Download as pdf or txt
You might also like
- Iso Astm 52901 2017Document18 pagesIso Astm 52901 2017remaja1249100% (1)
- Pamphlet 80 - Edition 4 - August 2014Document33 pagesPamphlet 80 - Edition 4 - August 2014Reza AranNo ratings yet
- Pamphlet 96 - Edition 5 - September 2017Document124 pagesPamphlet 96 - Edition 5 - September 2017中西文香100% (1)
- Technical Specif NCC D 1 Final - CompressedDocument138 pagesTechnical Specif NCC D 1 Final - CompressedIbrahim AdhamNo ratings yet
- Civil Delhi24 7Document142 pagesCivil Delhi24 7Silvia M Nuñez ENo ratings yet
- Volume 2 Specifications 1 2Document83 pagesVolume 2 Specifications 1 2Samer El OussmanNo ratings yet
- បទដ្ឋានសំណង់សារធារណការDocument418 pagesបទដ្ឋានសំណង់សារធារណការSopheak Thap100% (2)
- Schedule3 Design&ConstructionSpecifications PDFDocument179 pagesSchedule3 Design&ConstructionSpecifications PDFTariq JamalNo ratings yet
- Product Specification - Maritime Foundation Facilities (MFF) PDFDocument142 pagesProduct Specification - Maritime Foundation Facilities (MFF) PDFL.A. FodullaNo ratings yet
- Technical Provisions 301ADocument111 pagesTechnical Provisions 301Aengg112233No ratings yet
- Manuale Arta ItalianoDocument183 pagesManuale Arta Italianosergio10264No ratings yet
- Annex B1 - SoW PDFDocument110 pagesAnnex B1 - SoW PDFCemac ContractorCemacNo ratings yet
- Nureg 1609Document149 pagesNureg 1609sasakkoNo ratings yet
- OHL Construction Standards 2016 PDFDocument469 pagesOHL Construction Standards 2016 PDFjdpardoNo ratings yet
- DAMAC SPM - (Rev 6 - 270122)Document223 pagesDAMAC SPM - (Rev 6 - 270122)Xtreme-DesignsNo ratings yet
- Ecg1250 Service ManualDocument90 pagesEcg1250 Service Manualsp_clpnfNo ratings yet
- 3.0. - 230004 - Section 3 - Itt - Technical PackageDocument111 pages3.0. - 230004 - Section 3 - Itt - Technical PackageleftkarthikeyanNo ratings yet
- Technical Specifications: "Tender Package For Civil Infrastructure WorksDocument2 pagesTechnical Specifications: "Tender Package For Civil Infrastructure Workslucky_engineerNo ratings yet
- TM 9-1240-271-34&P - Periscope M118E1Document207 pagesTM 9-1240-271-34&P - Periscope M118E1Robert Kahler100% (1)
- Vol 4 Specifications 010823Document185 pagesVol 4 Specifications 010823马如坤No ratings yet
- General - CDN Orders (En)Document155 pagesGeneral - CDN Orders (En)StanislawNo ratings yet
- International Practical Shooting ConfederationDocument69 pagesInternational Practical Shooting ConfederationPatrick BodartNo ratings yet
- Occupational Health and Safety PlanDocument69 pagesOccupational Health and Safety PlanGiorgi KenkebashviliNo ratings yet
- Technical SpecificationsDocument132 pagesTechnical SpecificationsVal NailonNo ratings yet
- TR2222 - Pipeline Flooding, Cleaning, Gauging and Pressure TestingDocument20 pagesTR2222 - Pipeline Flooding, Cleaning, Gauging and Pressure Testingmaximusala83No ratings yet
- RAM Report 2Document119 pagesRAM Report 2maxnokiaNo ratings yet
- 17mb35 Service ManualDocument91 pages17mb35 Service ManualpsapwellNo ratings yet
- Hcr1200-Edii 917200-D302010 enDocument212 pagesHcr1200-Edii 917200-D302010 enAxel Alexander100% (4)
- 19.volume-2 TPsDocument122 pages19.volume-2 TPsbladdeeNo ratings yet
- TIA-222-F - Structural Standard For Steel Antenna Towers and Antenna Supporting StructuresDocument66 pagesTIA-222-F - Structural Standard For Steel Antenna Towers and Antenna Supporting StructuresAbdul AzeemNo ratings yet
- Project Gemini Game ManualDocument148 pagesProject Gemini Game ManualjeanNo ratings yet
- (CKM) Garis Panduan Mekanikal (Standard Specs CW & SP JKR)Document60 pages(CKM) Garis Panduan Mekanikal (Standard Specs CW & SP JKR)Sheikh Mohd AshrawiNo ratings yet
- Tec7600 7700 SM - ADocument178 pagesTec7600 7700 SM - AElectromedicina CatanNo ratings yet
