
Dokumen - Tips - Waterborne Silicates in Coatings and Construction Waterborne Silicates in
Dokumen - Tips - Waterborne Silicates in Coatings and Construction Waterborne Silicates in
You might also like
- Donald A. Neumann-Kinesiology of The Musculoskeletal System PDFDocument607 pagesDonald A. Neumann-Kinesiology of The Musculoskeletal System PDFSekar Ciptaningrum97% (97)
- HDFC Ergo Policy Renewal 2023 SelfDocument5 pagesHDFC Ergo Policy Renewal 2023 SelfGopivishnu KanchiNo ratings yet
- A - Level Project Work Insights & ReflectionsDocument3 pagesA - Level Project Work Insights & ReflectionsKou Uraki0% (1)
- Eaton Nova AVR 1250 Installation and User ManualDocument6 pagesEaton Nova AVR 1250 Installation and User ManualAbdel MundenNo ratings yet
- Resins For: Vehicle Refinish & Commercial Transportation CoatingsDocument6 pagesResins For: Vehicle Refinish & Commercial Transportation CoatingsEmilio HipolaNo ratings yet
- RHOPLEX™ MC-1834P: Cement Mortar ModifierDocument6 pagesRHOPLEX™ MC-1834P: Cement Mortar Modifierhemantrulz100% (1)
- C W Rystalline Aterproofing: (An 9001: 2015, 14001: 2015 & 18001: 2007 Certified Company) ISO ISO OhsasDocument8 pagesC W Rystalline Aterproofing: (An 9001: 2015, 14001: 2015 & 18001: 2007 Certified Company) ISO ISO OhsasgangadevimgmNo ratings yet
- Cement, Concrete & Mortar: Product Characteristics Brand NameDocument2 pagesCement, Concrete & Mortar: Product Characteristics Brand NameAliaksandr PrybauNo ratings yet
- Glossy FillersDocument6 pagesGlossy Fillerskensley oliveira100% (1)
- UC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFDocument24 pagesUC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFchayanunNo ratings yet
- Wanhua Interior Coating SolutionsDocument28 pagesWanhua Interior Coating SolutionsThanh Vu100% (1)
- Dow-Espesantes ACRYSOLES PDFDocument12 pagesDow-Espesantes ACRYSOLES PDFAntonio Benitez MendozaNo ratings yet
- Additives, Driers, Accelerators and Catalysts: For Coatings, Paints, Composites, Printing Inks and AdhesivesDocument16 pagesAdditives, Driers, Accelerators and Catalysts: For Coatings, Paints, Composites, Printing Inks and AdhesivesAnanthanarayananNo ratings yet
- SC2889 PDFDocument15 pagesSC2889 PDFA MahmoodNo ratings yet
- Brochure DowDocument8 pagesBrochure DowLucas Bissoli100% (1)
- FoamStar ST 2412 August 2018 R3 ED2Document2 pagesFoamStar ST 2412 August 2018 R3 ED2APEX SONNo ratings yet
- Mowital: Polyvinyl Butyral of Superior QualityDocument36 pagesMowital: Polyvinyl Butyral of Superior Qualityode3197No ratings yet
- Scott Badercompositescatalogue PDFDocument20 pagesScott Badercompositescatalogue PDFbuddy1971No ratings yet
- T6TYskLrXGMCXL93cXXEH9Ev9Document1 pageT6TYskLrXGMCXL93cXXEH9Ev9Sidrah RasoolNo ratings yet
- Water-Base Intumescent Coating - For CustomerDocument74 pagesWater-Base Intumescent Coating - For CustomerThuyNo ratings yet
- Cementitious WaterproofingDocument5 pagesCementitious WaterproofingLong An ĐỗNo ratings yet
- Acronal ECO 702 AP TI EDA Nov 07Document3 pagesAcronal ECO 702 AP TI EDA Nov 07nanoNo ratings yet
- Formulation of A Biodegradable and Biosynthetic Latex PaintDocument166 pagesFormulation of A Biodegradable and Biosynthetic Latex PaintRose AdelineNo ratings yet
- Attagel TrainingDocument24 pagesAttagel TrainingAnonymous yy8In96j0rNo ratings yet
- FORM 07-1018A Semi Gloss Deeptone Paint Formula Af Xls 500 and Nhs 300 PDFDocument1 pageFORM 07-1018A Semi Gloss Deeptone Paint Formula Af Xls 500 and Nhs 300 PDFelgendawyNo ratings yet
- RosinDocument42 pagesRosinVingiu Katre100% (1)
