
The Simulated Moving Bed Chemical Reactor: (Received 9 May Acceptedfor Publication 5 October 1994) Abstrati-A
The Simulated Moving Bed Chemical Reactor: (Received 9 May Acceptedfor Publication 5 October 1994) Abstrati-A
You might also like
- Reactor Design IIDocument68 pagesReactor Design IIKORAMA KIEN0% (1)
- RK Mathias 1983Document7 pagesRK Mathias 1983Néia CostaNo ratings yet
- Agriculture Department Group SIM Numbers-BSNLDocument34 pagesAgriculture Department Group SIM Numbers-BSNLchirag sabhaya100% (1)
- Warman SRH Pump InfoDocument4 pagesWarman SRH Pump InfoCarlos DiazNo ratings yet
- Sample Problem #17Document10 pagesSample Problem #17Dozdi100% (10)
- Bercic-1993-Catalytic Dehydration of MethanolDocument7 pagesBercic-1993-Catalytic Dehydration of MethanolIonut BanuNo ratings yet
- CREII-Module-3 - Lecture 13 PDFDocument27 pagesCREII-Module-3 - Lecture 13 PDFshubhamNo ratings yet
- Safe Design and Operation of Fluidized-Bed Reactors: Choice Between Reactor ModelsDocument22 pagesSafe Design and Operation of Fluidized-Bed Reactors: Choice Between Reactor ModelsKarenRosioMoreiraCruzNo ratings yet
- Development and Verification of A Simulation Model Fo - 1992 - The Chemical EngiDocument13 pagesDevelopment and Verification of A Simulation Model Fo - 1992 - The Chemical EngiRaneem YameenNo ratings yet
- Soal Chapter 21Document5 pagesSoal Chapter 2121-096 Kharisma Theresia Adelina ButarButarNo ratings yet
- Differential Reactor. We Have A Differential Flow Reactor When We Choose ToDocument8 pagesDifferential Reactor. We Have A Differential Flow Reactor When We Choose ToIloan ManaluNo ratings yet
- Hukkanen 2013Document10 pagesHukkanen 2013adelendatti1No ratings yet
- The MICROREACTOR A Systematic and Efficient ToolDocument7 pagesThe MICROREACTOR A Systematic and Efficient Tooljulianque81574No ratings yet
- Catalytic Dehydration of Methanol To DimDocument8 pagesCatalytic Dehydration of Methanol To DimNorma JenarezNo ratings yet
- Reaction Kinetics and Reactive Distillation On The Transfer of Kinetic Data From A Batch Reactor To A Trickle-Bed ReactorDocument4 pagesReaction Kinetics and Reactive Distillation On The Transfer of Kinetic Data From A Batch Reactor To A Trickle-Bed ReactorAndrew TanNo ratings yet
- Emailing 1-S2.0-S0009250901002603-Main PDFDocument7 pagesEmailing 1-S2.0-S0009250901002603-Main PDFDiegoNo ratings yet
- Chemical Reactor Stability and SensitivityDocument9 pagesChemical Reactor Stability and Sensitivityturki aljowderNo ratings yet
- Catalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationDocument8 pagesCatalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationLuiz Rodrigo AssisNo ratings yet
- 1 s2.0 0009250977850069 MainDocument20 pages1 s2.0 0009250977850069 MainSil Franciley QuaresmaNo ratings yet
- 0009 2509 (92) 85146 3Document12 pages0009 2509 (92) 85146 3Habiba JamilNo ratings yet
- Ebullated Bed Reactor Modeling For Residue Conversion PDFDocument9 pagesEbullated Bed Reactor Modeling For Residue Conversion PDFMohmmed Abdullah Sanam100% (1)
- Lecture 20: The Fixed Bed Catalytic Reactor: RXN RXNDocument10 pagesLecture 20: The Fixed Bed Catalytic Reactor: RXN RXNreddi ramuNo ratings yet
- Lab 1 - CSTRDocument22 pagesLab 1 - CSTRnur athilahNo ratings yet
- Stopped-Flow Calorimeter For Biochemical Applications: ReagentsDocument6 pagesStopped-Flow Calorimeter For Biochemical Applications: ReagentsShajahan ShagulNo ratings yet
- The Modeling of Chemical Reactors Chapter 7Document17 pagesThe Modeling of Chemical Reactors Chapter 7ManoakiNo ratings yet
