Download as pdf or txt
You might also like
- Repair Manual MAN D2842LEDocument142 pagesRepair Manual MAN D2842LEMarin Dwf100% (3)
- 2009 Polaris Outlaw 450 525 Service Manual PDFDocument273 pages2009 Polaris Outlaw 450 525 Service Manual PDFariel tassile100% (1)
- Steam Driven Reciprocating Cargo Stripping PumpsDocument8 pagesSteam Driven Reciprocating Cargo Stripping PumpsAnkit BatraNo ratings yet
- Valve StudentDocument68 pagesValve StudentToni100% (1)
- Risk MatrixDocument27 pagesRisk Matrixwinhlaingoo100% (2)
- Opito Oco DiagramDocument21 pagesOpito Oco DiagramwinhlaingooNo ratings yet
- Marine Engineering KnowledgeDocument1,055 pagesMarine Engineering Knowledgesamanthalal100% (14)
- BP Crane OpsDocument63 pagesBP Crane OpsJack Tan100% (6)
- Tad572ve enDocument2 pagesTad572ve enPakito-sanNo ratings yet
- Honda Marine Outboard Bf115a Bf130a Owner ManualDocument130 pagesHonda Marine Outboard Bf115a Bf130a Owner ManualЯрослав БарновскийNo ratings yet
- Safety Realief Valve ManualDocument14 pagesSafety Realief Valve ManualFlo MarineNo ratings yet
- H4091 MM07.5 EgeDocument107 pagesH4091 MM07.5 EgeАндрей РознатовскийNo ratings yet
- General Twin Seal 06Document24 pagesGeneral Twin Seal 06Gk GaneshNo ratings yet
- Instruction Manual For 2way & 3way Cylinder Valve: Section TitleDocument10 pagesInstruction Manual For 2way & 3way Cylinder Valve: Section TitleFlo MarineNo ratings yet
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocument8 pagesSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNo ratings yet
- Control Valve Norriseal - Series2200 O&MDocument16 pagesControl Valve Norriseal - Series2200 O&MJairo AlonsoNo ratings yet
- Installation and Maintenance Manual For Aloyco Corrosion Resistant Alloy ValvesDocument23 pagesInstallation and Maintenance Manual For Aloyco Corrosion Resistant Alloy ValvesfaycealNo ratings yet
- Ewco Alves: NEWCO/OIC Cast Valve Operation & Maintenance ManualDocument22 pagesEwco Alves: NEWCO/OIC Cast Valve Operation & Maintenance ManualSebastian Jerez UrquietaNo ratings yet
- SV Pilot Crosby Type-93Document22 pagesSV Pilot Crosby Type-93MarcelocrossNo ratings yet
- Valvula DireccionDocument8 pagesValvula DireccionVictor Manuel Lozada ObessoNo ratings yet
- CV Valvulas Twin SealDocument20 pagesCV Valvulas Twin Sealprocesossictec100% (1)
- Yarway Blow Off Valves Operation ManualDocument4 pagesYarway Blow Off Valves Operation ManualLeoNo ratings yet
- Anupam Catalouge Check Valve SelectionDocument7 pagesAnupam Catalouge Check Valve Selectionsunil bajpaiNo ratings yet
- Iom Gen Truseal 1Document16 pagesIom Gen Truseal 1tsuoscaradrian100% (1)
- Pressure Reducing Valve: ModelDocument2 pagesPressure Reducing Valve: Modeljuliancardona77No ratings yet
- TDCV Om1 6Document18 pagesTDCV Om1 6Metropolitan IndustriesNo ratings yet
- Calibracion de Valvulas.Document3 pagesCalibracion de Valvulas.Enso RosalesNo ratings yet
- Agco 800-900 Is-V3117 Agcsb-0072-EnDocument5 pagesAgco 800-900 Is-V3117 Agcsb-0072-EnChirasak PaksasornNo ratings yet
- Transformer Pressure Relief Valve For Power TransformersDocument4 pagesTransformer Pressure Relief Valve For Power TransformersKizito Emmanuel KyeyuneNo ratings yet
- Procedimiento Suspencion 740Document6 pagesProcedimiento Suspencion 740Mauricio AlejandroNo ratings yet
- KTM Actuator CatalogueDocument12 pagesKTM Actuator CatalogueRahimNo ratings yet
- DLPM ManualDocument7 pagesDLPM ManualTONNo ratings yet
- Deltech Controls, L.L.C.: Delval Flow Controls Private LimitedDocument8 pagesDeltech Controls, L.L.C.: Delval Flow Controls Private LimitedProcess Controls & ServicesNo ratings yet
- 50B-4KG1/2050B-4KG1: Pressure Relief ValveDocument2 pages50B-4KG1/2050B-4KG1: Pressure Relief ValveEduardo CastilloNo ratings yet
- Mode 4143: Differential Pressure ValveDocument2 pagesMode 4143: Differential Pressure Valvezinstr1No ratings yet
