High Performance Solder ProductsDocument6 pagesNew Developments in High Performance Solder Productsgrahamwilson42No ratings yet
- Service Note: Cable Shield Clamp Installation GuidelineDocument5 pagesService Note: Cable Shield Clamp Installation GuidelineRogerio CastroNo ratings yet
- Wrap-Around Electrodes For microLED Tiled DisplaysDocument6 pagesWrap-Around Electrodes For microLED Tiled DisplaysSam GreenNo ratings yet
- 15kV PM Joints - Straight - KSU - 500-500sq - MMDocument8 pages15kV PM Joints - Straight - KSU - 500-500sq - MMabd elmohsen saedNo ratings yet
- The Role of Tip DressingDocument3 pagesThe Role of Tip Dressingsarath_srkNo ratings yet
- Lab 14Document4 pagesLab 14kunwalsindhi405No ratings yet
- 33kV Elbow ManualDocument6 pages33kV Elbow ManualElliza IshakNo ratings yet
- AN5963Document7 pagesAN5963Smriti SNo ratings yet
- Strain Gage Soldering Techniques: Strain Gages and InstrumentsDocument6 pagesStrain Gage Soldering Techniques: Strain Gages and InstrumentsMuayad HussainNo ratings yet
- 3M™ Cold Shrink QT-III Silicone Rubber Termination 7673-S-8-JCNDocument10 pages3M™ Cold Shrink QT-III Silicone Rubber Termination 7673-S-8-JCNiamlpNo ratings yet
- Connector: Board-In Crimp Style ConnectorsDocument3 pagesConnector: Board-In Crimp Style ConnectorsTrần Long VũNo ratings yet
- Pulsmatic: Soldering Iron With Solder FeedDocument16 pagesPulsmatic: Soldering Iron With Solder FeedLaboriosaNo ratings yet
- 78 8114 7419 2 PDFDocument20 pages78 8114 7419 2 PDFAnibal RengifoNo ratings yet
- HTG GCU GS7d36sg Installation v12Document9 pagesHTG GCU GS7d36sg Installation v12Ioan Alexandru DragomirNo ratings yet
- 4 - Welding TechniquesDocument16 pages4 - Welding TechniquesRahul JaitpalNo ratings yet
- Basic Soldering Procedure-1Document2 pagesBasic Soldering Procedure-1vgmanjunathaNo ratings yet
- Connector Care and Cleaning - 202205D - Connector-Care-and-Cleaning - 202205DDocument4 pagesConnector Care and Cleaning - 202205D - Connector-Care-and-Cleaning - 202205DRAIMUNDO SANTOSNo ratings yet
- MultimediaDocument6 pagesMultimediabalajiNo ratings yet
- Scotch® 25 Electrical Grounding Braid: Data SheetDocument3 pagesScotch® 25 Electrical Grounding Braid: Data Sheetprincesa762No ratings yet
- OPGW Splicing GuidelineDocument18 pagesOPGW Splicing Guidelinedc12dc100% (1)
- DT436 500 Sq. MM PDFDocument3 pagesDT436 500 Sq. MM PDFHamedObaidNo ratings yet
- Soldering Techniques Lecture Note NowDocument12 pagesSoldering Techniques Lecture Note NowOluwakayode JohnNo ratings yet
- Seminar On Flip ChipDocument10 pagesSeminar On Flip ChipDebashis DasNo ratings yet
- Ultrasonic Stud Welding: Technical Information PW-5Document2 pagesUltrasonic Stud Welding: Technical Information PW-5Miguel ArriecheNo ratings yet
- Crimp VSSolderDocument5 pagesCrimp VSSolderghimpe--No ratings yet
- Kit de Terminacion TFT-150R-G TYCO ELECTRONICSDocument22 pagesKit de Terminacion TFT-150R-G TYCO ELECTRONICSWilbert ACNo ratings yet
- Wiring: Lock, Shear and Seal: Section 2Document6 pagesWiring: Lock, Shear and Seal: Section 2sancakemreNo ratings yet