- Adiabatic FBR DesignDocument10 pagesAdiabatic FBR DesignRana UzairNo ratings yet
- Three Phase Reactor Model Pilot TrickleDocument11 pagesThree Phase Reactor Model Pilot TrickleThế vũ Đặng vănNo ratings yet
- 0009 2509 (79) 85106 4Document12 pages0009 2509 (79) 85106 4MoisésSenaNo ratings yet
- 0009 25092985122 RDocument10 pages0009 25092985122 RSabi BORDJIHANENo ratings yet
- Estudio Cinético 4Document11 pagesEstudio Cinético 4Daniel NaviaNo ratings yet
- Reactor Design II PDFDocument66 pagesReactor Design II PDFزينب عباس صيهود شيحانNo ratings yet
- Azimuthal Instabilities in Annular Combustion ChambersDocument11 pagesAzimuthal Instabilities in Annular Combustion ChambersLarry SmithNo ratings yet
- Lober A 2008Document7 pagesLober A 2008Sebastián Zúñiga RojasNo ratings yet
- Experimental Methods in Catalytic KineticsDocument13 pagesExperimental Methods in Catalytic Kineticsmarcos carrilloNo ratings yet
- Batch and Semibatch Reactor Performance For An Exothermic ReactionDocument8 pagesBatch and Semibatch Reactor Performance For An Exothermic ReactionPablo Solano Jr.No ratings yet
- Experimental Study of A Bistable ContinuousDocument6 pagesExperimental Study of A Bistable ContinuousGiorgia F. CortinovisNo ratings yet
- Figure 1. Schematic Diagram of A Plug Flow ReactorDocument1 pageFigure 1. Schematic Diagram of A Plug Flow ReactorCesarah CabungcalNo ratings yet
- Dynamic Models For Start-Up Operations of Batch Distillation Columns With Experimental ValidationDocument13 pagesDynamic Models For Start-Up Operations of Batch Distillation Columns With Experimental ValidationabdulqaderNo ratings yet
- Determination of Binary Gas Diffusion Coefficients in SPH - 1988 - MathematicalDocument5 pagesDetermination of Binary Gas Diffusion Coefficients in SPH - 1988 - MathematicaldarshanNo ratings yet
- Modelling of A Fixed-Bed Water-Gas Shift Reactor: 1. Steady-State Model VerificationDocument10 pagesModelling of A Fixed-Bed Water-Gas Shift Reactor: 1. Steady-State Model VerificationFalcon WingNo ratings yet
- Modelling and Dynamics of An Extractive Distillation ColumnDocument10 pagesModelling and Dynamics of An Extractive Distillation Columnsalvatore raffaNo ratings yet
- The Dynamic Behavior of Continuous Solution Polymerization Reactors - Vii. Experimental Study of A Copolymerization ReactorDocument22 pagesThe Dynamic Behavior of Continuous Solution Polymerization Reactors - Vii. Experimental Study of A Copolymerization ReactoraarothermelNo ratings yet
- Membrane Reactors For Catalytic Series and Series-Parallel ReactionsDocument10 pagesMembrane Reactors For Catalytic Series and Series-Parallel ReactionsrukwavuNo ratings yet
- CFD Analysis On Residence TimeDocument7 pagesCFD Analysis On Residence TimeKahwai WongNo ratings yet
- 0009 2509 (72) 87005 2Document13 pages0009 2509 (72) 87005 2MoisésSenaNo ratings yet
- Dynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsDocument11 pagesDynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsJean Pierre León BravoNo ratings yet
- VarelaDocument6 pagesVarelaRuturaj ChauhanNo ratings yet
- Nicholson ShainDocument18 pagesNicholson ShainFrancisco SalgadoNo ratings yet
- Wert Er Terp 1984Document10 pagesWert Er Terp 1984Bayu SamudraNo ratings yet
- 1 s2.0 089571778990335X MainDocument12 pages1 s2.0 089571778990335X MainAbed BelaliaNo ratings yet
- Analysis of Simulated Moving Bed Reactors-Cristino MiglioriniDocument6 pagesAnalysis of Simulated Moving Bed Reactors-Cristino MiglioriniShaikh RazzakNo ratings yet
