Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Materials Today: Proceedings: R. Girimurugan, Pon - Maheskumar, Gyanaranjan Sahoo, A. Sivalingam, S. MayakannanDocument6 pagesMaterials Today: Proceedings: R. Girimurugan, Pon - Maheskumar, Gyanaranjan Sahoo, A. Sivalingam, S. MayakannanraulNo ratings yet
- Composites Part B: N. Kaya, M. Atagur, O. Akyuz, Y. Seki, M. Sarikanat, M. Sutcu, M.O. Seydibeyoglu, K. SeverDocument7 pagesComposites Part B: N. Kaya, M. Atagur, O. Akyuz, Y. Seki, M. Sarikanat, M. Sutcu, M.O. Seydibeyoglu, K. SeverraulNo ratings yet
- Materials Today: ProceedingsDocument5 pagesMaterials Today: ProceedingsraulNo ratings yet
- Polymer: Takumitsu Kida, Masayuki YamaguchiDocument9 pagesPolymer: Takumitsu Kida, Masayuki YamaguchiraulNo ratings yet
- Journal Pre-Proof: Journal of Molecular StructureDocument21 pagesJournal Pre-Proof: Journal of Molecular StructureraulNo ratings yet
- Módulo 1 1.1 ColoidesDocument22 pagesMódulo 1 1.1 ColoidesraulNo ratings yet
- Hangers & SupportsDocument10 pagesHangers & SupportsAnonymous NR3qZ30No ratings yet
- Ultrasonic WeldingDocument2 pagesUltrasonic WeldingIca LarissaNo ratings yet
- Chapter 9 Plumbing CodeDocument15 pagesChapter 9 Plumbing CodeHansel Tayong100% (1)
- 07545-Foam RoofingDocument4 pages07545-Foam RoofingEfz EfzNo ratings yet
- 04 Steam TrapsDocument8 pages04 Steam TrapsJoshua Balaram RaoNo ratings yet
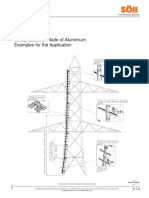
- Examples of ApplicationDocument12 pagesExamples of ApplicationIbrahim SahinNo ratings yet
- Ibratech: Nozzle Pipe Is Having SCH 80 Thickness & Thickness of Weld Overlay of Monel Is 5 MMDocument2 pagesIbratech: Nozzle Pipe Is Having SCH 80 Thickness & Thickness of Weld Overlay of Monel Is 5 MMInfoNo ratings yet
- Catalog Series 210 Hung Diaphragm Asco Emea Ap en 5084892Document3 pagesCatalog Series 210 Hung Diaphragm Asco Emea Ap en 5084892raobenNo ratings yet
- (Ye-Tm) Thread Mills PDFDocument12 pages(Ye-Tm) Thread Mills PDFdavidNo ratings yet
- Wood Packer Sample Inspection ReportDocument1 pageWood Packer Sample Inspection Reportmanjunath RNo ratings yet
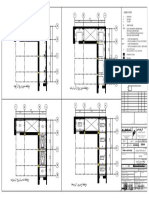
- ADD - STRUCURAL-ModelDocument1 pageADD - STRUCURAL-ModelOmar YassenNo ratings yet
- Legacy of Leadership: Amreli SteelsDocument2 pagesLegacy of Leadership: Amreli Steelsqel geiNo ratings yet
- 2º Parcial: Choque Chuquimia Pablo: Mecanica Industrial: Ingles Tecnico II INT-200: Lic. Hernan PrietoDocument5 pages2º Parcial: Choque Chuquimia Pablo: Mecanica Industrial: Ingles Tecnico II INT-200: Lic. Hernan PrietoLuis Chino SarsuriNo ratings yet
- Purchase Order: Vilas Javdekar Eco Developers Private LimitedDocument2 pagesPurchase Order: Vilas Javdekar Eco Developers Private LimitedShrinivas HansanpalliNo ratings yet
- Fisa Tehnica Ancore Mecanice Cu InelDocument3 pagesFisa Tehnica Ancore Mecanice Cu InelCristian RezNo ratings yet
- List of Construction Trades - WikipediaDocument2 pagesList of Construction Trades - Wikipediabdromeira100% (1)
- Road Building MaterialsDocument8 pagesRoad Building MaterialsKalim AhmadNo ratings yet
- Cable Gland: Type VBL 453 FlameproofDocument2 pagesCable Gland: Type VBL 453 FlameproofLucas ElliottNo ratings yet
- Mps-Hsaw Qa Awwa 001Document9 pagesMps-Hsaw Qa Awwa 001Armando BiringkanaeNo ratings yet
- Pressure Loss in Schedule 40 Steel PipesDocument11 pagesPressure Loss in Schedule 40 Steel PipesAnonymous qrSsYuxyoYNo ratings yet
- Bill of Material SBTDocument25 pagesBill of Material SBTcesar coronadoNo ratings yet
- OS1401 Alm GFB WDDocument12 pagesOS1401 Alm GFB WDBogdan BvbNo ratings yet
- STI SP001 - SP031 Repairs 5th Edition GuidelinesDocument33 pagesSTI SP001 - SP031 Repairs 5th Edition GuidelinesJade Geronimo80% (5)
- Fan Coil Units (DX-COIL With Heat Pump) : High WallDocument9 pagesFan Coil Units (DX-COIL With Heat Pump) : High WallSTANDARD EDUCATION ACADEMY M.E.P CENTERNo ratings yet
- AluCo-Wood Profiles & AccessoriesDocument4 pagesAluCo-Wood Profiles & AccessoriesAlif AliffahNo ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument13 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip Processmarjan banooNo ratings yet
- OCCDC Reference Guide V31 PDFDocument32 pagesOCCDC Reference Guide V31 PDFx620No ratings yet
- Block Works & Plastering DraftDocument4 pagesBlock Works & Plastering DraftEljo AndsNo ratings yet
- Gas Well Casing and Tubing Data PDFDocument2 pagesGas Well Casing and Tubing Data PDFAlexandru AndreiNo ratings yet
- 700 Series Rubber Seated Butterfly Valves: Features and BenefitsDocument2 pages700 Series Rubber Seated Butterfly Valves: Features and BenefitsqcselvaNo ratings yet