Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
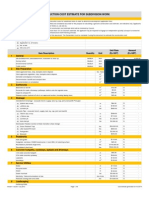
- Construction Cost Estimator For Subdivision WorkDocument6 pagesConstruction Cost Estimator For Subdivision WorkRonaldRayLachica100% (8)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- M 600 BrochureDocument2 pagesM 600 BrochurecleanwaterNo ratings yet
- Chapter 4 Wastewater Management by WSP SystemDocument13 pagesChapter 4 Wastewater Management by WSP SystemZankhana DaveNo ratings yet
- Science Art Integrated ProjectDocument17 pagesScience Art Integrated ProjectduttaarusikaNo ratings yet
- 'Technical Deficiency Letter' For Red Mill Crossing ProjectDocument9 pages'Technical Deficiency Letter' For Red Mill Crossing ProjectNTBreakingNewsNo ratings yet
- Est MCQ U-4Document11 pagesEst MCQ U-4Vinod MarneNo ratings yet
- Thesis Related To Water Quality IndexDocument5 pagesThesis Related To Water Quality Indexsdeaqoikd100% (2)
- Circular: Guidelines On The Use of Chlorine Containing Chemicals For Disinfection of Swimming PoolsDocument4 pagesCircular: Guidelines On The Use of Chlorine Containing Chemicals For Disinfection of Swimming PoolsAhmed MuhammadNo ratings yet
- Igc 2005Document6 pagesIgc 2005Rahul BaliNo ratings yet
- Unilift CC, KP, Ap and KPC: Submersible Drainage and Effluent Pumps 50/60 HZDocument76 pagesUnilift CC, KP, Ap and KPC: Submersible Drainage and Effluent Pumps 50/60 HZSaiNo ratings yet
- Quiz No. 03 Plumbing Code (10%)Document30 pagesQuiz No. 03 Plumbing Code (10%)ShadowNo ratings yet
- Department of Environment and Natural Resources DENRDocument3 pagesDepartment of Environment and Natural Resources DENRjofel delicanaNo ratings yet
- O & M - Shrijee EtpDocument44 pagesO & M - Shrijee EtpOmkar BharankarNo ratings yet
- Introducing Sand Filter Capping For Turbidity Removal For Potable Water Treatment Plants of Mosul IraqDocument9 pagesIntroducing Sand Filter Capping For Turbidity Removal For Potable Water Treatment Plants of Mosul Iraqchindy shintya putriNo ratings yet
- Reverse Osmosis System MV SEAFDECDocument11 pagesReverse Osmosis System MV SEAFDECZar KhariNo ratings yet
- Semiconductor Wastewater Treatment Using Tapioca Starch As A Natural CoagulantDocument9 pagesSemiconductor Wastewater Treatment Using Tapioca Starch As A Natural Coagulanthuonggiangnguyen3011No ratings yet
- Env2025 DoneDocument14 pagesEnv2025 DoneChetna MakwanaNo ratings yet
- Perhitungan Status Mutu Air Metode Indeks Pencemaran Pada Hilir Sungai Tempat Pembuangan Air Limbah Rsu Permata Hati Parameter Ci Lix Ci/Lix Ci/Li Ukur Baru (Ci/Lix) R (Ci/Lix) M Pij Ci/LixDocument2 pagesPerhitungan Status Mutu Air Metode Indeks Pencemaran Pada Hilir Sungai Tempat Pembuangan Air Limbah Rsu Permata Hati Parameter Ci Lix Ci/Lix Ci/Li Ukur Baru (Ci/Lix) R (Ci/Lix) M Pij Ci/LixDafy ZainiNo ratings yet
- Unit-1 Environment CommunicationDocument38 pagesUnit-1 Environment Communicationabhinavaghosh69No ratings yet
- Review Article Water For Pharmaceutical Use PDFDocument6 pagesReview Article Water For Pharmaceutical Use PDFBo RatchadapornNo ratings yet
- Unban Hydrology Unit-IiiDocument9 pagesUnban Hydrology Unit-IiikailashNo ratings yet
- Series PWC: Pure WaterDocument3 pagesSeries PWC: Pure WaterWattsNo ratings yet
- Guidelines: For Efficient Water UseDocument28 pagesGuidelines: For Efficient Water UseAnonymous Rn3gBriINo ratings yet
- Continuous Sand Filter - 11110Document2 pagesContinuous Sand Filter - 11110ganeshNo ratings yet
- Paper Recycling PosterDocument1 pagePaper Recycling PosterPranav GhabrooNo ratings yet
- CyanobacteriaDocument25 pagesCyanobacteriaM Rizky MujahidinNo ratings yet
- Water Pollution TP b38Document12 pagesWater Pollution TP b38Aaditya Pandey AmritNo ratings yet
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument7 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingrenepunterNo ratings yet
- Lecture 1 ETP Textile - verIIDocument44 pagesLecture 1 ETP Textile - verIIAshok ThakkarNo ratings yet
- IKK Asphalt Batch Plant Recommissioning Checklist - May 2022Document6 pagesIKK Asphalt Batch Plant Recommissioning Checklist - May 2022Idris Adeshina AdeniranNo ratings yet