Download as docx, pdf, or txt
You might also like
- 02 Cleaning Validation of Double Cone Blender CLV 02Document2 pages02 Cleaning Validation of Double Cone Blender CLV 02Ravi Yadav67% (3)
- Partners in Reduce, Reuse and RecycleDocument27 pagesPartners in Reduce, Reuse and RecycleRana RashidNo ratings yet
- 1 1 An Overview of Communication Skills in EnglishDocument11 pages1 1 An Overview of Communication Skills in EnglishBARIBOR SHADRACH100% (7)
- Nde Map & Nde Procedure (Sudah Di Revisi)Document4 pagesNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangNo ratings yet
- Chemicals Loading ProcedureDocument8 pagesChemicals Loading ProcedureGRANIERNo ratings yet
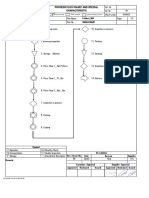
- Laboratory Flow Chart: Change LogDocument3 pagesLaboratory Flow Chart: Change LogSreelakshmi RakeshNo ratings yet
- Bottle Unpacker Kr66030 Operation: 4. ScopeDocument5 pagesBottle Unpacker Kr66030 Operation: 4. ScopeCao CườngNo ratings yet
- MNT 031-02 Sewage Treatment PlantDocument2 pagesMNT 031-02 Sewage Treatment PlantAniket kopateNo ratings yet
- Annex 1 - Icrc Aql - Hygienic ParcelDocument23 pagesAnnex 1 - Icrc Aql - Hygienic ParcelMamdouhNo ratings yet
- Material Controller ProcedureDocument10 pagesMaterial Controller ProcedureAmos FiestaNo ratings yet
- Img 0004Document3 pagesImg 0004Shruti BhatiaNo ratings yet
- SOP On Transferring Finished Products To Finished Goods StoresDocument3 pagesSOP On Transferring Finished Products To Finished Goods StoresRainMan7567% (3)
- Process Flow - Cabinet - WNDocument1 pageProcess Flow - Cabinet - WNแต่ก่อน เสี่ยหำ เดี๋ยวนี้ ป๋าหำNo ratings yet
- Batch Manufacturing Record: Wellborne Pharmachem & BiologicalsDocument23 pagesBatch Manufacturing Record: Wellborne Pharmachem & BiologicalsMohammed Zubair100% (2)
- Section 1.2 - CDPNL - CHEMICAL AUDIT OPERATING PROCEDUREDocument5 pagesSection 1.2 - CDPNL - CHEMICAL AUDIT OPERATING PROCEDURECHRISTOPHER WEALTHNo ratings yet
- 04 Cleaning Validation of Empty Capsule Loader 04Document2 pages04 Cleaning Validation of Empty Capsule Loader 04Ravi YadavNo ratings yet
- Warehouse ProcedureDocument5 pagesWarehouse ProcedureMavic MediavilloNo ratings yet
- 26076-110-V12-HEGS-00049 SC Heavy Equipment Transportation Plan (R3)Document20 pages26076-110-V12-HEGS-00049 SC Heavy Equipment Transportation Plan (R3)bangunNo ratings yet
- 26076-110-V12-HEGS-00049 SC Heavy Equipment Transportation Plan (R3)Document20 pages26076-110-V12-HEGS-00049 SC Heavy Equipment Transportation Plan (R3)bangunNo ratings yet
- Sop For Membrane Filtration UnitDocument4 pagesSop For Membrane Filtration UnitMusyoka Urbanus100% (1)
- Standard Operating Procedure (Haematology) : R. K. Life Services Private LimitedDocument61 pagesStandard Operating Procedure (Haematology) : R. K. Life Services Private LimitedAniruddha ChatterjeeNo ratings yet
- Control Sample DestructionDocument3 pagesControl Sample DestructionJai MurugeshNo ratings yet
- 2018 Assessment Tool BSFDocument24 pages2018 Assessment Tool BSFRugay LaboratoryNo ratings yet
- RO Plant DMAHCL Plant Pass DONE...Document4 pagesRO Plant DMAHCL Plant Pass DONE...Yashwant WaghmareNo ratings yet
- Receiving Material Procedure (Done) (Sudah Direvisi)Document8 pagesReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangNo ratings yet
- Lab Qa Compliance VerificationDocument18 pagesLab Qa Compliance Verificationrobit SiddikiNo ratings yet
- Process Flow - Cabinet - WCDocument1 pageProcess Flow - Cabinet - WCแต่ก่อน เสี่ยหำ เดี๋ยวนี้ ป๋าหำNo ratings yet