- Emulsified and Special MixturesDocument26 pagesEmulsified and Special MixturesharNo ratings yet
- Fundamentals of Waterborne Resin TechnologyDocument4 pagesFundamentals of Waterborne Resin TechnologyvaducNo ratings yet
- MODAFLOWDocument24 pagesMODAFLOWuzzy2100% (1)
- Silres BS 1306: Masonry Water RepellentsDocument2 pagesSilres BS 1306: Masonry Water RepellentsAPEX SONNo ratings yet
- DOW DLP BrochureDocument32 pagesDOW DLP BrochureJose MarckwordtNo ratings yet
- Vijay Chemsol: R.S.No.110/5, HM Road, Industrial Area, Sedharapet, Pondicherry-605 111. IndiaDocument16 pagesVijay Chemsol: R.S.No.110/5, HM Road, Industrial Area, Sedharapet, Pondicherry-605 111. IndiaSundara MoorthyNo ratings yet
- High-Pcv Water-Based Paint Ingredients % by Weight: Ginshicel MH 96-SdDocument3 pagesHigh-Pcv Water-Based Paint Ingredients % by Weight: Ginshicel MH 96-Sdfernando reyesNo ratings yet
- Use of Soya Lecithin in Making PaintDocument1 pageUse of Soya Lecithin in Making PainttunlajiNo ratings yet
- 3 Binders For Eco FormulationsDocument80 pages3 Binders For Eco FormulationsCarolinaMaria Consonni100% (1)
- Byk Ts-A5 Putties enDocument6 pagesByk Ts-A5 Putties enSebastian GonzalezNo ratings yet
- Dispersing Agents and Humectants For Pigment PreparationsDocument2 pagesDispersing Agents and Humectants For Pigment PreparationsNiko KraljNo ratings yet
- Cong Thuc SonDocument23 pagesCong Thuc Sonvanhung68No ratings yet
- (Deligny P., Tuck N.) Resins For Surface Coatings. PDFDocument161 pages(Deligny P., Tuck N.) Resins For Surface Coatings. PDFAlfonso Dominguez Gonzalez100% (1)
- Epoxy Reactive DiluentsDocument27 pagesEpoxy Reactive DiluentsAlejandro Sánchez Martínez100% (1)
- Byk 4510Document2 pagesByk 4510Juan Angel DechimaNo ratings yet
- Antifouling ArticleDocument16 pagesAntifouling ArticleAbbas Ali100% (1)
- Wacker VAEDocument52 pagesWacker VAEfahmyazizNo ratings yet
- Technical Dat A SheetDocument2 pagesTechnical Dat A SheetWasif Azim100% (2)
- Supreme: Premium Opacifying Mineral For Titanium Dioxide ExtensionDocument2 pagesSupreme: Premium Opacifying Mineral For Titanium Dioxide Extensionkensley oliveiraNo ratings yet
- Architectural EN-VINAVIL PDFDocument36 pagesArchitectural EN-VINAVIL PDFSeafar YachtingNo ratings yet
- Tego® Addbond - For Maximum AdhesionDocument8 pagesTego® Addbond - For Maximum AdhesionDanail AkuzovNo ratings yet
- Loa2230e Long-Oil Alkyd Red Iron Oxide Primer Using HALOX® CW-2230Document1 pageLoa2230e Long-Oil Alkyd Red Iron Oxide Primer Using HALOX® CW-2230Muzikant TanerNo ratings yet
- Polychloroprene ContDocument10 pagesPolychloroprene ContGilberto Monteiro100% (1)
- Unsaturated Polyester ResinDocument2 pagesUnsaturated Polyester Resingunawan refiadi0% (1)
- EDM - 012 Additives For Wood and Furniture Coatings PDFDocument8 pagesEDM - 012 Additives For Wood and Furniture Coatings PDFEugene PaiNo ratings yet
- Paints and CoatingsDocument10 pagesPaints and CoatingsJesus Erazo100% (1)
- Incozol 2 DataDocument2 pagesIncozol 2 DataJeffrey Bempong100% (1)
- Wacker Introduction Sri Lanka.Document19 pagesWacker Introduction Sri Lanka.mcsomashekaraNo ratings yet
- DOWSIL™ 84 Additive: Features & BenefitsDocument3 pagesDOWSIL™ 84 Additive: Features & BenefitsZhan FangNo ratings yet
- Economic PaintDocument1 pageEconomic PaintForeverNo ratings yet
- FASTRACK Polymer EmulsionsDocument7 pagesFASTRACK Polymer EmulsionsVictor LopezNo ratings yet
- Ucar Latex 379G: The Best Just Got BetterDocument12 pagesUcar Latex 379G: The Best Just Got BetterQuimicosgenericosgaffaro GaffaroNo ratings yet
- Arcosolv TPNBDocument4 pagesArcosolv TPNBamiller1987No ratings yet