- Electroformed Vs Lasercut StencilDocument5 pagesElectroformed Vs Lasercut StencilAndersonNo ratings yet
- TDS Jumbo Gabion P8+2.7 PolimacDocument2 pagesTDS Jumbo Gabion P8+2.7 PolimacszemianNo ratings yet
- O-Ring Splicing KitDocument2 pagesO-Ring Splicing KitNguyen Dang HaNo ratings yet
- 5B5-General Installation Instructions: Lever Slot & Mounting Hole DimensionsDocument1 page5B5-General Installation Instructions: Lever Slot & Mounting Hole DimensionsWitit WattanaNo ratings yet
- Effect of Welding Parameters On The Mechanical Properties and Microstructure of BQ Plateastm SA 516 - 60 GradeDocument4 pagesEffect of Welding Parameters On The Mechanical Properties and Microstructure of BQ Plateastm SA 516 - 60 GradeEditor IJRITCCNo ratings yet
- Guidelines For Hall IC SubassemblyDocument9 pagesGuidelines For Hall IC SubassemblyvkmsNo ratings yet
- EV West HTG 2-0 Cable Crimp PublishDocument2 pagesEV West HTG 2-0 Cable Crimp PublishHeritier HabumugishaNo ratings yet
- 4500HT Sensor Connection ProcedureDocument12 pages4500HT Sensor Connection ProcedureOWEMNo ratings yet
- WireWrapTools Eng ManDocument2 pagesWireWrapTools Eng Man1realestabassNo ratings yet
- SG Soldering Technique-2440 - 11089-TT609-07Jan2019Document5 pagesSG Soldering Technique-2440 - 11089-TT609-07Jan2019sultanrandhawaNo ratings yet
- Wago Lighting Equipment 5 Multi-Connection SystemDocument102 pagesWago Lighting Equipment 5 Multi-Connection SystemWalter Ariel Rodriguez GonzalezNo ratings yet
- Installation Instruction Heashrink Joint To Suit 3 Core 33Kv Polymeric Cable Type Spaj 36XDocument6 pagesInstallation Instruction Heashrink Joint To Suit 3 Core 33Kv Polymeric Cable Type Spaj 36XJaaffer AliNo ratings yet
- DTS617/DTB617 Deadbreak Bolted Tee Connector: Power Systems Installation InstructionDocument10 pagesDTS617/DTB617 Deadbreak Bolted Tee Connector: Power Systems Installation InstructionMuhammad Lathieful HaqNo ratings yet
- FS2009 3031Document25 pagesFS2009 3031SanjayNo ratings yet
- Parola PCB Hardware BOM and ConstructionDocument5 pagesParola PCB Hardware BOM and ConstructionShivaNo ratings yet
- COMPLETE - CE 20211125 Welding Guide 1.2Document10 pagesCOMPLETE - CE 20211125 Welding Guide 1.2rmrkp7sprmNo ratings yet
- Cryo Sensor Mounting PaperDocument2 pagesCryo Sensor Mounting Paperaugust 08No ratings yet
- ISTRCSSJ25ENGDocument6 pagesISTRCSSJ25ENGHector Vidal Rodriguez ValdezNo ratings yet
- Ford Figo b517 2010 25 Ewd57Document1 pageFord Figo b517 2010 25 Ewd57sandeepNo ratings yet
- HG Manhat2 PDFDocument11 pagesHG Manhat2 PDFNikola DulgiarovNo ratings yet
- What Is Islam by G.A ParwezDocument269 pagesWhat Is Islam by G.A ParwezsultanrandhawaNo ratings yet
- Lightening Diverter PaperDocument7 pagesLightening Diverter PapersultanrandhawaNo ratings yet
- FractographyDocument17 pagesFractographysultanrandhawa100% (3)
- Tolerances of Taper BoreDocument1 pageTolerances of Taper BoresultanrandhawaNo ratings yet
- Heat Treatment of Metals-SmrDocument39 pagesHeat Treatment of Metals-SmrsultanrandhawaNo ratings yet
