Download as docx, pdf, or txt
You might also like
- IndustryPrint Process Modeler User GuideDocument168 pagesIndustryPrint Process Modeler User GuideCatán PatánNo ratings yet
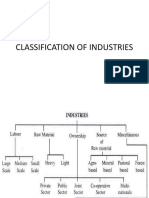
- Classification of IndustriesDocument8 pagesClassification of IndustriesOm Panchal100% (1)
- Sage X3 - User Guide - SE - Reports - Common Data-US000Document108 pagesSage X3 - User Guide - SE - Reports - Common Data-US000caplusinc100% (1)
- Statistical Quality ControlDocument23 pagesStatistical Quality Controljoan dueroNo ratings yet
- Control Charts in QC in ConstructionDocument11 pagesControl Charts in QC in ConstructionGlenn Paul GalanoNo ratings yet
- Implementation of SPC Techniques in Automotive Industry: A Case StudyDocument15 pagesImplementation of SPC Techniques in Automotive Industry: A Case StudysushmaxNo ratings yet
- Statistical Process Control: Fqa Lec 5Document31 pagesStatistical Process Control: Fqa Lec 5Shaira Madiline M. GelvezonNo ratings yet
- Statistical Quality Control (S.Q.C)Document9 pagesStatistical Quality Control (S.Q.C)zainab fatimaNo ratings yet
- CHP 10Document5 pagesCHP 10taneer.gameNo ratings yet
- Statistical Process ControlDocument8 pagesStatistical Process ControlSaurabh MishraNo ratings yet
- Process Capability and Statistical Process ControlDocument8 pagesProcess Capability and Statistical Process ControlDeepakh ArunNo ratings yet
- Lecture Control Charts 1558081780Document49 pagesLecture Control Charts 1558081780Dahn NguyenNo ratings yet
- Reading Assignment OperationsDocument6 pagesReading Assignment OperationsAhmed NasrNo ratings yet
- C ChartDocument10 pagesC ChartManohar MemrNo ratings yet
- Unit - V IemDocument19 pagesUnit - V IemG Hitesh ReddyNo ratings yet
- Manufacturing Technology AssignmentDocument15 pagesManufacturing Technology AssignmentDan Kiama MuriithiNo ratings yet
- A Presentation On: Control ChartsDocument30 pagesA Presentation On: Control Chartsanil gautamNo ratings yet
- Unit Iii Statistical Process Control and Process CapabilityDocument26 pagesUnit Iii Statistical Process Control and Process CapabilityDurai Raj KumarNo ratings yet
- Certification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control ChartsDocument28 pagesCertification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control Chartsrchandra2473No ratings yet
- Statistical Quality ControlDocument56 pagesStatistical Quality ControlcmukherjeeNo ratings yet
- Total Quality Management - CIM 1115Document28 pagesTotal Quality Management - CIM 1115Raunak GuptaNo ratings yet
- Statistical Process Control SPCDocument3 pagesStatistical Process Control SPCtintucinNo ratings yet
- 4.statistical Process ContorlDocument47 pages4.statistical Process ContorlMinhajul Haque SarkarNo ratings yet
- Statistical Quality ControlDocument43 pagesStatistical Quality ControlRudraksh AgrawalNo ratings yet
- Techniques of Quality ControlDocument15 pagesTechniques of Quality ControlAnshu SourabhNo ratings yet
- Herramientas para Conservar y Mejorar La Conversion EsbeltaDocument34 pagesHerramientas para Conservar y Mejorar La Conversion Esbeltafranckiko3No ratings yet
- Statistical Process ControlDocument4 pagesStatistical Process ControlKyle NaliNo ratings yet
- Chapter2 DJF51082Document32 pagesChapter2 DJF51082Fiq IFTNo ratings yet
- Chapter 2 of One - Theory of Control ChartDocument36 pagesChapter 2 of One - Theory of Control ChartAmsalu SeteyNo ratings yet
- 7 Tools of Statistical Process ControlDocument3 pages7 Tools of Statistical Process ControlSachin Methree100% (1)
- Quality Control in Analytical ProcessDocument14 pagesQuality Control in Analytical ProcessFrancis Oche AdahNo ratings yet
- Quality Engineering and Management System Accounting EssayDocument12 pagesQuality Engineering and Management System Accounting EssayvasudhaaaaaNo ratings yet
- Statistical Process ControlDocument24 pagesStatistical Process ControlAnoopa Narayan100% (1)
- A Presentation On: Control ChartsDocument30 pagesA Presentation On: Control ChartsAnonymous FW5PVUpNo ratings yet
- Seven Basic Quality Control ToolDocument7 pagesSeven Basic Quality Control ToolAhmed M. HashimNo ratings yet