- Fire Protective Coatings: Reinforced Passive Fire Protection by LapinusDocument18 pagesFire Protective Coatings: Reinforced Passive Fire Protection by LapinusHerbert Aguilargonzalez100% (1)
- The Iron Oxides: Structure, Properties, Reactions, Occurrences and UsesFrom EverandThe Iron Oxides: Structure, Properties, Reactions, Occurrences and UsesRating: 5 out of 5 stars5/5 (1)
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Adeka Nol Uh-450Vf: o o o oDocument5 pagesAdeka Nol Uh-450Vf: o o o oLong An ĐỗNo ratings yet
- ThesissultangaliyevaDocument206 pagesThesissultangaliyevaLong An ĐỗNo ratings yet
- Varnishes and Surface CoatingsDocument11 pagesVarnishes and Surface CoatingsLong An ĐỗNo ratings yet
- Technical Information: Wetting Agent For Aqueous SystemsDocument1 pageTechnical Information: Wetting Agent For Aqueous SystemsLong An ĐỗNo ratings yet
- Product Data Sheet: Description: TionaDocument1 pageProduct Data Sheet: Description: TionaLong An ĐỗNo ratings yet
- Product Data Sheet: Description: TikonDocument1 pageProduct Data Sheet: Description: TikonLong An ĐỗNo ratings yet
- Product Data Sheet: Description: TionaDocument1 pageProduct Data Sheet: Description: TionaLong An ĐỗNo ratings yet
- Common Coating FormulationsDocument13 pagesCommon Coating FormulationsLong An Đỗ100% (2)
- Product Data Sheet: Description: TionaDocument1 pageProduct Data Sheet: Description: TionaLong An ĐỗNo ratings yet
- EDAPLAN ® 490 - MunzingDocument4 pagesEDAPLAN ® 490 - MunzingLong An Đỗ0% (1)
- Additives FOR Specialty Chemistry Formulations PER Function: Product ListDocument16 pagesAdditives FOR Specialty Chemistry Formulations PER Function: Product ListLong An Đỗ100% (1)
- Cementitious WaterproofingDocument5 pagesCementitious WaterproofingLong An ĐỗNo ratings yet
- Experimental Study On Ultra-Lightweight Fire-Resistive Engineered Cementitious CompositeDocument8 pagesExperimental Study On Ultra-Lightweight Fire-Resistive Engineered Cementitious CompositeLong An ĐỗNo ratings yet
- Inventory 29.february 2016Document8 pagesInventory 29.february 2016Long An ĐỗNo ratings yet
- Fdocuments - in - Edaplan Metolat Guide Formulations For Organic Pigments Edaplan MetolatDocument26 pagesFdocuments - in - Edaplan Metolat Guide Formulations For Organic Pigments Edaplan MetolatLong An ĐỗNo ratings yet
- Inocot 611Document1 pageInocot 611Long An ĐỗNo ratings yet
- Styrofan ECO 7623 - ENDocument1 pageStyrofan ECO 7623 - ENLong An ĐỗNo ratings yet
- ENCOR® Flex 192: Product DescriptionDocument5 pagesENCOR® Flex 192: Product DescriptionLong An ĐỗNo ratings yet
- Precipitated SilicaDocument5 pagesPrecipitated SilicaLong An ĐỗNo ratings yet
- 13 Regina Matranga PLC LEB20 Technical Presentation AMER PNWSCTDocument24 pages13 Regina Matranga PLC LEB20 Technical Presentation AMER PNWSCTLong An ĐỗNo ratings yet
- Charmor: For Best-In-Class Intumescent Coatings Protecting People and PropertyDocument19 pagesCharmor: For Best-In-Class Intumescent Coatings Protecting People and PropertyLong An ĐỗNo ratings yet
- Dokumen - Tips - High Performance Waterborne Epoxy Formulation For 2019 03 06 19 Table 1 Epoxy ModifiedDocument3 pagesDokumen - Tips - High Performance Waterborne Epoxy Formulation For 2019 03 06 19 Table 1 Epoxy ModifiedLong An ĐỗNo ratings yet
- SACI® 6400 - Daubert Chemical Company, Inc.Document2 pagesSACI® 6400 - Daubert Chemical Company, Inc.Long An ĐỗNo ratings yet
- Maincote™ Au-28: Waterborne Acrylic Polyol For Two-Component Waterborne Polyurethane CoatingsDocument14 pagesMaincote™ Au-28: Waterborne Acrylic Polyol For Two-Component Waterborne Polyurethane CoatingsLong An ĐỗNo ratings yet