- CRE - II Unit 2 First PartDocument16 pagesCRE - II Unit 2 First PartTomble BravoNo ratings yet
- Dynamic Modelling of Mass Transfer Pheno PDFDocument10 pagesDynamic Modelling of Mass Transfer Pheno PDFTysir SarhanNo ratings yet
- AR - Part IIDocument18 pagesAR - Part IIDeepshikhaSinghNo ratings yet
- Optimal Jacketed Tubular Reactor Operation ClassicDocument7 pagesOptimal Jacketed Tubular Reactor Operation ClassicMohamed MaherNo ratings yet
- Unit Entropy Available Unavailable Energy: StructureDocument25 pagesUnit Entropy Available Unavailable Energy: StructureAkshay KumarNo ratings yet
- Soran University Faculty of Engineering Department of Chemical EngineeringDocument11 pagesSoran University Faculty of Engineering Department of Chemical EngineeringAram Nasih MuhammadNo ratings yet
- Steam-Methane Reformer Kinetic Computer Model With HeatDocument9 pagesSteam-Methane Reformer Kinetic Computer Model With HeatfabioruggeriNo ratings yet
- Cre - 1Document10 pagesCre - 1dhavalNo ratings yet
- B7a6 PDFDocument6 pagesB7a6 PDFVishal GoswamiNo ratings yet
- Nodal Methods For Three-Dimensional Simulators: (Received JulyDocument23 pagesNodal Methods For Three-Dimensional Simulators: (Received JulyTopan SetiadipuraNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Theory and Applications of the Empirical Valence Bond Approach: From Physical Chemistry to Chemical BiologyFrom EverandTheory and Applications of the Empirical Valence Bond Approach: From Physical Chemistry to Chemical BiologyFernanda DuarteNo ratings yet
- Separation Science: To Cite This Article: A. Kiásek (1968) A New Method of Purification of Raw Mixtures ofDocument7 pagesSeparation Science: To Cite This Article: A. Kiásek (1968) A New Method of Purification of Raw Mixtures ofchirag sabhayaNo ratings yet
- Research Journal of Pharmaceutical, Biological and Chemical SciencesDocument7 pagesResearch Journal of Pharmaceutical, Biological and Chemical Scienceschirag sabhayaNo ratings yet
- Assessment of Nutrient Composition and Capsaicinoid Content of Some Red ChiliesDocument4 pagesAssessment of Nutrient Composition and Capsaicinoid Content of Some Red Chilieschirag sabhayaNo ratings yet
- Natural DyeDocument33 pagesNatural Dyechirag sabhayaNo ratings yet
- Ayoola 2019 J. Phys. Conf. Ser. 1378 032079Document11 pagesAyoola 2019 J. Phys. Conf. Ser. 1378 032079chirag sabhayaNo ratings yet
- ગ્રીનહાઉસમાં ઉગાડાતા શાકભાજી અને ફૂલ પાકોમાં રોગ નિયંત્રણDocument79 pagesગ્રીનહાઉસમાં ઉગાડાતા શાકભાજી અને ફૂલ પાકોમાં રોગ નિયંત્રણchirag sabhayaNo ratings yet
- Rhombifoline and 5,6-Dehydrolupanine From: Anagyrus Foetida LDocument5 pagesRhombifoline and 5,6-Dehydrolupanine From: Anagyrus Foetida Lchirag sabhayaNo ratings yet
- Gujarat State Eligibility Test: Subject: Chemical Sciences Code No.: 03 Gset SyllabusDocument3 pagesGujarat State Eligibility Test: Subject: Chemical Sciences Code No.: 03 Gset Syllabuschirag sabhayaNo ratings yet
- Resume: Career ObjectiveDocument3 pagesResume: Career Objectivechirag sabhayaNo ratings yet
- What Is Quality ControlDocument13 pagesWhat Is Quality Controlchirag sabhayaNo ratings yet
- Adv Mat14, 1857 (Natural To Artifitial)Document4 pagesAdv Mat14, 1857 (Natural To Artifitial)chirag sabhayaNo ratings yet
- 15 - Chapter 5Document6 pages15 - Chapter 5chirag sabhayaNo ratings yet
- Bip Anand GujDocument50 pagesBip Anand Gujchirag sabhayaNo ratings yet
- SR No. District Name Address Contact NoDocument3 pagesSR No. District Name Address Contact Nochirag sabhayaNo ratings yet