- Baxi 200 Combi 2 Installation ManualDocument84 pagesBaxi 200 Combi 2 Installation ManualGas engineerNo ratings yet
- PS17002 PKL PPC 115 Operation Manual 20180108Document85 pagesPS17002 PKL PPC 115 Operation Manual 20180108camiloviviNo ratings yet
- H Proc Notices Notices 045 K Notice Doc 43313 218040803Document38 pagesH Proc Notices Notices 045 K Notice Doc 43313 218040803Juan Daniel Velez MuñozNo ratings yet
- Dae Nihon Kohden Cardiolife2100kDocument103 pagesDae Nihon Kohden Cardiolife2100kSandro RebecNo ratings yet
- UserManual ServicioDocument356 pagesUserManual ServicioJhon GueetaNo ratings yet
- Maintenance For Air ConDocument99 pagesMaintenance For Air ConMMTMNo ratings yet
- CNS-9101 SM PDFDocument70 pagesCNS-9101 SM PDFhadiiir pal100% (1)
- Man Eng Mov11.6 Technical SpecificationsDocument96 pagesMan Eng Mov11.6 Technical SpecificationsjosemNo ratings yet
- Rules For Classification of Diving Systems and Submersibles 2018Document127 pagesRules For Classification of Diving Systems and Submersibles 2018Yashini SathiaselanNo ratings yet
- FISCO Intrinsically Safe Fieldbus SystemDocument24 pagesFISCO Intrinsically Safe Fieldbus SystemReyes SanchezNo ratings yet
- Mek6400 OmDocument345 pagesMek6400 OmduydonghtNo ratings yet
- 17MB24 1Document43 pages17MB24 1TvcrepairNo ratings yet
- Guidance For The Approval and Type Approval of Materials and Equipment For Marine UseDocument321 pagesGuidance For The Approval and Type Approval of Materials and Equipment For Marine UseRafael Brito100% (1)
- EGTYPDocument325 pagesEGTYPMega Jaya TeknikNo ratings yet
- Nihon Kohden 6450 Operator ManualDocument335 pagesNihon Kohden 6450 Operator ManualVictorNo ratings yet
- Dod HDBK 791Document232 pagesDod HDBK 791Nguyen Ho LongNo ratings yet
- (PCM) - Aplng Upstream Phase 1 - Custody Metering Skids - Technical SpecificationDocument37 pages(PCM) - Aplng Upstream Phase 1 - Custody Metering Skids - Technical SpecificationChrisNo ratings yet
- Ming Phase 2A PFS Sep2015Document272 pagesMing Phase 2A PFS Sep2015mohamed adamNo ratings yet
- Spesifikasi - Spesifikasi - S.I SANGLANG PDFDocument79 pagesSpesifikasi - Spesifikasi - S.I SANGLANG PDFMohd Musa HashimNo ratings yet
- Comnav Technology Cors SolutionDocument37 pagesComnav Technology Cors SolutionThanate JongrujinanNo ratings yet
- Section-20 Drainage WorksDocument26 pagesSection-20 Drainage Worksmohammadkhatib991No ratings yet
- Basic Aerodynamics Bristol BasicsDocument86 pagesBasic Aerodynamics Bristol BasicsumeshNo ratings yet
- Mil STD 1808aDocument123 pagesMil STD 1808ascribd_drsNo ratings yet
- Nuclear Commerce: Its Control Regime and the Non-Proliferation TreatyFrom EverandNuclear Commerce: Its Control Regime and the Non-Proliferation TreatyNo ratings yet
- Pollution Prevention: Methodology, Technologies and PracticesFrom EverandPollution Prevention: Methodology, Technologies and PracticesNo ratings yet
- Mock Test Paper MCQDocument6 pagesMock Test Paper MCQPinku MaitiNo ratings yet
- TowerDocument1 pageTowerPinku MaitiNo ratings yet
- Mock Test Paper Answer SheetDocument4 pagesMock Test Paper Answer SheetPinku MaitiNo ratings yet
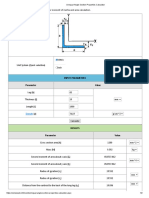
- Unequal Angle Section Properties CalculatorDocument4 pagesUnequal Angle Section Properties CalculatorPinku MaitiNo ratings yet
- Inspection and Test Plan (Towers & Fasteners) : DescriptionDocument84 pagesInspection and Test Plan (Towers & Fasteners) : DescriptionPinku MaitiNo ratings yet
- Tensile Testing of Metals Proficiency Testing Program Round 4Document39 pagesTensile Testing of Metals Proficiency Testing Program Round 4Pinku MaitiNo ratings yet
- 2 - General Technical SpecificationsDocument24 pages2 - General Technical SpecificationsPinku MaitiNo ratings yet
- Equal Angle Section Properties CalculatorDocument2 pagesEqual Angle Section Properties CalculatorPinku Maiti100% (1)