- Minerals Liberation Management of Lead-Zinc Otation Ore: January 2013Document13 pagesMinerals Liberation Management of Lead-Zinc Otation Ore: January 2013Long An ĐỗNo ratings yet
- Anti-UV Waterborne Nanocomposite Coatings For Exterior WoodDocument21 pagesAnti-UV Waterborne Nanocomposite Coatings For Exterior WoodLong An ĐỗNo ratings yet
- Dokumen - Tips - New Waterborne Technologies For The Formulation of The Formulation of Problem SolvingDocument41 pagesDokumen - Tips - New Waterborne Technologies For The Formulation of The Formulation of Problem SolvingLong An Đỗ100% (1)
- MAINCOTE HG-56 Acrylic Resin A Binder For Maintenance CoatingsDocument8 pagesMAINCOTE HG-56 Acrylic Resin A Binder For Maintenance CoatingsLong An ĐỗNo ratings yet
- Chicken BellagioDocument4 pagesChicken BellagioJagr MaddoxNo ratings yet
- Parental/Guardian Permission and Liability Waiver Name of Student BirthDocument2 pagesParental/Guardian Permission and Liability Waiver Name of Student BirthlifeteenministryNo ratings yet
- SPS Plans PDFDocument7 pagesSPS Plans PDFSalin ShresthaNo ratings yet
- Natural Rubber WikiDocument9 pagesNatural Rubber WikiMyra Wardati SNo ratings yet
- Physiology of Lymph SystemDocument7 pagesPhysiology of Lymph SystemMwangi NyawiraNo ratings yet
- Walking AidsDocument2 pagesWalking AidsSofia P. PanlilioNo ratings yet
- Academy of American Franciscan HistoryDocument36 pagesAcademy of American Franciscan HistoryCESAR HUAROTO DE LA CRUZNo ratings yet
- Automatic Control Basic Course: Exercises 2021Document124 pagesAutomatic Control Basic Course: Exercises 2021Duc-Duy Pham NguyenNo ratings yet
- Muscular Triangles of The NeckDocument3 pagesMuscular Triangles of The NeckSam TagardaNo ratings yet
- 2022 Brochure Drypoint RaDocument12 pages2022 Brochure Drypoint RaMiszael EspinosaNo ratings yet
- Thermolator Heatrac User GuideDocument98 pagesThermolator Heatrac User GuideValeria SarahiNo ratings yet
- Parent Medical CoverageDocument9 pagesParent Medical CoveragecampeonNo ratings yet
- American FoodDocument10 pagesAmerican FoodEvan BanksNo ratings yet
- NeoCryl A-662 MsdsDocument4 pagesNeoCryl A-662 MsdsLeandro EsvizaNo ratings yet
- Distribution Network of Coca-ColaDocument16 pagesDistribution Network of Coca-ColaRahul panditaNo ratings yet
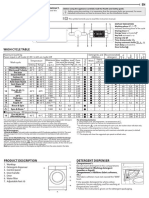
- Whirlpool BIWDWG861484uk enDocument4 pagesWhirlpool BIWDWG861484uk ennadaljoachim77No ratings yet
- Safe Practices For Welding InspectorsDocument39 pagesSafe Practices For Welding InspectorsAlejandro RodríguezNo ratings yet
- TN-4620190912122 Form21B Signed PDFDocument1 pageTN-4620190912122 Form21B Signed PDFDHEEN MEDICALSNo ratings yet
- The History of The Big Bang TheoryDocument6 pagesThe History of The Big Bang Theorymay ann dimaanoNo ratings yet
- PCB HandlingDocument8 pagesPCB HandlingscanlonlNo ratings yet
- STOC03 (Emissions)Document20 pagesSTOC03 (Emissions)tungluongNo ratings yet
- Ensuring Safety and Cleanliness in The SalonDocument21 pagesEnsuring Safety and Cleanliness in The SalonMa Christina Encinas83% (6)
- (U) Daily Activity Report: Marshall DistrictDocument5 pages(U) Daily Activity Report: Marshall DistrictFauquier NowNo ratings yet
- Drug Ana Surgery WardDocument11 pagesDrug Ana Surgery WardJames QuilingNo ratings yet
- Model: Stored Energy Solutions For A Demanding World: Dimensions MM InchDocument2 pagesModel: Stored Energy Solutions For A Demanding World: Dimensions MM Incheddywidjaya9No ratings yet