- Niir Detailed Project Profiles On Chemical Industries Vol II 2nd Revised Edition PDFDocument2 pagesNiir Detailed Project Profiles On Chemical Industries Vol II 2nd Revised Edition PDFchirag sabhayaNo ratings yet
- Development of Turbulence Models For Shear Flows by A Double Expansion TechniqueDocument12 pagesDevelopment of Turbulence Models For Shear Flows by A Double Expansion TechniqueSaiful. M IfulNo ratings yet
- Lecture-5-Kinematics of Fluid FlowDocument34 pagesLecture-5-Kinematics of Fluid FlowRIZWAN KHANNo ratings yet
- Instruction Manual BOILERDocument582 pagesInstruction Manual BOILERFrank1No ratings yet
- 950g Wheel Loader 2js00001-Up (Machine) Powered by 3126 Engine (Sebp2529 - 83)Document4 pages950g Wheel Loader 2js00001-Up (Machine) Powered by 3126 Engine (Sebp2529 - 83)Tony Wilden Angelo PeñaNo ratings yet
- Progen: Pipe Thickness Calculation As Per IBR 350 Eqn.Document4 pagesProgen: Pipe Thickness Calculation As Per IBR 350 Eqn.P s JagatheesanNo ratings yet
- Soil Mechanics Chapter 8.0Document17 pagesSoil Mechanics Chapter 8.0Marthur TamingNo ratings yet
- Cirro R&O Oils: Key Features: Customer BenefitsDocument2 pagesCirro R&O Oils: Key Features: Customer BenefitsJuan Carlos FernandezNo ratings yet
- Fema 484 Part 2Document75 pagesFema 484 Part 2וויסאם חטארNo ratings yet
- Basic QuestionsDocument2 pagesBasic QuestionsimteyazhmdNo ratings yet
- Printing WPA108C11Document1 pagePrinting WPA108C11BM ThaísNo ratings yet
- Material Balance CalculationsDocument10 pagesMaterial Balance CalculationsAnjali BalmikiNo ratings yet
- Perhitungan Sistem Bilga Di KapalDocument63 pagesPerhitungan Sistem Bilga Di KapalNatalia Dea KartikaNo ratings yet
- Nonsimilar Solutions of The Viscous Shallow Water Equations Governing Weak Hydraulic JumpsDocument9 pagesNonsimilar Solutions of The Viscous Shallow Water Equations Governing Weak Hydraulic JumpsAnirban SinhaNo ratings yet
- Finned Tube Heat ExchangerDocument1 pageFinned Tube Heat ExchangerDinesh ScientificNo ratings yet
- Pinch AnalysisDocument6 pagesPinch AnalysisShooeibNo ratings yet
- Fahad Chemical Study PlaneDocument3 pagesFahad Chemical Study PlaneBadrul IslamNo ratings yet
- Pressurepipe Co Ass Techs Rep Final 2020 05 11-6Document54 pagesPressurepipe Co Ass Techs Rep Final 2020 05 11-6wendydy6No ratings yet
- Simulation of Drainage System Using Storm Water Management Model (SWMM 5.1)Document8 pagesSimulation of Drainage System Using Storm Water Management Model (SWMM 5.1)IJRASETPublicationsNo ratings yet
- Ammolyser Pro WW ENDocument2 pagesAmmolyser Pro WW ENhai phanNo ratings yet
- AMIES-A-004 - 3 - General Requirements For Pressure TestingDocument29 pagesAMIES-A-004 - 3 - General Requirements For Pressure TestingSeungtai JeongNo ratings yet
- Brewing Capability Guide PDFDocument38 pagesBrewing Capability Guide PDFAminur RahmanNo ratings yet
- Natural VentilationDocument26 pagesNatural VentilationSanjeev PrakashNo ratings yet
- EATONDocument24 pagesEATONAli Tavakoli NiaNo ratings yet
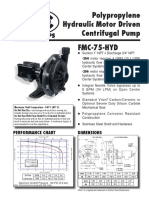
- Polypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsDocument2 pagesPolypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsIlson FariasNo ratings yet
- Kracht 2 SPV SPVF GB 01-08Document16 pagesKracht 2 SPV SPVF GB 01-08Tafseer MalikNo ratings yet
- Samonasavaci Cerpadlo CEHDocument19 pagesSamonasavaci Cerpadlo CEHdewidewi76No ratings yet