- Empty Carton Inspection SOPDocument4 pagesEmpty Carton Inspection SOPFaysalNo ratings yet
- 2Document5 pages2Girish PsNo ratings yet
- JM-SOP-08 SOP For Carrying Out Physical Inventory of Store ItemDocument2 pagesJM-SOP-08 SOP For Carrying Out Physical Inventory of Store ItemKishan MauryaNo ratings yet
- Bio-Burden Test Procedure.: Revital Healthcare (Epz) LTDDocument5 pagesBio-Burden Test Procedure.: Revital Healthcare (Epz) LTDMusyoka UrbanusNo ratings yet
- SP-WHS-01 Receiving and Storage of Items - Rev 1 - 09022019Document2 pagesSP-WHS-01 Receiving and Storage of Items - Rev 1 - 09022019rbjennmortzzNo ratings yet
- STP SopDocument4 pagesSTP SopYashwant WaghmareNo ratings yet
- SOP - Product RecallDocument7 pagesSOP - Product Recallkitek100% (1)
- Inspection Report: Material Inspected This VisitDocument25 pagesInspection Report: Material Inspected This VisitFrancis Astorga AriasNo ratings yet
- PROSEDUR PRESSURIZED - Without compressor-TEST BIOGAS FLARE SYSTEMDocument6 pagesPROSEDUR PRESSURIZED - Without compressor-TEST BIOGAS FLARE SYSTEMMuh ArnoldNo ratings yet
- Incoming VTM Material Inspection Procedure - RevisedDocument6 pagesIncoming VTM Material Inspection Procedure - RevisedMusyoka Urbanus100% (1)
- Nit 2800 3 PDFDocument7 pagesNit 2800 3 PDFAnonymous uXdS9Y7No ratings yet
- Label Control (1)Document3 pagesLabel Control (1)Sanjay yadavNo ratings yet
- Whousekeeping SOPDocument3 pagesWhousekeeping SOPMohamed SelimNo ratings yet
- 01 Cleaning Validation of Vibratory Sifter CLV 01Document2 pages01 Cleaning Validation of Vibratory Sifter CLV 01Ravi YadavNo ratings yet
- (Ocp-05) Prevention of Lub Oilgrease Spillage at Unloading PointDocument1 page(Ocp-05) Prevention of Lub Oilgrease Spillage at Unloading PointAnkit SharmaNo ratings yet
- Hassi Bir Rekaiz Field Development Phase1Document5 pagesHassi Bir Rekaiz Field Development Phase1ahmed.njahNo ratings yet
- Ed GoodsDocument2 pagesEd GoodsMohamed SelimNo ratings yet
- Hed GoodsDocument2 pagesHed GoodsMohamed SelimNo ratings yet
- Conservation of WaterDocument2 pagesConservation of Wateranoushia alviNo ratings yet
- RL-GO-OP-DD-003-004 - Processing A Pre-Alert ProcedureDocument13 pagesRL-GO-OP-DD-003-004 - Processing A Pre-Alert ProcedurecasandraassanahNo ratings yet
- Packing List & Delivery NoteDocument1 pagePacking List & Delivery NoteAbdul Ridwan Guntur MaulanaNo ratings yet
- PHPL (B) - LTHE-PL-PRO-19 Rev 1-Pipe BookDocument5 pagesPHPL (B) - LTHE-PL-PRO-19 Rev 1-Pipe BookFrancis DhanarajNo ratings yet
- Procedure Bit Sharpener MachineDocument21 pagesProcedure Bit Sharpener MachineAnthony ObaraNo ratings yet
- BX 5 Door Latch Cylinder Replacements TO17357Document4 pagesBX 5 Door Latch Cylinder Replacements TO17357mohamed hamedNo ratings yet
- BMR SuspensionsDocument16 pagesBMR SuspensionsMohammed Zubair50% (2)
- BD100IR0002 - 0 HIPPS Valves Technical and Budgeting EstimatesDocument32 pagesBD100IR0002 - 0 HIPPS Valves Technical and Budgeting EstimatesDucNo ratings yet
- XXXXXXXXXXXXXXXXXXXXXXXXXXXX Process Validation Protocol (Capsule)Document25 pagesXXXXXXXXXXXXXXXXXXXXXXXXXXXX Process Validation Protocol (Capsule)Navdeep ChaudharyNo ratings yet
- Ceftriaxone 1g InjectionDocument40 pagesCeftriaxone 1g InjectionNazia KabirNo ratings yet
- Flexibag (Discharge Port)Document1 pageFlexibag (Discharge Port)waqiuddinNo ratings yet
- BX Elevator Lock Tab Washer TO17311Document5 pagesBX Elevator Lock Tab Washer TO17311mohamed hamed100% (1)
- BIL-TFR-026Document1 pageBIL-TFR-026Mutlu CivlanNo ratings yet