- SPE 13932 Wettability Part2 AndersonDocument17 pagesSPE 13932 Wettability Part2 AndersonSergio EduardoNo ratings yet



















































































































Download as pdf or txt
You might also like
- Donald A. Neumann-Kinesiology of The Musculoskeletal System PDFDocument607 pagesDonald A. Neumann-Kinesiology of The Musculoskeletal System PDFSekar Ciptaningrum97% (97)
- HDFC Ergo Policy Renewal 2023 SelfDocument5 pagesHDFC Ergo Policy Renewal 2023 SelfGopivishnu KanchiNo ratings yet
- A - Level Project Work Insights & ReflectionsDocument3 pagesA - Level Project Work Insights & ReflectionsKou Uraki0% (1)
- Eaton Nova AVR 1250 Installation and User ManualDocument6 pagesEaton Nova AVR 1250 Installation and User ManualAbdel MundenNo ratings yet
- Resins For: Vehicle Refinish & Commercial Transportation CoatingsDocument6 pagesResins For: Vehicle Refinish & Commercial Transportation CoatingsEmilio HipolaNo ratings yet
- RHOPLEX™ MC-1834P: Cement Mortar ModifierDocument6 pagesRHOPLEX™ MC-1834P: Cement Mortar Modifierhemantrulz100% (1)
- C W Rystalline Aterproofing: (An 9001: 2015, 14001: 2015 & 18001: 2007 Certified Company) ISO ISO OhsasDocument8 pagesC W Rystalline Aterproofing: (An 9001: 2015, 14001: 2015 & 18001: 2007 Certified Company) ISO ISO OhsasgangadevimgmNo ratings yet
- Cement, Concrete & Mortar: Product Characteristics Brand NameDocument2 pagesCement, Concrete & Mortar: Product Characteristics Brand NameAliaksandr PrybauNo ratings yet
- Glossy FillersDocument6 pagesGlossy Fillerskensley oliveira100% (1)
- UC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFDocument24 pagesUC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFchayanunNo ratings yet
- Wanhua Interior Coating SolutionsDocument28 pagesWanhua Interior Coating SolutionsThanh Vu100% (1)
- Dow-Espesantes ACRYSOLES PDFDocument12 pagesDow-Espesantes ACRYSOLES PDFAntonio Benitez MendozaNo ratings yet
- Additives, Driers, Accelerators and Catalysts: For Coatings, Paints, Composites, Printing Inks and AdhesivesDocument16 pagesAdditives, Driers, Accelerators and Catalysts: For Coatings, Paints, Composites, Printing Inks and AdhesivesAnanthanarayananNo ratings yet
- SC2889 PDFDocument15 pagesSC2889 PDFA MahmoodNo ratings yet
- Brochure DowDocument8 pagesBrochure DowLucas Bissoli100% (1)
- FoamStar ST 2412 August 2018 R3 ED2Document2 pagesFoamStar ST 2412 August 2018 R3 ED2APEX SONNo ratings yet
- Mowital: Polyvinyl Butyral of Superior QualityDocument36 pagesMowital: Polyvinyl Butyral of Superior Qualityode3197No ratings yet
- Scott Badercompositescatalogue PDFDocument20 pagesScott Badercompositescatalogue PDFbuddy1971No ratings yet
- T6TYskLrXGMCXL93cXXEH9Ev9Document1 pageT6TYskLrXGMCXL93cXXEH9Ev9Sidrah RasoolNo ratings yet
- Water-Base Intumescent Coating - For CustomerDocument74 pagesWater-Base Intumescent Coating - For CustomerThuyNo ratings yet
- Cementitious WaterproofingDocument5 pagesCementitious WaterproofingLong An ĐỗNo ratings yet
- Acronal ECO 702 AP TI EDA Nov 07Document3 pagesAcronal ECO 702 AP TI EDA Nov 07nanoNo ratings yet
- Formulation of A Biodegradable and Biosynthetic Latex PaintDocument166 pagesFormulation of A Biodegradable and Biosynthetic Latex PaintRose AdelineNo ratings yet
- Attagel TrainingDocument24 pagesAttagel TrainingAnonymous yy8In96j0rNo ratings yet
- FORM 07-1018A Semi Gloss Deeptone Paint Formula Af Xls 500 and Nhs 300 PDFDocument1 pageFORM 07-1018A Semi Gloss Deeptone Paint Formula Af Xls 500 and Nhs 300 PDFelgendawyNo ratings yet
- RosinDocument42 pagesRosinVingiu Katre100% (1)
