Download as docx, pdf, or txt
You might also like
- Method Statement For 33 KV Cable Termination Size 3x300sqDocument3 pagesMethod Statement For 33 KV Cable Termination Size 3x300sqbutunsona60% (10)
- Electrical Cable Jointing ProceduresDocument10 pagesElectrical Cable Jointing Proceduresnt_long76No ratings yet
- Method of Statement For Cable TerminationDocument2 pagesMethod of Statement For Cable TerminationNagaraj Vj100% (3)
- Astm F90-14Document4 pagesAstm F90-14Rafael ScatolinNo ratings yet
- Table of Content Chapter One: Introduction Electrical Safety Rules Electrical ToolsDocument32 pagesTable of Content Chapter One: Introduction Electrical Safety Rules Electrical ToolsFootkball 1No ratings yet
- Rat-Tail Joint Splicing: I. Introductory InformationDocument17 pagesRat-Tail Joint Splicing: I. Introductory InformationAndrew baniladNo ratings yet
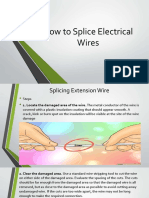
- How To Splice Electrical Wires: By: Raymar M. BaquilarDocument18 pagesHow To Splice Electrical Wires: By: Raymar M. BaquilarShema MerchsNo ratings yet
- Maried N T JointDocument9 pagesMaried N T JointHazmie Kun70% (10)
- Phillips Screwdrivers: House Tools Used in Electrical ServicingDocument6 pagesPhillips Screwdrivers: House Tools Used in Electrical ServicingPaul OrbinoNo ratings yet
- (TOPIC 3) Solar Systems AccessoriesDocument9 pages(TOPIC 3) Solar Systems AccessoriesIan MutugiNo ratings yet
- Splices and Joints 1 1Document38 pagesSplices and Joints 1 1Ivan PaderesNo ratings yet
- Electrical-Connections-Soldering v6 PDFDocument6 pagesElectrical-Connections-Soldering v6 PDFWayne TillettNo ratings yet
- WWWWQQQQQQQQQQQQQQDocument33 pagesWWWWQQQQQQQQQQQQQQrigoberto otinianoNo ratings yet
- Report Arc WeldingDocument3 pagesReport Arc WeldingShahrul AimanNo ratings yet
- Electrical EP LABDocument22 pagesElectrical EP LABsamkousNo ratings yet
- MT LabDocument4 pagesMT Labshaik anal haqNo ratings yet
- Investigacion de Ingles 2.2Document12 pagesInvestigacion de Ingles 2.2Benja BarbozaNo ratings yet
- TLE6 W3 Q4 Making Simple Electrical GadgetsDocument8 pagesTLE6 W3 Q4 Making Simple Electrical GadgetsElyse CameroNo ratings yet
- Types of Conductor SplicesDocument4 pagesTypes of Conductor SplicesEuropez AlaskhaNo ratings yet
- Switches Handout.Document43 pagesSwitches Handout.Senay MehariNo ratings yet
- Day 1 Intro To Soldering and Building A Powersupply1Document7 pagesDay 1 Intro To Soldering and Building A Powersupply1Mariyam Nabeel SiddiquiNo ratings yet
- Engineering Practices Lab ManualDocument70 pagesEngineering Practices Lab Manualkunaraj86% (7)
- Untitled 1Document3 pagesUntitled 1Vinnod GunaseharanNo ratings yet
- Rat and Plain TapDocument23 pagesRat and Plain TapGladys PatacsilNo ratings yet
- Pretest EimDocument18 pagesPretest EimMariel Balmes HernandezNo ratings yet
- Build Your Own Wind TurbineDocument9 pagesBuild Your Own Wind Turbinemarintraian100% (1)
- Electrical ComponentsDocument26 pagesElectrical ComponentsVictor LuqueNo ratings yet
- Working With Wire: Inside A Stranded WireDocument11 pagesWorking With Wire: Inside A Stranded WiremnamkyNo ratings yet
- Wire Splices and JointsDocument88 pagesWire Splices and JointsJayveeDomincel100% (4)
- Shielded Metal Arc Welding 2Document8 pagesShielded Metal Arc Welding 2Cold EnzethNo ratings yet
- Cable CrimpingDocument12 pagesCable CrimpingSuresh RamNo ratings yet
- Study of Accessories, Tools Used in Wiring & Safety PrecautionsDocument38 pagesStudy of Accessories, Tools Used in Wiring & Safety Precautionssheela lNo ratings yet