- Nitrogen Tank SM1 Checklist - Controlled PDFDocument3 pagesNitrogen Tank SM1 Checklist - Controlled PDFMaxim Kanibetov50% (2)
- 9-2. RO Plant DMAHCL Plant Pass DONE...Document4 pages9-2. RO Plant DMAHCL Plant Pass DONE...Yashwant WaghmareNo ratings yet
- QO™ Load Centers - PK6FLDocument1 pageQO™ Load Centers - PK6FLLeví StrataNo ratings yet
- Kabayanihan Service Coopeative Newsdate MarchDocument9 pagesKabayanihan Service Coopeative Newsdate MarchEveNo ratings yet
- (LIT) LS90 LS110 LS160 BrochureDocument20 pages(LIT) LS90 LS110 LS160 BrochureJuan Carlos Reinhold Niembro SuchowitzkiNo ratings yet
- Cheat Sheet PDFDocument1 pageCheat Sheet PDFGonçalo RaçõesNo ratings yet
- BodasurudabixDocument3 pagesBodasurudabixtom.quang6112No ratings yet
- NEPCon-CoC-Annual-Volume Summary-template-Nov17Document12 pagesNEPCon-CoC-Annual-Volume Summary-template-Nov17abraham alonso subiria cuetoNo ratings yet
- 99 Ways To Be A Better MusicianDocument14 pages99 Ways To Be A Better Musiciangunter_wepplerNo ratings yet
- Reflection of Truth - OutlineDocument2 pagesReflection of Truth - OutlineRaphael Clark Christian RarangNo ratings yet
- Test - Project Management Chapter 2 - QuizletDocument5 pagesTest - Project Management Chapter 2 - Quizletahmed mahmoudNo ratings yet
- Petroleum & Petrochemicals Test Method Capabilities: Intertek Caleb Brett 1Document18 pagesPetroleum & Petrochemicals Test Method Capabilities: Intertek Caleb Brett 1Eng-sadeq HesseinNo ratings yet
- Final Report - BFRDocument49 pagesFinal Report - BFRpuneeth hNo ratings yet
- Customer Service AssignmentDocument2 pagesCustomer Service AssignmentJoe Kau Zi YaoNo ratings yet
- Confessions of Some High Ranking 1Document111 pagesConfessions of Some High Ranking 1Habilian AssociationNo ratings yet
- 2 Functional AnalysisDocument17 pages2 Functional AnalysisnidhiNo ratings yet
- Properties of Bio-Based PolyurethaneDocument200 pagesProperties of Bio-Based PolyurethaneMust BoujaataNo ratings yet
- Engineering Mathematics Questions and Answers - Laplace Transform by Properties - 1Document9 pagesEngineering Mathematics Questions and Answers - Laplace Transform by Properties - 1RAHUL SOLANKENo ratings yet
- Chi-Square and Related DistributionDocument7 pagesChi-Square and Related DistributionMohammedseid AhmedinNo ratings yet
- Google Glass PresentationDocument25 pagesGoogle Glass PresentationVenu Kinng100% (1)
- Eta Line 150-250Document32 pagesEta Line 150-250tafseerahmadNo ratings yet
- PandasDocument1,349 pagesPandasMichael GemminkNo ratings yet
- Negor q3 Genbio2 Slkweek3 V2.finalDocument22 pagesNegor q3 Genbio2 Slkweek3 V2.finaljenicahazelmagahisNo ratings yet
- Premium Year 8 Spring Higher 2021Document12 pagesPremium Year 8 Spring Higher 2021siminicNo ratings yet
- Math108a - Fall - 2013 - Lecture5 - Linear IndependenceDocument7 pagesMath108a - Fall - 2013 - Lecture5 - Linear IndependenceArunmozhliNo ratings yet
- Specification of Combine HarvesterDocument18 pagesSpecification of Combine HarvesterImpang KichuNo ratings yet
- A Project Proposal of Online Enrollment in WmsuDocument9 pagesA Project Proposal of Online Enrollment in WmsuClairole Marie Quilantang100% (2)
- 2020 Wddty February 2020Document84 pages2020 Wddty February 2020San RajNo ratings yet
- Pathway To English Peminatan 3 Bab 3Document9 pagesPathway To English Peminatan 3 Bab 3Agung PrasetyoNo ratings yet
- Confined Space Hazards AwarenessDocument27 pagesConfined Space Hazards AwarenessNoor Fadilah Printis100% (1)
- 8602 1 PDFDocument14 pages8602 1 PDFwajiha0% (2)