- Emulsified and Special MixturesDocument26 pagesEmulsified and Special MixturesharNo ratings yet
- Fundamentals of Waterborne Resin TechnologyDocument4 pagesFundamentals of Waterborne Resin TechnologyvaducNo ratings yet
- MODAFLOWDocument24 pagesMODAFLOWuzzy2100% (1)
- Silres BS 1306: Masonry Water RepellentsDocument2 pagesSilres BS 1306: Masonry Water RepellentsAPEX SONNo ratings yet
- DOW DLP BrochureDocument32 pagesDOW DLP BrochureJose MarckwordtNo ratings yet
- Vijay Chemsol: R.S.No.110/5, HM Road, Industrial Area, Sedharapet, Pondicherry-605 111. IndiaDocument16 pagesVijay Chemsol: R.S.No.110/5, HM Road, Industrial Area, Sedharapet, Pondicherry-605 111. IndiaSundara MoorthyNo ratings yet
- High-Pcv Water-Based Paint Ingredients % by Weight: Ginshicel MH 96-SdDocument3 pagesHigh-Pcv Water-Based Paint Ingredients % by Weight: Ginshicel MH 96-Sdfernando reyesNo ratings yet
- Use of Soya Lecithin in Making PaintDocument1 pageUse of Soya Lecithin in Making PainttunlajiNo ratings yet
- 3 Binders For Eco FormulationsDocument80 pages3 Binders For Eco FormulationsCarolinaMaria Consonni100% (1)
- Byk Ts-A5 Putties enDocument6 pagesByk Ts-A5 Putties enSebastian GonzalezNo ratings yet
- Dispersing Agents and Humectants For Pigment PreparationsDocument2 pagesDispersing Agents and Humectants For Pigment PreparationsNiko KraljNo ratings yet
- Cong Thuc SonDocument23 pagesCong Thuc Sonvanhung68No ratings yet
- (Deligny P., Tuck N.) Resins For Surface Coatings. PDFDocument161 pages(Deligny P., Tuck N.) Resins For Surface Coatings. PDFAlfonso Dominguez Gonzalez100% (1)
- Epoxy Reactive DiluentsDocument27 pagesEpoxy Reactive DiluentsAlejandro Sánchez Martínez100% (1)
- Byk 4510Document2 pagesByk 4510Juan Angel DechimaNo ratings yet
- Antifouling ArticleDocument16 pagesAntifouling ArticleAbbas Ali100% (1)
- Wacker VAEDocument52 pagesWacker VAEfahmyazizNo ratings yet
- Technical Dat A SheetDocument2 pagesTechnical Dat A SheetWasif Azim100% (2)
- Supreme: Premium Opacifying Mineral For Titanium Dioxide ExtensionDocument2 pagesSupreme: Premium Opacifying Mineral For Titanium Dioxide Extensionkensley oliveiraNo ratings yet
- Architectural EN-VINAVIL PDFDocument36 pagesArchitectural EN-VINAVIL PDFSeafar YachtingNo ratings yet
- Tego® Addbond - For Maximum AdhesionDocument8 pagesTego® Addbond - For Maximum AdhesionDanail AkuzovNo ratings yet
- Loa2230e Long-Oil Alkyd Red Iron Oxide Primer Using HALOX® CW-2230Document1 pageLoa2230e Long-Oil Alkyd Red Iron Oxide Primer Using HALOX® CW-2230Muzikant TanerNo ratings yet
- Polychloroprene ContDocument10 pagesPolychloroprene ContGilberto Monteiro100% (1)
- Unsaturated Polyester ResinDocument2 pagesUnsaturated Polyester Resingunawan refiadi0% (1)
- EDM - 012 Additives For Wood and Furniture Coatings PDFDocument8 pagesEDM - 012 Additives For Wood and Furniture Coatings PDFEugene PaiNo ratings yet
- Paints and CoatingsDocument10 pagesPaints and CoatingsJesus Erazo100% (1)
- Incozol 2 DataDocument2 pagesIncozol 2 DataJeffrey Bempong100% (1)
- Wacker Introduction Sri Lanka.Document19 pagesWacker Introduction Sri Lanka.mcsomashekaraNo ratings yet
- DOWSIL™ 84 Additive: Features & BenefitsDocument3 pagesDOWSIL™ 84 Additive: Features & BenefitsZhan FangNo ratings yet
- Economic PaintDocument1 pageEconomic PaintForeverNo ratings yet
- FASTRACK Polymer EmulsionsDocument7 pagesFASTRACK Polymer EmulsionsVictor LopezNo ratings yet
- Ucar Latex 379G: The Best Just Got BetterDocument12 pagesUcar Latex 379G: The Best Just Got BetterQuimicosgenericosgaffaro GaffaroNo ratings yet
- Arcosolv TPNBDocument4 pagesArcosolv TPNBamiller1987No ratings yet