- Treatment and Disposal of Textile EffluentsDocument45 pagesTreatment and Disposal of Textile EffluentsMrunmayee ManjariNo ratings yet








































































































Download as pdf or txt
You might also like
- Reactor Design IIDocument68 pagesReactor Design IIKORAMA KIEN0% (1)
- RK Mathias 1983Document7 pagesRK Mathias 1983Néia CostaNo ratings yet
- Agriculture Department Group SIM Numbers-BSNLDocument34 pagesAgriculture Department Group SIM Numbers-BSNLchirag sabhaya100% (1)
- Warman SRH Pump InfoDocument4 pagesWarman SRH Pump InfoCarlos DiazNo ratings yet
- Sample Problem #17Document10 pagesSample Problem #17Dozdi100% (10)
- Bercic-1993-Catalytic Dehydration of MethanolDocument7 pagesBercic-1993-Catalytic Dehydration of MethanolIonut BanuNo ratings yet
- CREII-Module-3 - Lecture 13 PDFDocument27 pagesCREII-Module-3 - Lecture 13 PDFshubhamNo ratings yet
- Safe Design and Operation of Fluidized-Bed Reactors: Choice Between Reactor ModelsDocument22 pagesSafe Design and Operation of Fluidized-Bed Reactors: Choice Between Reactor ModelsKarenRosioMoreiraCruzNo ratings yet
- Development and Verification of A Simulation Model Fo - 1992 - The Chemical EngiDocument13 pagesDevelopment and Verification of A Simulation Model Fo - 1992 - The Chemical EngiRaneem YameenNo ratings yet
- Soal Chapter 21Document5 pagesSoal Chapter 2121-096 Kharisma Theresia Adelina ButarButarNo ratings yet
- Differential Reactor. We Have A Differential Flow Reactor When We Choose ToDocument8 pagesDifferential Reactor. We Have A Differential Flow Reactor When We Choose ToIloan ManaluNo ratings yet
- Hukkanen 2013Document10 pagesHukkanen 2013adelendatti1No ratings yet
- The MICROREACTOR A Systematic and Efficient ToolDocument7 pagesThe MICROREACTOR A Systematic and Efficient Tooljulianque81574No ratings yet
- Catalytic Dehydration of Methanol To DimDocument8 pagesCatalytic Dehydration of Methanol To DimNorma JenarezNo ratings yet
- Reaction Kinetics and Reactive Distillation On The Transfer of Kinetic Data From A Batch Reactor To A Trickle-Bed ReactorDocument4 pagesReaction Kinetics and Reactive Distillation On The Transfer of Kinetic Data From A Batch Reactor To A Trickle-Bed ReactorAndrew TanNo ratings yet
- Emailing 1-S2.0-S0009250901002603-Main PDFDocument7 pagesEmailing 1-S2.0-S0009250901002603-Main PDFDiegoNo ratings yet
- Chemical Reactor Stability and SensitivityDocument9 pagesChemical Reactor Stability and Sensitivityturki aljowderNo ratings yet
- Catalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationDocument8 pagesCatalytic Dehydration of Methanol To Dimethyl Ether. Kinetic Investigation and Reactor SimulationLuiz Rodrigo AssisNo ratings yet
- 1 s2.0 0009250977850069 MainDocument20 pages1 s2.0 0009250977850069 MainSil Franciley QuaresmaNo ratings yet
- 0009 2509 (92) 85146 3Document12 pages0009 2509 (92) 85146 3Habiba JamilNo ratings yet
- Ebullated Bed Reactor Modeling For Residue Conversion PDFDocument9 pagesEbullated Bed Reactor Modeling For Residue Conversion PDFMohmmed Abdullah Sanam100% (1)
- Lecture 20: The Fixed Bed Catalytic Reactor: RXN RXNDocument10 pagesLecture 20: The Fixed Bed Catalytic Reactor: RXN RXNreddi ramuNo ratings yet
- Lab 1 - CSTRDocument22 pagesLab 1 - CSTRnur athilahNo ratings yet
- Stopped-Flow Calorimeter For Biochemical Applications: ReagentsDocument6 pagesStopped-Flow Calorimeter For Biochemical Applications: ReagentsShajahan ShagulNo ratings yet
- The Modeling of Chemical Reactors Chapter 7Document17 pagesThe Modeling of Chemical Reactors Chapter 7ManoakiNo ratings yet
