Download as pdf or txt
You might also like
- Design Phase Commissioning HandbookDocument1 pageDesign Phase Commissioning HandbookHerberth SilitongaNo ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- Study On The Thermodynamics Performance of Industrial BoilerDocument26 pagesStudy On The Thermodynamics Performance of Industrial BoilerKimeli KiptanuiNo ratings yet
- Bic PolicyDocument12 pagesBic PolicyRose JeffriesNo ratings yet
- TransmissionGuideBrochure RRSL0001 0218 LRDocument29 pagesTransmissionGuideBrochure RRSL0001 0218 LROrlando RojasNo ratings yet
- Comparison Between SingleDocument14 pagesComparison Between Singlesevero97No ratings yet
- Comparison Between Single&multi Shaft Turbine PDFDocument12 pagesComparison Between Single&multi Shaft Turbine PDFcobrasrk100% (1)
- Advanced Gas Turbine Cycles For Power GenerationDocument10 pagesAdvanced Gas Turbine Cycles For Power GenerationRenzo Alexander RestrepoNo ratings yet
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDocument9 pagesUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNo ratings yet
- ASME90 GT 335 BollandDocument9 pagesASME90 GT 335 Bollandank_mehraNo ratings yet
- Other Vapor Cycle Aspects: Working Fluid CharacteristicsDocument2 pagesOther Vapor Cycle Aspects: Working Fluid CharacteristicsDEe VelocityNo ratings yet
- Revamping Ammonia ConverterDocument5 pagesRevamping Ammonia ConverterHsein WangNo ratings yet
- Gas Extraction System in Kawerau Geothermal Power PlantDocument5 pagesGas Extraction System in Kawerau Geothermal Power PlantdickyNo ratings yet
- Recovering Heat When Generating PowerDocument8 pagesRecovering Heat When Generating Poweraliscribd46No ratings yet
- Trends in Packaged Boiler Design PDFDocument10 pagesTrends in Packaged Boiler Design PDFpertspyNo ratings yet
- HRSG Basics PDFDocument14 pagesHRSG Basics PDFNimeshNo ratings yet
- Design of 750 MW Combined Cycle Power Plant: System Design and ConfigurationDocument21 pagesDesign of 750 MW Combined Cycle Power Plant: System Design and ConfigurationAdrian BundalianNo ratings yet
- 1971652Document15 pages1971652Jay MishraNo ratings yet
- Analysis of A Combined Regenerative and Reheat Gas Turbine CycleDocument8 pagesAnalysis of A Combined Regenerative and Reheat Gas Turbine Cyclehumzafarrukh7No ratings yet
- Integration of Steam Injection and Inlet Air Cooling For A Gas Turbine Generation SystemDocument12 pagesIntegration of Steam Injection and Inlet Air Cooling For A Gas Turbine Generation Systemherysyam1980No ratings yet
- Classification of Gas Turbine Power PlantDocument7 pagesClassification of Gas Turbine Power PlantPK100% (2)
- ARPNpaperDocument13 pagesARPNpaperIan B. YtomNo ratings yet
- Air FanDocument6 pagesAir FanDevi PurnamasariNo ratings yet
- Enhancement Method'S On Boiler EfficiencyDocument16 pagesEnhancement Method'S On Boiler Efficiencysidan magnaNo ratings yet
- SPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon DioxideDocument7 pagesSPE-197965-MS Transforming Waste Heat To Electric Power in Oil and Gas Compression Systems Using Supercritical Carbon Dioxide叶芊No ratings yet
- Boiler - Fouling and EfficiencyDocument11 pagesBoiler - Fouling and EfficiencyUdhayakumar VenkataramanNo ratings yet
- Thermoeconomic Evaluation of Combined Cycle Cogeneration Systems - MakaleDocument8 pagesThermoeconomic Evaluation of Combined Cycle Cogeneration Systems - Makaley_durNo ratings yet
- M2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiDocument32 pagesM2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiAkshat RawatNo ratings yet
- Heat Recovery From Tail Gas IncinerationDocument14 pagesHeat Recovery From Tail Gas IncinerationcanscotNo ratings yet
- Improvement in Efficiency of Air Preheater in Boiler Tps-1 ExpansionDocument7 pagesImprovement in Efficiency of Air Preheater in Boiler Tps-1 Expansionحمودي معزNo ratings yet
- Condensate Oxygen Control in A Combined Cycle SystemDocument8 pagesCondensate Oxygen Control in A Combined Cycle SystemghezelasheghiNo ratings yet
- Choudhari Et Al. (2012) - Distilation Optimization by Vapor RecompressionDocument7 pagesChoudhari Et Al. (2012) - Distilation Optimization by Vapor Recompressionvazzoleralex6884No ratings yet
- Steam Turbinea NalysisDocument10 pagesSteam Turbinea NalysiswasayNo ratings yet