- "Dual Plate Check Valve PDFDocument16 pages"Dual Plate Check Valve PDFMohaab NasrNo ratings yet
- Manual Angle Stop Valve EA: Ausgabe: 05/2007Document3 pagesManual Angle Stop Valve EA: Ausgabe: 05/2007Behnam AshouriNo ratings yet
- Flush Bottom Valve Installation-Maintenance-Manual PDFDocument12 pagesFlush Bottom Valve Installation-Maintenance-Manual PDFtuscan23No ratings yet
- Service Bulletin Trucks: Compression Brake Control ValveDocument6 pagesService Bulletin Trucks: Compression Brake Control ValveCristhian Samuel Yacila OrdinolaNo ratings yet
- Joucomatic Repair KitsDocument4 pagesJoucomatic Repair KitsJohn MaguireNo ratings yet
- Butterfly ValvesDocument22 pagesButterfly ValvesadityalhNo ratings yet
- Operation and Maintenance ManualDocument14 pagesOperation and Maintenance ManualmehtahemalNo ratings yet
- Globe Angle Valve Series - 5000Document25 pagesGlobe Angle Valve Series - 5000demblavalvesltd1989No ratings yet
- Avk Gate Valves PDFDocument9 pagesAvk Gate Valves PDFDanielNo ratings yet
- Sluice ValveDocument14 pagesSluice ValverajkumarNo ratings yet
- HPM ManualDocument14 pagesHPM ManualTONNo ratings yet
- Form-010-M SCV Instruction Operation Manual Rev 02Document5 pagesForm-010-M SCV Instruction Operation Manual Rev 02Chaerul AnwarNo ratings yet
- NLPM ManualDocument7 pagesNLPM ManualTONNo ratings yet
- Wilkins 70 Pressure Reducing ValveDocument2 pagesWilkins 70 Pressure Reducing ValveStevieB5252No ratings yet
- Valves Used in Pipelines: Valve Specification Siemens Energy Gas Turbine Inlet FiltersDocument13 pagesValves Used in Pipelines: Valve Specification Siemens Energy Gas Turbine Inlet Filtersravikumar_jamiNo ratings yet
- Manual Mantenimiento Cuadradas Rev.1Document10 pagesManual Mantenimiento Cuadradas Rev.1pelaeztemplarioNo ratings yet
- Operator'S Manual: Bop Control System With Air Remote ControlDocument12 pagesOperator'S Manual: Bop Control System With Air Remote ControlagusNo ratings yet
- 3 WayDocument18 pages3 WayLeonardNo ratings yet
- Maintenance and RepairDocument4 pagesMaintenance and RepairNyoman RakaNo ratings yet
- N5001 CRL60Document2 pagesN5001 CRL60Cao LanNo ratings yet
- Valve Twin SealDocument28 pagesValve Twin SealVinay Korekar100% (1)
- Instruction Manual For Regulating Valve: Section TitleDocument4 pagesInstruction Manual For Regulating Valve: Section TitlewinhlaingooNo ratings yet
- 3.20 On-Off - 27000Document13 pages3.20 On-Off - 27000Cuong TranNo ratings yet
- Agco Serie 800 PDFDocument24 pagesAgco Serie 800 PDFJohnny VargasNo ratings yet
- Atmospheric Relief Valve ManualDocument12 pagesAtmospheric Relief Valve ManualTarun ChandraNo ratings yet
- Estrangulador SwacoDocument129 pagesEstrangulador SwacoKamilo Forero100% (5)
- Electromatic Relief Valve TYPE 1525 VX: Bharat Heavy Electricals Limited TiruchirapalliDocument31 pagesElectromatic Relief Valve TYPE 1525 VX: Bharat Heavy Electricals Limited TiruchirapalliDenkaNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- C.E On Preventing PollutionDocument3 pagesC.E On Preventing Pollutionwinhlaingoo100% (1)
- C.E On DrydockDocument3 pagesC.E On DrydockwinhlaingooNo ratings yet
- Newlightmyanmar 01 05 2022Document15 pagesNewlightmyanmar 01 05 2022winhlaingooNo ratings yet
- 29 Feb 22 GNLMDocument15 pages29 Feb 22 GNLMwinhlaingooNo ratings yet
- Five-Point Road Map of The State Administration CouncilDocument15 pagesFive-Point Road Map of The State Administration CouncilwinhlaingooNo ratings yet
- 5 - May - 22 - GNLM - Myanmar NewspaperDocument15 pages5 - May - 22 - GNLM - Myanmar NewspaperwinhlaingooNo ratings yet
- TC01 Temp Control ManaulDocument8 pagesTC01 Temp Control ManaulwinhlaingooNo ratings yet
- BGBC WE 662 15 CoiledTubingServicesDocument120 pagesBGBC WE 662 15 CoiledTubingServiceswinhlaingoo50% (2)
- 4 - May - 22 - GNLM - Myanmar NewspaperDocument15 pages4 - May - 22 - GNLM - Myanmar NewspaperwinhlaingooNo ratings yet