- Types of Conductor Splices and JointsDocument6 pagesTypes of Conductor Splices and Jointslj raquionNo ratings yet
- Splicing and Jointing Electrical WiresDocument35 pagesSplicing and Jointing Electrical WiresApril John ArbutanteNo ratings yet
- Splices and JointsDocument5 pagesSplices and JointsKae OraNo ratings yet
- Video Lesson in Tle Quarter 1 Week 1Document60 pagesVideo Lesson in Tle Quarter 1 Week 1Daniel SampagaNo ratings yet
- Work Shop 1 HandoutDocument16 pagesWork Shop 1 Handoutmesfin snowNo ratings yet
- 230V LED Rope Light - Installation InstructionsDocument4 pages230V LED Rope Light - Installation InstructionsAvijit ShuklaNo ratings yet
- 4 Welding ShopDocument9 pages4 Welding ShopMansi NegiNo ratings yet
- ET173011 - Sevice Desinging Lab - 02Document10 pagesET173011 - Sevice Desinging Lab - 02TanimunNo ratings yet
- Untitled DocumentDocument10 pagesUntitled DocumentrihitfhjfhNo ratings yet
- ET173032 - Sevice Desinging Lab - 02Document9 pagesET173032 - Sevice Desinging Lab - 02TanimunNo ratings yet
- Electrical Wire Splice Basics & Definitions Splicing Electrical Wires - That Is, The Electrical Connection or Joining of Two or More Wires ThatDocument7 pagesElectrical Wire Splice Basics & Definitions Splicing Electrical Wires - That Is, The Electrical Connection or Joining of Two or More Wires ThatLee ShinrieNo ratings yet
- Taps Splices and JointsDocument10 pagesTaps Splices and Jointsrowell ramosNo ratings yet
- Methods of Research and Procedure Research MethodologyDocument4 pagesMethods of Research and Procedure Research MethodologyLu CioNo ratings yet
- Common Workshop ToolsDocument11 pagesCommon Workshop Toolsonchiriemmanuel891No ratings yet
- Electrical Workshop Practice I: Chapter One 1.1 General Electrical SafetyDocument21 pagesElectrical Workshop Practice I: Chapter One 1.1 General Electrical SafetyAbrhaNo ratings yet
- css10 Week 5Document8 pagescss10 Week 5lesterNo ratings yet
- Mig ReportDocument14 pagesMig ReportDhana KumaranNo ratings yet
- BTC50 60 InstructionsDocument4 pagesBTC50 60 InstructionsHasheem AliNo ratings yet
- ARC Welding Report 1021Document21 pagesARC Welding Report 1021Bong Foo LeongNo ratings yet
- Plate 7.1 WIRING METHOD PRACTICE ANGADocument13 pagesPlate 7.1 WIRING METHOD PRACTICE ANGAjason.angaNo ratings yet
- Soldering Techniques Lecture Note NowDocument12 pagesSoldering Techniques Lecture Note NowOluwakayode JohnNo ratings yet
- Report WeldingDocument16 pagesReport WeldingMuhamad AimanNo ratings yet
- Building Services Module IIIDocument7 pagesBuilding Services Module IIIaloycekisingu910No ratings yet
- Build It YourselfDocument6 pagesBuild It YourselfBooksNo ratings yet
- I. Eletrical Tools A. ScrewdriversDocument7 pagesI. Eletrical Tools A. ScrewdriversAnthropophobe NyctophileNo ratings yet
- Blitzpro's Step by Step Guide To Installing The Waterproof 2 Pin Connector Without The Use of Special Crimper ToolsDocument15 pagesBlitzpro's Step by Step Guide To Installing The Waterproof 2 Pin Connector Without The Use of Special Crimper Toolstypowah100% (1)
- ET173011 - Sevice Desinging Lab - 02Document8 pagesET173011 - Sevice Desinging Lab - 02TanimunNo ratings yet
- Welding ReportDocument13 pagesWelding ReportNordiana Idris0% (1)
- Final Work Shop Practice IDocument36 pagesFinal Work Shop Practice IAbrhaNo ratings yet
- Solar Power PlantDocument22 pagesSolar Power PlantAbrhaNo ratings yet