- Applied Thermal WngineeringDocument31 pagesApplied Thermal WngineeringrobinNo ratings yet
- AIAA-2000-2901: Aircraft Engines'Document8 pagesAIAA-2000-2901: Aircraft Engines'Setare3No ratings yet
- Cog en Era Ti OnDocument12 pagesCog en Era Ti OnMayank DubeyNo ratings yet
- BR 1899Document20 pagesBR 1899vb_pol@yahooNo ratings yet
- Gas Turbine Performance EnhancementsDocument14 pagesGas Turbine Performance Enhancementsmahmouddiaa554No ratings yet
- Performance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat RecuperationDocument6 pagesPerformance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat Recuperationwgxiang100% (5)
- Economic Implementation of The Organic Rankine Cycle in Industry PDFDocument11 pagesEconomic Implementation of The Organic Rankine Cycle in Industry PDFKendra TerryNo ratings yet
- Steam Injected Gas TurbineDocument22 pagesSteam Injected Gas TurbineSRINIVASAN TNo ratings yet
- Barta - Et - Al - 2018 - Experimental Analysis and Design Improvements On Combined Viper Expansion Work Recovery Turbine and Flow Phase Separation Device in R410ADocument10 pagesBarta - Et - Al - 2018 - Experimental Analysis and Design Improvements On Combined Viper Expansion Work Recovery Turbine and Flow Phase Separation Device in R410AAmmarNo ratings yet
- Efficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerDocument5 pagesEfficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerijsretNo ratings yet
- Sdarticle 1Document8 pagesSdarticle 1Ravikiran TatavarthyNo ratings yet
- CHAPTER III IV and VDocument84 pagesCHAPTER III IV and VJohn Louie Pimentel0% (1)
- V004t11a010 88 GT 142Document7 pagesV004t11a010 88 GT 142MahsaNo ratings yet
- Advanced Systems in Combined Cycle PlantsDocument62 pagesAdvanced Systems in Combined Cycle Plantsclaudia_baca_3100% (1)
- Operation of Reheat Steam Temperature Control Concept in Sub Critical Boiler: Operational Review Practices and MethodologyDocument6 pagesOperation of Reheat Steam Temperature Control Concept in Sub Critical Boiler: Operational Review Practices and MethodologyNuraini Abdul AzizNo ratings yet
- Ijiset V2 I10 37Document12 pagesIjiset V2 I10 37Ram HingeNo ratings yet
- Chapter 1 - Introduction - Pages 1 To 45Document45 pagesChapter 1 - Introduction - Pages 1 To 45Carlos AraujoNo ratings yet
- Fuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionDocument6 pagesFuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionДимитър СлавовNo ratings yet
- 吴宇峰 Thermodynamics PaperDocument10 pages吴宇峰 Thermodynamics PaperPalmNo ratings yet
- The Efficiency Analysis of Different Combined Cycle Power Plants Based On The Impact of Selected ParametersDocument10 pagesThe Efficiency Analysis of Different Combined Cycle Power Plants Based On The Impact of Selected ParametersAntun LukićNo ratings yet
- Where The HRSG Is Used: Efficiency Reducing Fuel ExpensesDocument6 pagesWhere The HRSG Is Used: Efficiency Reducing Fuel ExpensesWidya KlaraNo ratings yet
- O 040894100Document7 pagesO 040894100IJERDNo ratings yet
- Technologies For High Performance and Reliability of Geothermal Power PlantDocument4 pagesTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4No ratings yet
- REFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0Document8 pagesREFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0David PierreNo ratings yet
- 226 Eddystone Station UnitDocument24 pages226 Eddystone Station UnitsbktceNo ratings yet
- Heat-Recovery Steam Generators: Understand The BasicsDocument1 pageHeat-Recovery Steam Generators: Understand The BasicsMuthu Srinivasan Muthu SelvamNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Autodesk Inventor Series 9 Whats NewDocument2 pagesAutodesk Inventor Series 9 Whats NewHerberth SilitongaNo ratings yet
- SSV40 SSV48Document3 pagesSSV40 SSV48Herberth SilitongaNo ratings yet
- MSC - Visualnastran For Windows: Heat TransferDocument2 pagesMSC - Visualnastran For Windows: Heat TransferHerberth SilitongaNo ratings yet
- Exeter Chess Club: Rules For AttackDocument1 pageExeter Chess Club: Rules For AttackHerberth SilitongaNo ratings yet
- Ball Valve 14" GLTDocument2 pagesBall Valve 14" GLTHerberth SilitongaNo ratings yet