- Fire Protective Coatings: Reinforced Passive Fire Protection by LapinusDocument18 pagesFire Protective Coatings: Reinforced Passive Fire Protection by LapinusHerbert Aguilargonzalez100% (1)
- The Iron Oxides: Structure, Properties, Reactions, Occurrences and UsesFrom EverandThe Iron Oxides: Structure, Properties, Reactions, Occurrences and UsesRating: 5 out of 5 stars5/5 (1)
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Adeka Nol Uh-450Vf: o o o oDocument5 pagesAdeka Nol Uh-450Vf: o o o oLong An ĐỗNo ratings yet
- ThesissultangaliyevaDocument206 pagesThesissultangaliyevaLong An ĐỗNo ratings yet
- Varnishes and Surface CoatingsDocument11 pagesVarnishes and Surface CoatingsLong An ĐỗNo ratings yet
- Technical Information: Wetting Agent For Aqueous SystemsDocument1 pageTechnical Information: Wetting Agent For Aqueous SystemsLong An ĐỗNo ratings yet
- Product Data Sheet: Description: TionaDocument1 pageProduct Data Sheet: Description: TionaLong An ĐỗNo ratings yet
- Product Data Sheet: Description: TikonDocument1 pageProduct Data Sheet: Description: TikonLong An ĐỗNo ratings yet
- Product Data Sheet: Description: TionaDocument1 pageProduct Data Sheet: Description: TionaLong An ĐỗNo ratings yet
- Common Coating FormulationsDocument13 pagesCommon Coating FormulationsLong An Đỗ100% (2)
- Product Data Sheet: Description: TionaDocument1 pageProduct Data Sheet: Description: TionaLong An ĐỗNo ratings yet
- EDAPLAN ® 490 - MunzingDocument4 pagesEDAPLAN ® 490 - MunzingLong An Đỗ0% (1)
- Additives FOR Specialty Chemistry Formulations PER Function: Product ListDocument16 pagesAdditives FOR Specialty Chemistry Formulations PER Function: Product ListLong An Đỗ100% (1)
- Cementitious WaterproofingDocument5 pagesCementitious WaterproofingLong An ĐỗNo ratings yet
- Experimental Study On Ultra-Lightweight Fire-Resistive Engineered Cementitious CompositeDocument8 pagesExperimental Study On Ultra-Lightweight Fire-Resistive Engineered Cementitious CompositeLong An ĐỗNo ratings yet
- Inventory 29.february 2016Document8 pagesInventory 29.february 2016Long An ĐỗNo ratings yet
- Fdocuments - in - Edaplan Metolat Guide Formulations For Organic Pigments Edaplan MetolatDocument26 pagesFdocuments - in - Edaplan Metolat Guide Formulations For Organic Pigments Edaplan MetolatLong An ĐỗNo ratings yet
- Inocot 611Document1 pageInocot 611Long An ĐỗNo ratings yet
- Styrofan ECO 7623 - ENDocument1 pageStyrofan ECO 7623 - ENLong An ĐỗNo ratings yet
- ENCOR® Flex 192: Product DescriptionDocument5 pagesENCOR® Flex 192: Product DescriptionLong An ĐỗNo ratings yet
- Precipitated SilicaDocument5 pagesPrecipitated SilicaLong An ĐỗNo ratings yet
- 13 Regina Matranga PLC LEB20 Technical Presentation AMER PNWSCTDocument24 pages13 Regina Matranga PLC LEB20 Technical Presentation AMER PNWSCTLong An ĐỗNo ratings yet
- Charmor: For Best-In-Class Intumescent Coatings Protecting People and PropertyDocument19 pagesCharmor: For Best-In-Class Intumescent Coatings Protecting People and PropertyLong An ĐỗNo ratings yet
- Dokumen - Tips - High Performance Waterborne Epoxy Formulation For 2019 03 06 19 Table 1 Epoxy ModifiedDocument3 pagesDokumen - Tips - High Performance Waterborne Epoxy Formulation For 2019 03 06 19 Table 1 Epoxy ModifiedLong An ĐỗNo ratings yet
- SACI® 6400 - Daubert Chemical Company, Inc.Document2 pagesSACI® 6400 - Daubert Chemical Company, Inc.Long An ĐỗNo ratings yet
- Maincote™ Au-28: Waterborne Acrylic Polyol For Two-Component Waterborne Polyurethane CoatingsDocument14 pagesMaincote™ Au-28: Waterborne Acrylic Polyol For Two-Component Waterborne Polyurethane CoatingsLong An ĐỗNo ratings yet