- Fleet360 Plant Services Solutions: Customer Success StoriesDocument13 pagesFleet360 Plant Services Solutions: Customer Success StorieswinhlaingooNo ratings yet
- H.1187 - Control Valve - FDDocument55 pagesH.1187 - Control Valve - FDwinhlaingooNo ratings yet
- Instruction Manual For Regulating Valve: Section TitleDocument4 pagesInstruction Manual For Regulating Valve: Section TitlewinhlaingooNo ratings yet
- OMC 80S Seires - Manual (Pneu. Controller)Document17 pagesOMC 80S Seires - Manual (Pneu. Controller)winhlaingooNo ratings yet
- Slip Ring DrawingDocument1 pageSlip Ring DrawingwinhlaingooNo ratings yet
- Technische Daten D 2840 LE 20x-Eng4Document1 pageTechnische Daten D 2840 LE 20x-Eng4Daniel GraterolNo ratings yet
- Hydraulic Fan Drive Systems - Design Guidelines - 520L0926 - Rev AB - March 2007Document48 pagesHydraulic Fan Drive Systems - Design Guidelines - 520L0926 - Rev AB - March 2007MHS teamNo ratings yet
- Ultimate Diesel Builders Guide - September 2015 USADocument132 pagesUltimate Diesel Builders Guide - September 2015 USAdapsiduNo ratings yet
- Manual Service Immergas Zeus SuperiorDocument32 pagesManual Service Immergas Zeus SuperiormariusvNo ratings yet
- 31 Wheel and TyreDocument9 pages31 Wheel and TyreEdinaldo GuimaraesNo ratings yet
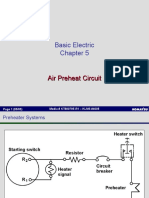
- Basic Electric: Air Preheat CircuitDocument25 pagesBasic Electric: Air Preheat Circuitmouhamed garraouiNo ratings yet
- SimplicityVibratingGrizzlyFeeder TEREXDocument2 pagesSimplicityVibratingGrizzlyFeeder TEREXNancy ParvinaNo ratings yet
- Mast Explorer Spare PartsDocument114 pagesMast Explorer Spare PartsPaul AbboudNo ratings yet
- MP20 / MP30: Optional 10" 2A Groove Pulley KitDocument2 pagesMP20 / MP30: Optional 10" 2A Groove Pulley KitDaniel Alejandro GuerreroNo ratings yet
- 3D Printing and Additive Manufacturing, Words - Menelik EshetuDocument13 pages3D Printing and Additive Manufacturing, Words - Menelik EshetuDanielNo ratings yet
- Energy Risk Management Hedging Strategies and Instruments For The International Energy MarketsDocument3 pagesEnergy Risk Management Hedging Strategies and Instruments For The International Energy MarketsHakula kumiNo ratings yet
- Business Compliance and Regulation Division News: PAGE: 01/04 JUNE 2022Document4 pagesBusiness Compliance and Regulation Division News: PAGE: 01/04 JUNE 2022raymond rizaNo ratings yet
- Cirrus Design SR22-1Document1 pageCirrus Design SR22-1Jonatan BernalNo ratings yet
- Ud Quester First GenDocument17 pagesUd Quester First GenSitichoke SemamonNo ratings yet
- Bugatti Chiron Breaking New Dimensions PDFDocument1 pageBugatti Chiron Breaking New Dimensions PDFSweaty AgentNo ratings yet
- V8 Liners Fitting InstDocument1 pageV8 Liners Fitting Insttgh071No ratings yet
- PLC - Automation and Sensor PDFDocument20 pagesPLC - Automation and Sensor PDFsudhir raiNo ratings yet
- Weighbridge Operators - (X4) Position DescriptionDocument2 pagesWeighbridge Operators - (X4) Position DescriptionagreykatoNo ratings yet
- Axial Piston Fixed Diplacement Pump A2FO: RE 91 401/07.05 1/24 Replaces: 09.04Document24 pagesAxial Piston Fixed Diplacement Pump A2FO: RE 91 401/07.05 1/24 Replaces: 09.04Александр БулдыгинNo ratings yet
- Actuator Selection and Sizing For Valves: October 2019Document9 pagesActuator Selection and Sizing For Valves: October 2019iJordanScribdNo ratings yet
- FMX 04 WDocument2 pagesFMX 04 WFabian RodriguezNo ratings yet
- Land Rover Discovery SportDocument18 pagesLand Rover Discovery Sportnorbertvitz111No ratings yet
- Kubota Tractor B20 Loader Backhoe BT650 BT750 Operators ManualDocument32 pagesKubota Tractor B20 Loader Backhoe BT650 BT750 Operators ManualBob SeveranceNo ratings yet
- Electric Built-In Ovens: ModelDocument10 pagesElectric Built-In Ovens: ModelScribd thegyde comNo ratings yet
- Fire Pump Diesel Engine CatalogueDocument3 pagesFire Pump Diesel Engine CatalogueAnoir AkkariNo ratings yet