Download as pdf or txt
You might also like
- EASA Part-66 Module 17 QBDocument53 pagesEASA Part-66 Module 17 QBFaisal Ahmed Newon80% (5)
- Spare Parts Manual - Hatz Engine 1D81SDocument48 pagesSpare Parts Manual - Hatz Engine 1D81SPainea De Aur100% (2)
- A4 Print - Pictures - EC220D-EC350D B To D Step1 - GBDocument279 pagesA4 Print - Pictures - EC220D-EC350D B To D Step1 - GBMACHINERY101GEAR100% (6)
- HP RecoupDocument5 pagesHP Recouplaouadi abdelheqNo ratings yet
- Chapter 2 Metal Casting ProcessesDocument59 pagesChapter 2 Metal Casting Processesdagimawgchew777No ratings yet
- Metal Casting ProcessesDocument61 pagesMetal Casting ProcessesBinyam HabtamuNo ratings yet
- Casting LecDocument60 pagesCasting Lecshahid_ahmed_28No ratings yet
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Document129 pagesManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNo ratings yet
- Lec 1 & 2Document43 pagesLec 1 & 2Omar AssalNo ratings yet
- CastingDocument20 pagesCastingCHANDRAJEET AMARNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Chapter Two CastingDocument64 pagesChapter Two CastingahmadNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument50 pagesCHAPTER 11 Metal Casting Processمحمد القدومي100% (1)
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Metalcastingprocess 110925103638 Phpapp02 PDFDocument51 pagesMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNo ratings yet
- Casting PresentationDocument111 pagesCasting Presentationprabas banerjeeNo ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument40 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Casting: Conventional Methods Unconventional MethodsDocument13 pagesCasting: Conventional Methods Unconventional Methodsarun t nNo ratings yet
- Casting Process IIDocument35 pagesCasting Process IIChirag TaterNo ratings yet
- Casting - Part A sp24Document30 pagesCasting - Part A sp24hassanturkey135No ratings yet
- Metal Casting ProcessesDocument113 pagesMetal Casting ProcessesSarath ChandraNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument47 pagesCHAPTER 11 Metal Casting Processabd altwierNo ratings yet
- KM2833 Casting 2-20191126032855Document38 pagesKM2833 Casting 2-20191126032855SajjadNo ratings yet
- MP-I-Lecture No. 15-16Document27 pagesMP-I-Lecture No. 15-16Osaid AhmadNo ratings yet
- Special CastingDocument18 pagesSpecial CastingGoutham ReddyNo ratings yet
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Foundry TechnologyDocument16 pagesFoundry Technologynikhil110705No ratings yet
- BCM Unit 5Document113 pagesBCM Unit 5Keerthi k.cNo ratings yet
- Mte New Workshop BmeDocument27 pagesMte New Workshop BmeSahil YadavNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting IM Kafeel KhanNo ratings yet
- Unit I Foundry AllDocument58 pagesUnit I Foundry AllvelavansuNo ratings yet
- Chapter Four: Technology of Special Casting ProcessesDocument28 pagesChapter Four: Technology of Special Casting Processessearetekeste20102014No ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- MP - Module 1 - Casting ProcessesDocument108 pagesMP - Module 1 - Casting ProcessesrohanNo ratings yet
- Casting PDFDocument96 pagesCasting PDFYerriboina Vishnu VardhanNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- Casting IntroDocument94 pagesCasting IntroJith ViswaNo ratings yet
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- 4.0 Metal Casting ProcessDocument48 pages4.0 Metal Casting ProcessSyed MoizNo ratings yet
- Fundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingDocument32 pagesFundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingAkash GuptaNo ratings yet
- Chap # 02, CastingDocument57 pagesChap # 02, CastingHassanMahmoodNo ratings yet
- Special CastingDocument46 pagesSpecial CastingJith Viswa100% (1)
- Casting Process PDFDocument36 pagesCasting Process PDFArip Budi100% (1)
- FoundryDocument75 pagesFoundryRiddhi JainNo ratings yet
- MT-1 Full NotesDocument56 pagesMT-1 Full NotesM.Saravana Kumar..M.ENo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet
- Metal Fabrication TechniquesDocument29 pagesMetal Fabrication TechniquesAnn NavarroNo ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Slush CastingDocument20 pagesSlush Castingamt938100% (1)
- Metal CastingDocument6 pagesMetal CastingWesam abo HalimehNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcessSenthilKumar SubramanianNo ratings yet
- 7 - Special Casting ProcessesDocument21 pages7 - Special Casting ProcessesSaniyahNo ratings yet
- Metal CastingDocument93 pagesMetal CastinghashimtkmceNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Color Atlas Basic Technique for Metal Ceramics: An Introduction to Ceramic TechniqueFrom EverandColor Atlas Basic Technique for Metal Ceramics: An Introduction to Ceramic TechniqueNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Ic Engine: Group MemberDocument8 pagesIc Engine: Group MembernunuNo ratings yet