- Control ChartDocument10 pagesControl Chartamelia99No ratings yet
- ABCQ Cqe - PDocument13 pagesABCQ Cqe - PAntonio Melgaço da Silva0% (2)
- SQCDocument36 pagesSQCMandeep SinghNo ratings yet
- P-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsDocument12 pagesP-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsAnita PanthakiNo ratings yet
- 1.0 Introduction On Reliability: Figure 1.0 Bathtub Curve, Failure Rate vs. TimeDocument9 pages1.0 Introduction On Reliability: Figure 1.0 Bathtub Curve, Failure Rate vs. TimeShukri ShabriNo ratings yet
- SPC Quality OneDocument9 pagesSPC Quality OneElanthendral GNo ratings yet
- Statistical Process Control For Quality ImprovementDocument8 pagesStatistical Process Control For Quality ImprovementAhmed IsmailNo ratings yet
- Unit 5 Statistcal Quality ControlDocument39 pagesUnit 5 Statistcal Quality ControlHanna Jane CalanugaNo ratings yet
- Chapter 4-: Statistical Process Control (SPC)Document80 pagesChapter 4-: Statistical Process Control (SPC)Dv DickosNo ratings yet
- Control Chart SummaryDocument36 pagesControl Chart SummaryBill100% (2)
- A Comparative Study of Software Reliability Models Using SPC On Ungrouped DataDocument6 pagesA Comparative Study of Software Reliability Models Using SPC On Ungrouped Dataeditor_ijarcsseNo ratings yet
- 10 - Statistical Quality ControlDocument63 pages10 - Statistical Quality ControlSandeep Singh100% (5)
- Jump To Navigationjump To Search Quality Control Statistical MethodsDocument9 pagesJump To Navigationjump To Search Quality Control Statistical Methodszainab fatimaNo ratings yet
- Control ChartsDocument136 pagesControl ChartsSowmya VisinigiriNo ratings yet
- CH 1quality EngineeringDocument198 pagesCH 1quality EngineeringBayisaNo ratings yet
- Control Charts: by Praveen GuptaDocument4 pagesControl Charts: by Praveen GuptaKlemen StrušnikNo ratings yet
- Process Capability Preview PDFDocument4 pagesProcess Capability Preview PDFAyushSorenNo ratings yet
- Chapter 6 (Supplementary) - Quality ControlDocument46 pagesChapter 6 (Supplementary) - Quality ControlJoshua LabisteNo ratings yet
- Process MapDocument12 pagesProcess MapJosé Eduardo Yerena MartinezNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-265324689No ratings yet
- Metrology Control ChartsDocument14 pagesMetrology Control ChartsRaghu KrishnanNo ratings yet
- Process CapabilityDocument2 pagesProcess Capabilitysophia787No ratings yet
- Chapters 1-5 Midterm ReviewerDocument4 pagesChapters 1-5 Midterm ReviewerJaafar SorianoNo ratings yet
- Quality Management, Part 2: Monday, November 21, 2011 4:50 PMDocument11 pagesQuality Management, Part 2: Monday, November 21, 2011 4:50 PMAsif AhmedNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Shell Attempts To Returrn To Premiere Status JIA MERCADODocument7 pagesShell Attempts To Returrn To Premiere Status JIA MERCADOJohn Carlo SantiagoNo ratings yet
- BA 517 Human Resource Management: Atty. Noli Del RosarioDocument42 pagesBA 517 Human Resource Management: Atty. Noli Del RosarioJohn Carlo SantiagoNo ratings yet
- Diagnostic Test: How Much Do You Know of NPV and IRR? (Module 3) How Much Do You Know of NPV and IRR?Document3 pagesDiagnostic Test: How Much Do You Know of NPV and IRR? (Module 3) How Much Do You Know of NPV and IRR?John Carlo SantiagoNo ratings yet
- Diagnostic Capital BudgetingDocument2 pagesDiagnostic Capital BudgetingJohn Carlo SantiagoNo ratings yet
- Technology and Livelihood Education Quarter 4 - Module1 Prepare Packaging Equipment, Tools and MaterialsDocument15 pagesTechnology and Livelihood Education Quarter 4 - Module1 Prepare Packaging Equipment, Tools and MaterialsJohn Carlo SantiagoNo ratings yet
- Technical Vocational Education Identifying Hand Tools and Parts of Sewing MachineDocument33 pagesTechnical Vocational Education Identifying Hand Tools and Parts of Sewing MachineJohn Carlo SantiagoNo ratings yet
- Group Quiz 10 11Document11 pagesGroup Quiz 10 11John Carlo SantiagoNo ratings yet
- Management: Richard L. DaftDocument22 pagesManagement: Richard L. DaftJohn Carlo SantiagoNo ratings yet