- Adiabatic FBR DesignDocument10 pagesAdiabatic FBR DesignRana UzairNo ratings yet
- Three Phase Reactor Model Pilot TrickleDocument11 pagesThree Phase Reactor Model Pilot TrickleThế vũ Đặng vănNo ratings yet
- 0009 2509 (79) 85106 4Document12 pages0009 2509 (79) 85106 4MoisésSenaNo ratings yet
- 0009 25092985122 RDocument10 pages0009 25092985122 RSabi BORDJIHANENo ratings yet
- Estudio Cinético 4Document11 pagesEstudio Cinético 4Daniel NaviaNo ratings yet
- Reactor Design II PDFDocument66 pagesReactor Design II PDFزينب عباس صيهود شيحانNo ratings yet
- Azimuthal Instabilities in Annular Combustion ChambersDocument11 pagesAzimuthal Instabilities in Annular Combustion ChambersLarry SmithNo ratings yet
- Lober A 2008Document7 pagesLober A 2008Sebastián Zúñiga RojasNo ratings yet
- Experimental Methods in Catalytic KineticsDocument13 pagesExperimental Methods in Catalytic Kineticsmarcos carrilloNo ratings yet
- Batch and Semibatch Reactor Performance For An Exothermic ReactionDocument8 pagesBatch and Semibatch Reactor Performance For An Exothermic ReactionPablo Solano Jr.No ratings yet
- Experimental Study of A Bistable ContinuousDocument6 pagesExperimental Study of A Bistable ContinuousGiorgia F. CortinovisNo ratings yet
- Figure 1. Schematic Diagram of A Plug Flow ReactorDocument1 pageFigure 1. Schematic Diagram of A Plug Flow ReactorCesarah CabungcalNo ratings yet
- Dynamic Models For Start-Up Operations of Batch Distillation Columns With Experimental ValidationDocument13 pagesDynamic Models For Start-Up Operations of Batch Distillation Columns With Experimental ValidationabdulqaderNo ratings yet
- Determination of Binary Gas Diffusion Coefficients in SPH - 1988 - MathematicalDocument5 pagesDetermination of Binary Gas Diffusion Coefficients in SPH - 1988 - MathematicaldarshanNo ratings yet
- Modelling of A Fixed-Bed Water-Gas Shift Reactor: 1. Steady-State Model VerificationDocument10 pagesModelling of A Fixed-Bed Water-Gas Shift Reactor: 1. Steady-State Model VerificationFalcon WingNo ratings yet
- Modelling and Dynamics of An Extractive Distillation ColumnDocument10 pagesModelling and Dynamics of An Extractive Distillation Columnsalvatore raffaNo ratings yet
- The Dynamic Behavior of Continuous Solution Polymerization Reactors - Vii. Experimental Study of A Copolymerization ReactorDocument22 pagesThe Dynamic Behavior of Continuous Solution Polymerization Reactors - Vii. Experimental Study of A Copolymerization ReactoraarothermelNo ratings yet
- Membrane Reactors For Catalytic Series and Series-Parallel ReactionsDocument10 pagesMembrane Reactors For Catalytic Series and Series-Parallel ReactionsrukwavuNo ratings yet
- CFD Analysis On Residence TimeDocument7 pagesCFD Analysis On Residence TimeKahwai WongNo ratings yet
- 0009 2509 (72) 87005 2Document13 pages0009 2509 (72) 87005 2MoisésSenaNo ratings yet
- Dynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsDocument11 pagesDynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsJean Pierre León BravoNo ratings yet
- VarelaDocument6 pagesVarelaRuturaj ChauhanNo ratings yet
- Nicholson ShainDocument18 pagesNicholson ShainFrancisco SalgadoNo ratings yet
- Wert Er Terp 1984Document10 pagesWert Er Terp 1984Bayu SamudraNo ratings yet
- 1 s2.0 089571778990335X MainDocument12 pages1 s2.0 089571778990335X MainAbed BelaliaNo ratings yet
- Analysis of Simulated Moving Bed Reactors-Cristino MiglioriniDocument6 pagesAnalysis of Simulated Moving Bed Reactors-Cristino MiglioriniShaikh RazzakNo ratings yet