- 4 Chapter FOURDocument10 pages4 Chapter FOURnunu100% (1)
- Chapter Eight Emission Control SystemsDocument29 pagesChapter Eight Emission Control SystemsnunuNo ratings yet
- IC Engine - Chapter 5, 6 & 7 Handout - 2022Document21 pagesIC Engine - Chapter 5, 6 & 7 Handout - 2022nunuNo ratings yet
- CH 5 WeldingDocument71 pagesCH 5 WeldingnunuNo ratings yet
- Revised Unit ThreeDocument14 pagesRevised Unit ThreenunuNo ratings yet
- IC Engine - Chapter 3 & 4 Handout - 2022Document27 pagesIC Engine - Chapter 3 & 4 Handout - 2022nunuNo ratings yet
- Chapter 4 JointsDocument70 pagesChapter 4 JointsnunuNo ratings yet
- 3 Chapter THREEDocument12 pages3 Chapter THREEnunuNo ratings yet
- Psychrometric ChartDocument1 pagePsychrometric ChartnunuNo ratings yet
- 2 Chapter TWODocument11 pages2 Chapter TWOnunuNo ratings yet
- Reacting Mixtures and CombustionDocument54 pagesReacting Mixtures and CombustionnunuNo ratings yet
- Gas Power Cycles: Chapter FiveDocument46 pagesGas Power Cycles: Chapter FivenunuNo ratings yet
- New Doc 18Document64 pagesNew Doc 18nunuNo ratings yet
- Vapor Power Cycles: Chapter FourDocument39 pagesVapor Power Cycles: Chapter FournunuNo ratings yet
- 2.6.8. Fluid Flow Through Pipes With Constant Area (Fanno and Rayleigh Lines)Document4 pages2.6.8. Fluid Flow Through Pipes With Constant Area (Fanno and Rayleigh Lines)nunuNo ratings yet
- Chapter One Two Dimensional Potential Flows Theory: 1.1. Definition of Potential FlowDocument17 pagesChapter One Two Dimensional Potential Flows Theory: 1.1. Definition of Potential FlownunuNo ratings yet
- Chapter-3 PPTDocument109 pagesChapter-3 PPTnunuNo ratings yet
- Ch-Four Potential Flow (Rankine Oval Etc) FinalDocument51 pagesCh-Four Potential Flow (Rankine Oval Etc) FinalnunuNo ratings yet
- Chapter-1 PPTDocument69 pagesChapter-1 PPTnunuNo ratings yet
- Manufacturing Engineering Forming: Chapter 3: MetalDocument98 pagesManufacturing Engineering Forming: Chapter 3: MetalnunuNo ratings yet
- 3 ActuatorsDocument88 pages3 Actuatorsnunu100% (1)
- SensoreDocument53 pagesSensorenunuNo ratings yet
- Mobilgard 300 PdsDocument2 pagesMobilgard 300 Pdssupriadi90315No ratings yet
- TEST (Units, Dimensions&Vector)Document3 pagesTEST (Units, Dimensions&Vector)subhajitbose634No ratings yet
- Drager Fabius TechDocument304 pagesDrager Fabius TechCami 10100% (1)
- PVT ExperimentDocument23 pagesPVT ExperimentAbdullah FarhanNo ratings yet
- Commande 12.21Document2 pagesCommande 12.21M B F SOLUTIONNo ratings yet
- Enfriador Electrico Panel Sec-2001bDocument1 pageEnfriador Electrico Panel Sec-2001braul salinasNo ratings yet
- ConvertToPDFServlet - 2020-11-11T204722.590Document4 pagesConvertToPDFServlet - 2020-11-11T204722.590etienne therrienNo ratings yet
- UPDA NotesDocument15 pagesUPDA NotesBabu NarasingamNo ratings yet
- BARD Control Panel AB3000-B-spDocument4 pagesBARD Control Panel AB3000-B-spAfi IfaNo ratings yet
- TR 250M PDFDocument14 pagesTR 250M PDFnico Alpa100% (1)
- Thermodynamics SK MondalDocument265 pagesThermodynamics SK MondalSãröj ShâhNo ratings yet
- Hvac AssignmentDocument9 pagesHvac AssignmentCharu GargNo ratings yet
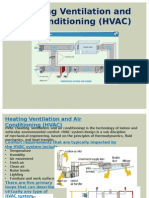
- Heating Ventilation and Air Conditioning (HVAC)Document12 pagesHeating Ventilation and Air Conditioning (HVAC)Atia Khursheed50% (2)
- Eriksson 2009Document12 pagesEriksson 2009sxasxasxNo ratings yet
- Catalogo Tecnico StulzDocument1 pageCatalogo Tecnico StulzJulie Ane CavalcantiNo ratings yet
- Alarm InterpretationDocument52 pagesAlarm Interpretationkshalawi100% (1)
- LarsLap Model CDocument4 pagesLarsLap Model CHải Nguyễn TrọngNo ratings yet
- Giantbicycles 76098 TCR - Advanced.2Document1 pageGiantbicycles 76098 TCR - Advanced.2Werner SchulzNo ratings yet
- Bike ManualDocument20 pagesBike ManualNoNo ratings yet
- CR, Cri, CRN: Safety Instructions and Other Important InformationDocument64 pagesCR, Cri, CRN: Safety Instructions and Other Important InformationNatalja KalarashNo ratings yet
- Global Performance of A Semi-Submersible 5MW Wind-Turbine Including Second-Order Wave - Diffraction Effects - Kim H C 2015Document15 pagesGlobal Performance of A Semi-Submersible 5MW Wind-Turbine Including Second-Order Wave - Diffraction Effects - Kim H C 2015AkhilaNo ratings yet
- IC Engine Question PaperDocument2 pagesIC Engine Question PaperJustin PhilipNo ratings yet
- Analysis and Design of Hospital Building C+G+5 Using EtabsDocument4 pagesAnalysis and Design of Hospital Building C+G+5 Using EtabsSarah FatimaNo ratings yet
- Heat Exchanger CalculationsDocument19 pagesHeat Exchanger CalculationsJohnasGoodmanNo ratings yet
- Effect of Silica Particles On Epoxy ResinDocument11 pagesEffect of Silica Particles On Epoxy ResinRaza AliNo ratings yet
- Steel Base Plate DesignDocument3 pagesSteel Base Plate DesignJohn Aries SarzaNo ratings yet