- Electrical Workshop Practice I: Chapter One 1.1 General Electrical SafetyDocument21 pagesElectrical Workshop Practice I: Chapter One 1.1 General Electrical SafetyAbrhaNo ratings yet
- PP ProjectDocument23 pagesPP ProjectAbrhaNo ratings yet
- Collage of Engineering and TechnologyDocument25 pagesCollage of Engineering and TechnologyAbrhaNo ratings yet
- CH 6Document26 pagesCH 6AbrhaNo ratings yet
- CH 5Document35 pagesCH 5AbrhaNo ratings yet
- TractorDocument4 pagesTractorVanita BariayaNo ratings yet
- 6 Loads and Materials For Design of Trail BridgesDocument6 pages6 Loads and Materials For Design of Trail BridgesPramod RijalNo ratings yet
- Medium Voltage Terminations: Catalogue 2017Document24 pagesMedium Voltage Terminations: Catalogue 2017Ahmad SyaukaniNo ratings yet
- Data Sheet Kabel NYFGbY PDFDocument4 pagesData Sheet Kabel NYFGbY PDFTaufik RahmanNo ratings yet
- Electrical Rates of CSR Punjab PDFDocument85 pagesElectrical Rates of CSR Punjab PDFanushkabhardwaj50% (2)
- AmerSol SolarDocument16 pagesAmerSol SolarAHMED YOUSEFNo ratings yet
- 11 KV - BOM ICOG VCB Panel OUTDOOR - SchneiderDocument2 pages11 KV - BOM ICOG VCB Panel OUTDOOR - SchneiderNIRALI PRAJAPATINo ratings yet
- Astm A-817Document4 pagesAstm A-817mukeshNo ratings yet
- LED Power Driver 100W 24V 120-240VDocument6 pagesLED Power Driver 100W 24V 120-240VAlfredo CordovaNo ratings yet
- Bd. of Assessment Appeals v. MeralcoDocument6 pagesBd. of Assessment Appeals v. MeralcoCedric KhoNo ratings yet
- Data Sheet: Lightning and Surge Protection VPU I 1 N-PE 440V/50KADocument7 pagesData Sheet: Lightning and Surge Protection VPU I 1 N-PE 440V/50KAvladalucarDNo ratings yet
- Conduit Fill ChartDocument2 pagesConduit Fill Chartjaymi ybanezNo ratings yet
- Wire Rope InspectionDocument15 pagesWire Rope InspectionEdward McgowanNo ratings yet
- Industrial Crimp Quality HandbookDocument27 pagesIndustrial Crimp Quality Handbookvggalileo100% (1)
- IA, Armadillo 12 EIM 60Document36 pagesIA, Armadillo 12 EIM 60Harold Vernon MartinezNo ratings yet
- RIGGING SAFETY TrainingDocument43 pagesRIGGING SAFETY TrainingBG REDDYNo ratings yet
- Elcb & RCDDocument18 pagesElcb & RCDKhay SaadNo ratings yet
- Owner's Manual & Safety InstructionsDocument32 pagesOwner's Manual & Safety InstructionsReggieNo ratings yet
- Boq ElectricalDocument22 pagesBoq Electricaleng_hosNo ratings yet
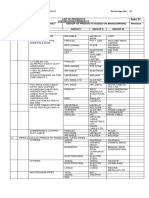
- S. No. Description Make Qty.: Client: Vensa Infrastructure Ltd. Project: Siddarth Nagar Project, UPDocument1 pageS. No. Description Make Qty.: Client: Vensa Infrastructure Ltd. Project: Siddarth Nagar Project, UPaayushNo ratings yet
- DME Unit 5 Springs PDFDocument51 pagesDME Unit 5 Springs PDFsachinroy8638No ratings yet
- Royu Wires Devices Price List March 2016Document6 pagesRoyu Wires Devices Price List March 2016AlrwinNo ratings yet
- FAS184N2A2 Specifications and Service ManualDocument21 pagesFAS184N2A2 Specifications and Service Manualalfredo de la hozNo ratings yet
- Maksimalno Dopustive Struje KabelaDocument12 pagesMaksimalno Dopustive Struje KabelaIvan MijićNo ratings yet
- Wire Rope Safe Working LoadDocument2 pagesWire Rope Safe Working LoadAnonymous rYZyQQot55No ratings yet
- Specification Reno Matress Mesh 8Document9 pagesSpecification Reno Matress Mesh 8Najid MohamedNo ratings yet
- F1667Document40 pagesF1667hdanyealNo ratings yet
- Sterling Minnie Mambo Plans and InstructionsDocument19 pagesSterling Minnie Mambo Plans and InstructionsNicholas MorganNo ratings yet
- EM Make ListDocument13 pagesEM Make ListVinay KumarNo ratings yet