- CRE - II Unit 2 First PartDocument16 pagesCRE - II Unit 2 First PartTomble BravoNo ratings yet
- Dynamic Modelling of Mass Transfer Pheno PDFDocument10 pagesDynamic Modelling of Mass Transfer Pheno PDFTysir SarhanNo ratings yet
- AR - Part IIDocument18 pagesAR - Part IIDeepshikhaSinghNo ratings yet
- Optimal Jacketed Tubular Reactor Operation ClassicDocument7 pagesOptimal Jacketed Tubular Reactor Operation ClassicMohamed MaherNo ratings yet
- Unit Entropy Available Unavailable Energy: StructureDocument25 pagesUnit Entropy Available Unavailable Energy: StructureAkshay KumarNo ratings yet
- Soran University Faculty of Engineering Department of Chemical EngineeringDocument11 pagesSoran University Faculty of Engineering Department of Chemical EngineeringAram Nasih MuhammadNo ratings yet
- Steam-Methane Reformer Kinetic Computer Model With HeatDocument9 pagesSteam-Methane Reformer Kinetic Computer Model With HeatfabioruggeriNo ratings yet
- Cre - 1Document10 pagesCre - 1dhavalNo ratings yet
- B7a6 PDFDocument6 pagesB7a6 PDFVishal GoswamiNo ratings yet
- Nodal Methods For Three-Dimensional Simulators: (Received JulyDocument23 pagesNodal Methods For Three-Dimensional Simulators: (Received JulyTopan SetiadipuraNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Theory and Applications of the Empirical Valence Bond Approach: From Physical Chemistry to Chemical BiologyFrom EverandTheory and Applications of the Empirical Valence Bond Approach: From Physical Chemistry to Chemical BiologyFernanda DuarteNo ratings yet
- Separation Science: To Cite This Article: A. Kiásek (1968) A New Method of Purification of Raw Mixtures ofDocument7 pagesSeparation Science: To Cite This Article: A. Kiásek (1968) A New Method of Purification of Raw Mixtures ofchirag sabhayaNo ratings yet
- Research Journal of Pharmaceutical, Biological and Chemical SciencesDocument7 pagesResearch Journal of Pharmaceutical, Biological and Chemical Scienceschirag sabhayaNo ratings yet
- Assessment of Nutrient Composition and Capsaicinoid Content of Some Red ChiliesDocument4 pagesAssessment of Nutrient Composition and Capsaicinoid Content of Some Red Chilieschirag sabhayaNo ratings yet
- Natural DyeDocument33 pagesNatural Dyechirag sabhayaNo ratings yet
- Ayoola 2019 J. Phys. Conf. Ser. 1378 032079Document11 pagesAyoola 2019 J. Phys. Conf. Ser. 1378 032079chirag sabhayaNo ratings yet
- ગ્રીનહાઉસમાં ઉગાડાતા શાકભાજી અને ફૂલ પાકોમાં રોગ નિયંત્રણDocument79 pagesગ્રીનહાઉસમાં ઉગાડાતા શાકભાજી અને ફૂલ પાકોમાં રોગ નિયંત્રણchirag sabhayaNo ratings yet
- Rhombifoline and 5,6-Dehydrolupanine From: Anagyrus Foetida LDocument5 pagesRhombifoline and 5,6-Dehydrolupanine From: Anagyrus Foetida Lchirag sabhayaNo ratings yet
- Gujarat State Eligibility Test: Subject: Chemical Sciences Code No.: 03 Gset SyllabusDocument3 pagesGujarat State Eligibility Test: Subject: Chemical Sciences Code No.: 03 Gset Syllabuschirag sabhayaNo ratings yet
- Resume: Career ObjectiveDocument3 pagesResume: Career Objectivechirag sabhayaNo ratings yet
- What Is Quality ControlDocument13 pagesWhat Is Quality Controlchirag sabhayaNo ratings yet
- Adv Mat14, 1857 (Natural To Artifitial)Document4 pagesAdv Mat14, 1857 (Natural To Artifitial)chirag sabhayaNo ratings yet
- 15 - Chapter 5Document6 pages15 - Chapter 5chirag sabhayaNo ratings yet
- Bip Anand GujDocument50 pagesBip Anand Gujchirag sabhayaNo ratings yet
- SR No. District Name Address Contact NoDocument3 pagesSR No. District Name Address Contact Nochirag sabhayaNo ratings yet