- Adverbs PlaceDocument2 pagesAdverbs PlaceLuizNo ratings yet
- Product Data Sheet: Substation - S40 - Sepam Series 40Document2 pagesProduct Data Sheet: Substation - S40 - Sepam Series 40Arcvil AlzNo ratings yet
- Practice For English 5Document3 pagesPractice For English 5Jose Diaz0% (1)
- Bird Beak Adaptations LabDocument7 pagesBird Beak Adaptations LabjjNo ratings yet
- Christopher Wyland Oyama: Secondary Education Science TeacherDocument2 pagesChristopher Wyland Oyama: Secondary Education Science Teacherapi-3161301380% (1)
- AWNMag5 07Document68 pagesAWNMag5 07Michał MrózNo ratings yet
- EasyFile MANUALDocument29 pagesEasyFile MANUALRonald Luckson ChikwavaNo ratings yet
- 25 Common Surgical ConditionsDocument3 pages25 Common Surgical ConditionsMu AbNo ratings yet
- For Review OAPDocument144 pagesFor Review OAPKim John Rull NateNo ratings yet
- Social Contract A Brief IntroductionDocument6 pagesSocial Contract A Brief IntroductionAriel David Calvopiña QuezadaNo ratings yet
- LPI - Company Profile - 2022Document4 pagesLPI - Company Profile - 2022Chrisneil DelosreyesNo ratings yet
- STAAD Foundation%2Document10 pagesSTAAD Foundation%2sinambeladavidNo ratings yet
- Hasofer and Lind MethodDocument15 pagesHasofer and Lind MethodLemtek11No ratings yet
- WorkDocument8 pagesWorkapi-604146541No ratings yet
- Teacher Quality StandardsDocument9 pagesTeacher Quality StandardsPaulina WilkersonNo ratings yet
- Health Needs Assessment of Bme Children S NeedsDocument90 pagesHealth Needs Assessment of Bme Children S NeedsMohammad Riedho Cahya Atazsu100% (1)
- SP7000M00W15 000 ADocument10 pagesSP7000M00W15 000 APedro Casimiro GámizNo ratings yet
- RamaDocument48 pagesRamaSebastián Diez CáceresNo ratings yet
- HDEV MidtermDocument6 pagesHDEV Midtermkaitlyn100% (1)
- Assesment of Ammoniacal Ammonium Sulphate Leachins As A Pretreatment Process For Copper Bearing Gold OresDocument7 pagesAssesment of Ammoniacal Ammonium Sulphate Leachins As A Pretreatment Process For Copper Bearing Gold OresZeryan GuerraNo ratings yet
- Parametric Study On Behaviour of Box Girder Bridges With Different Shape Based On TorsionDocument5 pagesParametric Study On Behaviour of Box Girder Bridges With Different Shape Based On TorsionOanh PhanNo ratings yet
- Design and Manufacturing of A Prototype Multipurpose Robot Capable of Military ActionDocument6 pagesDesign and Manufacturing of A Prototype Multipurpose Robot Capable of Military ActionInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- 1677071391BS German Final Term Result Jan 2023Document2 pages1677071391BS German Final Term Result Jan 2023Raja ZainNo ratings yet
- Chapter IwarDocument20 pagesChapter IwartamilNo ratings yet
- DelegationDocument25 pagesDelegationKarthik Sathyan100% (3)
- 3.2.4 Thin Converging LensDocument5 pages3.2.4 Thin Converging LensPeterMwagweNo ratings yet
- Commander SK Trip and Status Diagnostic CodesDocument4 pagesCommander SK Trip and Status Diagnostic CodesNikolayNo ratings yet
- Lesson Plan in ScienceDocument3 pagesLesson Plan in ScienceJesza May JuabanNo ratings yet