- Unequal Angle Section Properties CalculatorDocument3 pagesUnequal Angle Section Properties CalculatorPinku MaitiNo ratings yet
- Account Statement From 18 Dec 2020 To 18 Jun 2021Document12 pagesAccount Statement From 18 Dec 2020 To 18 Jun 2021Pinku MaitiNo ratings yet
- GTTPL Technical Specifications Full EpcDocument10 pagesGTTPL Technical Specifications Full EpcPinku MaitiNo ratings yet
- BorWin6 Page 5Document1 pageBorWin6 Page 5Kiran VargheseNo ratings yet
- SGS 2023 Integrated Report enDocument208 pagesSGS 2023 Integrated Report enfgomesleonardo9No ratings yet
- Process Flow Control Plan WorksheetDocument4 pagesProcess Flow Control Plan WorksheetMajdi JerbiNo ratings yet
- Inspection & Test Plan: Dangote Oil Refinery CompanyDocument7 pagesInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatNo ratings yet
- Curriculum Vitae: Professional SummaryDocument3 pagesCurriculum Vitae: Professional SummaryMinakshi MishraNo ratings yet
- Mil C 39012CDocument57 pagesMil C 39012CMITHUN.V POWARNo ratings yet
- NR L3 Civ 023Document83 pagesNR L3 Civ 023Nitin YadavNo ratings yet
- 1402 Auto Service Technician Level 4Document41 pages1402 Auto Service Technician Level 4Sudheesh SNo ratings yet
- HPF Fan - AnshanDocument28 pagesHPF Fan - AnshanDangolNo ratings yet
- 3-25-6 Abrasion Resistant Refractory Lining Hex Mesh ReinforcedDocument59 pages3-25-6 Abrasion Resistant Refractory Lining Hex Mesh ReinforcedPierre Ramirez100% (2)
- Sheaves InspectionDocument9 pagesSheaves InspectionGrenoite Grenoite100% (1)
- CSR Matrix For RefDocument6 pagesCSR Matrix For RefBard Z8No ratings yet
- EN 573-3, EN 755-1, - 2, - 5: Point Out in The Entry 71A (Details of Charge) : OURDocument24 pagesEN 573-3, EN 755-1, - 2, - 5: Point Out in The Entry 71A (Details of Charge) : OURDominika ChorodyńskaNo ratings yet
- Guest Room InspectionDocument4 pagesGuest Room InspectionRegisteel Kumar100% (1)
- Fire Safety Log Book TemplateDocument9 pagesFire Safety Log Book Templatecartdj0307No ratings yet
- Inspection and Acceptance Precast and Prestressed Concrete Bridge UnitsDocument14 pagesInspection and Acceptance Precast and Prestressed Concrete Bridge UnitsKaan TekinturhanNo ratings yet
- COST Action TU1402 Guidelines Pract EngineersDocument61 pagesCOST Action TU1402 Guidelines Pract EngineerstungNo ratings yet
- Care - Maintenance of Endoscopy EquipmentDocument109 pagesCare - Maintenance of Endoscopy EquipmentSyed Mohamad FaridNo ratings yet
- Questions M9 Human FactorsDocument35 pagesQuestions M9 Human FactorsTantan Pimrawan100% (1)
- Manufacturing Instructions SN 200-8: Inspection/TestingDocument6 pagesManufacturing Instructions SN 200-8: Inspection/Testingyasev63801No ratings yet
- DPK Filtration Skid 9com # One Time Approval: Inspection & Testing RequirementsDocument2 pagesDPK Filtration Skid 9com # One Time Approval: Inspection & Testing RequirementsVijay BhaleraoNo ratings yet
- Akura - Hse Compliance (Tubular Inspection)Document46 pagesAkura - Hse Compliance (Tubular Inspection)elvandiNo ratings yet
- Effective Supervision, Monitoring and Evaluation in Basic Education Challenges and Solutions in Yobe StateDocument10 pagesEffective Supervision, Monitoring and Evaluation in Basic Education Challenges and Solutions in Yobe StateEditor IJTSRDNo ratings yet
- Astm d1709Document8 pagesAstm d1709Víctor Hugo LópezNo ratings yet
- I) CBC Spec No. Wd-70-Bd-10 (Rev.1)Document47 pagesI) CBC Spec No. Wd-70-Bd-10 (Rev.1)devgreatNo ratings yet
- APQPWorkbookDocument39 pagesAPQPWorkbookAnjani kumarNo ratings yet
- Railtrack 035Document59 pagesRailtrack 035PriyadharsiniNo ratings yet
- XLRI Manish Gautam ResumeDocument2 pagesXLRI Manish Gautam ResumeRatna TiwaryNo ratings yet
- Tipper Inspection CertDocument6 pagesTipper Inspection CertikponmwonsaNo ratings yet