- Soap Companies Do Battle: in Partial Fulfillment of The Requirements inDocument7 pagesSoap Companies Do Battle: in Partial Fulfillment of The Requirements inJohn Carlo SantiagoNo ratings yet
- Management: Richard L. DaftDocument34 pagesManagement: Richard L. DaftJohn Carlo SantiagoNo ratings yet
- I, Hereby Declare That The Research Work Presented in The Summer Training Based Project Report Entitled, Study of Compotators of Frooti JuiceDocument98 pagesI, Hereby Declare That The Research Work Presented in The Summer Training Based Project Report Entitled, Study of Compotators of Frooti Juiceaccord123No ratings yet
- Chapter 10 (6) - BDocument52 pagesChapter 10 (6) - BMahfuzur RahmanNo ratings yet
- Tb2 SDC - vp101 00hfb M M1a Man 9033 Rev0 (Even Error Trang 200)Document512 pagesTb2 SDC - vp101 00hfb M M1a Man 9033 Rev0 (Even Error Trang 200)nguyễn hữu trườngNo ratings yet
- Properties of Cellulosic Material After Cationization in Different SolventsDocument7 pagesProperties of Cellulosic Material After Cationization in Different SolventsNattaya VuthiganondNo ratings yet
- An Example of Data Analysis: Mathematics Higher Level Internal Assessment ExplorationDocument15 pagesAn Example of Data Analysis: Mathematics Higher Level Internal Assessment ExplorationLorraine SabbaghNo ratings yet
- An Elegant Puzzle Systems of Engineering Management - Will LarsonDocument397 pagesAn Elegant Puzzle Systems of Engineering Management - Will LarsonMarat BakievNo ratings yet
- Change of Owner Details C3A FormDocument2 pagesChange of Owner Details C3A FormcalebderneddeNo ratings yet
- Depreciation Mar 2020Document20 pagesDepreciation Mar 2020JDE AdminNo ratings yet
- Test Bank For Human Resource Management 14Th Edition by Mondy Martocchio Isbn 9780133848809 0133848809 Full Chapter PDFDocument36 pagesTest Bank For Human Resource Management 14Th Edition by Mondy Martocchio Isbn 9780133848809 0133848809 Full Chapter PDFsimon.esche558100% (19)
- Leeder Et Al (2017) Cold Water Immersion and Recovery From Strenuous Exercise. A Meta AnalysisDocument9 pagesLeeder Et Al (2017) Cold Water Immersion and Recovery From Strenuous Exercise. A Meta AnalysisNg Hui HwaNo ratings yet
- E SRKRPORTALuploadsSyllabus ModelPapersModel R17 B.tech MECH 69Document33 pagesE SRKRPORTALuploadsSyllabus ModelPapersModel R17 B.tech MECH 69prasadNo ratings yet
- Gender and Unpaid WorkDocument12 pagesGender and Unpaid Work2013makedonijaNo ratings yet
- Document Management System Use Case DiagramDocument5 pagesDocument Management System Use Case Diagramgn.venkat27No ratings yet
- List of Illegal Projects, Schemes & Societies in Malir, KarachiDocument7 pagesList of Illegal Projects, Schemes & Societies in Malir, KarachiMuhammad Hanef ShaikhNo ratings yet
- Buyer Agent AgreementDocument2 pagesBuyer Agent AgreementIndia PropertiesNo ratings yet
- Muhammad Aqlan Rusaydi S2 Group Assignment MKT2013Document36 pagesMuhammad Aqlan Rusaydi S2 Group Assignment MKT2013kl2204010823No ratings yet
- Legal FormsDocument29 pagesLegal FormsRiyu Jan Raztech100% (1)
- 9661B 000 JSD 1900 911 - RCDocument38 pages9661B 000 JSD 1900 911 - RCSasidhar ThamilNo ratings yet
- Chapter 3Document18 pagesChapter 3shams221No ratings yet
- Annual Report Idbi Staff Cooperative Credit Society 17 18Document36 pagesAnnual Report Idbi Staff Cooperative Credit Society 17 18Vaibhav GawandeNo ratings yet
- 06 08 DCF Quiz Questions Basic PDFDocument22 pages06 08 DCF Quiz Questions Basic PDFVarun AgarwalNo ratings yet
- Computer Simulation Techniques: The Definitive Introduction!Document176 pagesComputer Simulation Techniques: The Definitive Introduction!Emir HamidovicNo ratings yet
- Dog License Application Updated For 2023Document1 pageDog License Application Updated For 2023catchild101No ratings yet
- Nigerian Electricity Regulatory Commission: Eligible Customer Regulations 2017 Regulation No. Nerc-R-111Document30 pagesNigerian Electricity Regulatory Commission: Eligible Customer Regulations 2017 Regulation No. Nerc-R-111olisamc_628730283No ratings yet
- Radar Enginnering (Solved FTerm) 18 2 2021 PDFDocument10 pagesRadar Enginnering (Solved FTerm) 18 2 2021 PDFAhmed ZakiNo ratings yet
- Padini Holdings BHDDocument9 pagesPadini Holdings BHDFeliNo ratings yet