- Exeter Chess Club: Bishops: Good, Bad and Both.: Dr. DaveDocument11 pagesExeter Chess Club: Bishops: Good, Bad and Both.: Dr. DaveHerberth Silitonga100% (1)
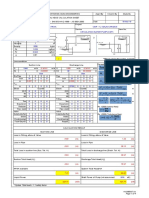
- Total Head Calculation 4Document4 pagesTotal Head Calculation 4Herberth Silitonga67% (3)
- Scoring Criteria For Convention of Lead & Lag Indicator MGMDocument1 pageScoring Criteria For Convention of Lead & Lag Indicator MGMHerberth SilitongaNo ratings yet
- 2013091ew8 GS Group Rev 2Document2 pages2013091ew8 GS Group Rev 2Herberth SilitongaNo ratings yet
- Scoring Rule Rev 1Document1 pageScoring Rule Rev 1Herberth SilitongaNo ratings yet
- (Add 1) Ej-Wh-007Document1 page(Add 1) Ej-Wh-007Herberth SilitongaNo ratings yet
- Codes For Vessels/Heat ExchangersDocument23 pagesCodes For Vessels/Heat ExchangersHerberth SilitongaNo ratings yet
- Automatic Transaxle System (A5SR1A5SR12)Document134 pagesAutomatic Transaxle System (A5SR1A5SR12)Wilson Aldana SuarezNo ratings yet
- Mini ProjectDocument13 pagesMini ProjectJathinNo ratings yet
- Tda 8505Document27 pagesTda 8505Miszcsi MiszcsiNo ratings yet
- Maintenance & RepairDocument26 pagesMaintenance & RepairGrid Lock100% (1)
- Artificial Intelligence and Expert Systems: ITEC 1010 Information and OrganizationsDocument23 pagesArtificial Intelligence and Expert Systems: ITEC 1010 Information and OrganizationsParth MehtaNo ratings yet
- What Is A Generator Control Panel? - ADE PowerDocument1 pageWhat Is A Generator Control Panel? - ADE PowerAnd jazNo ratings yet
- 3 - Tier ArchitectureDocument36 pages3 - Tier ArchitectureSanjeev SarmaNo ratings yet
- Phase2ers ListDocument4 pagesPhase2ers Listabalos larryNo ratings yet
- Master Thesis - Andre ConceicaoDocument109 pagesMaster Thesis - Andre ConceicaothendyNo ratings yet
- Microsoft SQL Database Analytics PaperDocument18 pagesMicrosoft SQL Database Analytics Paperaustinfru7No ratings yet
- Ux09 400 PDFDocument58 pagesUx09 400 PDFjashkishoreNo ratings yet
- Product Innovations: DurometersDocument2 pagesProduct Innovations: DurometersZeppelynAdrNo ratings yet
- Chapter 1 ThesisDocument16 pagesChapter 1 ThesisAhsan Ali Ahsan AliNo ratings yet
- JSTA - Job Safety Task AssessmentDocument3 pagesJSTA - Job Safety Task AssessmentRyan GouwsNo ratings yet
- Trans - Command-Line Translator Using Google Translate, Bing Translator, Yandex - Translate, Etc. - Translate-Shell Commands - Man Pages - ManKierDocument9 pagesTrans - Command-Line Translator Using Google Translate, Bing Translator, Yandex - Translate, Etc. - Translate-Shell Commands - Man Pages - ManKierMuryllo Siqueyros Lupus SanteNo ratings yet
- Axelspace: Coding Assignment For: Embedded Systems Software EngineerDocument4 pagesAxelspace: Coding Assignment For: Embedded Systems Software EngineerkennethNo ratings yet
- Omninas KD20 - QSG - V2.0Document2 pagesOmninas KD20 - QSG - V2.0vagdesignNo ratings yet
- JP Clean Agent System Components FinalDocument4 pagesJP Clean Agent System Components FinalFarach KholidaziyahNo ratings yet
- 18-08-Todoist Setup GuideDocument14 pages18-08-Todoist Setup GuideNickNo ratings yet
- Ship Departure Checklist For Engine DepartmentDocument23 pagesShip Departure Checklist For Engine Departmentshin deiru100% (1)
- M-Log V3: Modular Data Logger For Fleet ManagementDocument3 pagesM-Log V3: Modular Data Logger For Fleet ManagementSamara Casey MagsanocNo ratings yet
- Outline PhotographyDocument3 pagesOutline PhotographySara MartínNo ratings yet
- Vehicle Counting For Traffic Management Using Opencv and PythonDocument8 pagesVehicle Counting For Traffic Management Using Opencv and PythonKalyani DarapaneniNo ratings yet
- For Machine Vision, Industrial Inspection and Biomedical SystemsDocument2 pagesFor Machine Vision, Industrial Inspection and Biomedical SystemsAndrei VasileNo ratings yet
- Tpmc-8X: Isysâ 8.4" Wifi TouchpanelDocument7 pagesTpmc-8X: Isysâ 8.4" Wifi TouchpanelHira SinghNo ratings yet
- Zenlayer IP Advertisement For SerpongDocument4 pagesZenlayer IP Advertisement For SerpongAlthof HAFIZNo ratings yet
- ISO 27011 Information Security ChecklistDocument4 pagesISO 27011 Information Security ChecklistAnis GharbiNo ratings yet
- Broch Siei-Areg Overview en LowDocument28 pagesBroch Siei-Areg Overview en Lowa_salehiNo ratings yet