- Minerals Liberation Management of Lead-Zinc Otation Ore: January 2013Document13 pagesMinerals Liberation Management of Lead-Zinc Otation Ore: January 2013Long An ĐỗNo ratings yet
- Anti-UV Waterborne Nanocomposite Coatings For Exterior WoodDocument21 pagesAnti-UV Waterborne Nanocomposite Coatings For Exterior WoodLong An ĐỗNo ratings yet
- Dokumen - Tips - New Waterborne Technologies For The Formulation of The Formulation of Problem SolvingDocument41 pagesDokumen - Tips - New Waterborne Technologies For The Formulation of The Formulation of Problem SolvingLong An Đỗ100% (1)
- MAINCOTE HG-56 Acrylic Resin A Binder For Maintenance CoatingsDocument8 pagesMAINCOTE HG-56 Acrylic Resin A Binder For Maintenance CoatingsLong An ĐỗNo ratings yet
- Chicken BellagioDocument4 pagesChicken BellagioJagr MaddoxNo ratings yet
- Parental/Guardian Permission and Liability Waiver Name of Student BirthDocument2 pagesParental/Guardian Permission and Liability Waiver Name of Student BirthlifeteenministryNo ratings yet
- SPS Plans PDFDocument7 pagesSPS Plans PDFSalin ShresthaNo ratings yet
- Natural Rubber WikiDocument9 pagesNatural Rubber WikiMyra Wardati SNo ratings yet
- Physiology of Lymph SystemDocument7 pagesPhysiology of Lymph SystemMwangi NyawiraNo ratings yet
- Walking AidsDocument2 pagesWalking AidsSofia P. PanlilioNo ratings yet
- Academy of American Franciscan HistoryDocument36 pagesAcademy of American Franciscan HistoryCESAR HUAROTO DE LA CRUZNo ratings yet
- Automatic Control Basic Course: Exercises 2021Document124 pagesAutomatic Control Basic Course: Exercises 2021Duc-Duy Pham NguyenNo ratings yet
- Muscular Triangles of The NeckDocument3 pagesMuscular Triangles of The NeckSam TagardaNo ratings yet
- 2022 Brochure Drypoint RaDocument12 pages2022 Brochure Drypoint RaMiszael EspinosaNo ratings yet
- Thermolator Heatrac User GuideDocument98 pagesThermolator Heatrac User GuideValeria SarahiNo ratings yet
- Parent Medical CoverageDocument9 pagesParent Medical CoveragecampeonNo ratings yet
- American FoodDocument10 pagesAmerican FoodEvan BanksNo ratings yet
- NeoCryl A-662 MsdsDocument4 pagesNeoCryl A-662 MsdsLeandro EsvizaNo ratings yet
- Distribution Network of Coca-ColaDocument16 pagesDistribution Network of Coca-ColaRahul panditaNo ratings yet
- Whirlpool BIWDWG861484uk enDocument4 pagesWhirlpool BIWDWG861484uk ennadaljoachim77No ratings yet
- Safe Practices For Welding InspectorsDocument39 pagesSafe Practices For Welding InspectorsAlejandro RodríguezNo ratings yet
- TN-4620190912122 Form21B Signed PDFDocument1 pageTN-4620190912122 Form21B Signed PDFDHEEN MEDICALSNo ratings yet
- The History of The Big Bang TheoryDocument6 pagesThe History of The Big Bang Theorymay ann dimaanoNo ratings yet
- PCB HandlingDocument8 pagesPCB HandlingscanlonlNo ratings yet
- STOC03 (Emissions)Document20 pagesSTOC03 (Emissions)tungluongNo ratings yet
- Ensuring Safety and Cleanliness in The SalonDocument21 pagesEnsuring Safety and Cleanliness in The SalonMa Christina Encinas83% (6)
- (U) Daily Activity Report: Marshall DistrictDocument5 pages(U) Daily Activity Report: Marshall DistrictFauquier NowNo ratings yet
- Drug Ana Surgery WardDocument11 pagesDrug Ana Surgery WardJames QuilingNo ratings yet
- Model: Stored Energy Solutions For A Demanding World: Dimensions MM InchDocument2 pagesModel: Stored Energy Solutions For A Demanding World: Dimensions MM Incheddywidjaya9No ratings yet
- SPE 13932 Wettability Part2 AndersonDocument17 pagesSPE 13932 Wettability Part2 AndersonSergio EduardoNo ratings yet