- Niir Detailed Project Profiles On Chemical Industries Vol II 2nd Revised Edition PDFDocument2 pagesNiir Detailed Project Profiles On Chemical Industries Vol II 2nd Revised Edition PDFchirag sabhayaNo ratings yet
- Development of Turbulence Models For Shear Flows by A Double Expansion TechniqueDocument12 pagesDevelopment of Turbulence Models For Shear Flows by A Double Expansion TechniqueSaiful. M IfulNo ratings yet
- Lecture-5-Kinematics of Fluid FlowDocument34 pagesLecture-5-Kinematics of Fluid FlowRIZWAN KHANNo ratings yet
- Instruction Manual BOILERDocument582 pagesInstruction Manual BOILERFrank1No ratings yet
- 950g Wheel Loader 2js00001-Up (Machine) Powered by 3126 Engine (Sebp2529 - 83)Document4 pages950g Wheel Loader 2js00001-Up (Machine) Powered by 3126 Engine (Sebp2529 - 83)Tony Wilden Angelo PeñaNo ratings yet
- Progen: Pipe Thickness Calculation As Per IBR 350 Eqn.Document4 pagesProgen: Pipe Thickness Calculation As Per IBR 350 Eqn.P s JagatheesanNo ratings yet
- Soil Mechanics Chapter 8.0Document17 pagesSoil Mechanics Chapter 8.0Marthur TamingNo ratings yet
- Cirro R&O Oils: Key Features: Customer BenefitsDocument2 pagesCirro R&O Oils: Key Features: Customer BenefitsJuan Carlos FernandezNo ratings yet
- Fema 484 Part 2Document75 pagesFema 484 Part 2וויסאם חטארNo ratings yet
- Basic QuestionsDocument2 pagesBasic QuestionsimteyazhmdNo ratings yet
- Printing WPA108C11Document1 pagePrinting WPA108C11BM ThaísNo ratings yet
- Material Balance CalculationsDocument10 pagesMaterial Balance CalculationsAnjali BalmikiNo ratings yet
- Perhitungan Sistem Bilga Di KapalDocument63 pagesPerhitungan Sistem Bilga Di KapalNatalia Dea KartikaNo ratings yet
- Nonsimilar Solutions of The Viscous Shallow Water Equations Governing Weak Hydraulic JumpsDocument9 pagesNonsimilar Solutions of The Viscous Shallow Water Equations Governing Weak Hydraulic JumpsAnirban SinhaNo ratings yet
- Finned Tube Heat ExchangerDocument1 pageFinned Tube Heat ExchangerDinesh ScientificNo ratings yet
- Pinch AnalysisDocument6 pagesPinch AnalysisShooeibNo ratings yet
- Fahad Chemical Study PlaneDocument3 pagesFahad Chemical Study PlaneBadrul IslamNo ratings yet
- Pressurepipe Co Ass Techs Rep Final 2020 05 11-6Document54 pagesPressurepipe Co Ass Techs Rep Final 2020 05 11-6wendydy6No ratings yet
- Simulation of Drainage System Using Storm Water Management Model (SWMM 5.1)Document8 pagesSimulation of Drainage System Using Storm Water Management Model (SWMM 5.1)IJRASETPublicationsNo ratings yet
- Ammolyser Pro WW ENDocument2 pagesAmmolyser Pro WW ENhai phanNo ratings yet
- AMIES-A-004 - 3 - General Requirements For Pressure TestingDocument29 pagesAMIES-A-004 - 3 - General Requirements For Pressure TestingSeungtai JeongNo ratings yet
- Brewing Capability Guide PDFDocument38 pagesBrewing Capability Guide PDFAminur RahmanNo ratings yet
- Natural VentilationDocument26 pagesNatural VentilationSanjeev PrakashNo ratings yet
- EATONDocument24 pagesEATONAli Tavakoli NiaNo ratings yet
- Polypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsDocument2 pagesPolypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsIlson FariasNo ratings yet
- Kracht 2 SPV SPVF GB 01-08Document16 pagesKracht 2 SPV SPVF GB 01-08Tafseer MalikNo ratings yet
- Samonasavaci Cerpadlo CEHDocument19 pagesSamonasavaci Cerpadlo CEHdewidewi76No ratings yet
- Treatment and Disposal of Textile EffluentsDocument45 pagesTreatment and Disposal of Textile EffluentsMrunmayee ManjariNo ratings yet