Download as pdf or txt
You might also like
- Geh 6737Document92 pagesGeh 6737Lyman ConnorNo ratings yet
- FM 1614 FRC Pipe and Fittings For UG FP Service 2017Document28 pagesFM 1614 FRC Pipe and Fittings For UG FP Service 2017andyNo ratings yet
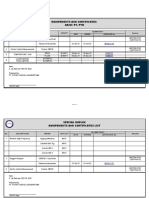
- LIST TOOLS AND EQUIPMENT QAQC Update 07 Sep 2022Document4 pagesLIST TOOLS AND EQUIPMENT QAQC Update 07 Sep 2022Ferdie OSNo ratings yet
- WPS14-1 A106 B SmawDocument4 pagesWPS14-1 A106 B SmawRahul MoottolikandyNo ratings yet
- D75 14Document8 pagesD75 14JorgeCalvoLara100% (2)
- Loading Rules-Volume 1-01042020Document133 pagesLoading Rules-Volume 1-01042020Sourav BhaktaNo ratings yet
- MPS 3lpeDocument11 pagesMPS 3lpeabhishek_me03No ratings yet
- Steel Castings, General Requirements, For Pressure-Containing Parts'Document14 pagesSteel Castings, General Requirements, For Pressure-Containing Parts'amerNo ratings yet
- Gauge - Pole - Cover - For - Floating - Roof - Tanks LR PDFDocument2 pagesGauge - Pole - Cover - For - Floating - Roof - Tanks LR PDFArlen NurlanNo ratings yet
- Tekno Valves Ton ContainerDocument14 pagesTekno Valves Ton ContainerFrancisco Hevia FariaNo ratings yet
- BMT Lab ManualDocument63 pagesBMT Lab ManualVarmaNo ratings yet
- Software Cost Estimation Models and Techniques A Survey IJERTV3IS20384Document6 pagesSoftware Cost Estimation Models and Techniques A Survey IJERTV3IS20384balj balhNo ratings yet
- Choke Valve CatalogueDocument28 pagesChoke Valve CatalogueAzwan ShahmeeNo ratings yet
- Indicators, Sight, Liquid Level, Direct and Indirect Reading, Tubular Glass/PlasticDocument8 pagesIndicators, Sight, Liquid Level, Direct and Indirect Reading, Tubular Glass/PlasticleonciomavarezNo ratings yet
- 4.3 - OEPMC-EQS-0000-EC-00055 - 000 - 04 - Reference Standards PDFDocument536 pages4.3 - OEPMC-EQS-0000-EC-00055 - 000 - 04 - Reference Standards PDFRavi JankarNo ratings yet
- Pre-Order Inspection Test Plan For Rotork Electric Valve ActuatorsDocument3 pagesPre-Order Inspection Test Plan For Rotork Electric Valve ActuatorsDon DanielNo ratings yet
- 05 - Ips-C-Pi-350Document21 pages05 - Ips-C-Pi-350Integrity EngineerNo ratings yet
- Flux Lincoln 860Document2 pagesFlux Lincoln 860Aries MarteNo ratings yet
- Companion ASME Vol. III-ch4Document22 pagesCompanion ASME Vol. III-ch4Siddhartha GaubaNo ratings yet
- Regulatory Guide 1.90Document23 pagesRegulatory Guide 1.90Luis Juan Trejo CruzNo ratings yet
- Koc-P-004 Part 9 Rev.2Document39 pagesKoc-P-004 Part 9 Rev.2Hari KrishnanNo ratings yet
- Mobile Offshore Drilling Units 2008: Rules For Building and ClassingDocument14 pagesMobile Offshore Drilling Units 2008: Rules For Building and ClassingmfazioliNo ratings yet
- Obtaining Hydrostatic Design Basis For Thermoplastic Pipe Materials or Pressure Design Basis For Thermoplastic Pipe ProductsDocument16 pagesObtaining Hydrostatic Design Basis For Thermoplastic Pipe Materials or Pressure Design Basis For Thermoplastic Pipe ProductsDuy NguyenNo ratings yet
- Valtech Catalogue-1Document44 pagesValtech Catalogue-1Bashir AliNo ratings yet
- Astm A409 A409m 2001Document6 pagesAstm A409 A409m 2001Roland CepedaNo ratings yet
- Pressure Test RecordDocument4 pagesPressure Test RecordhikmahNo ratings yet
- Attachment #3 - Inspection Test Plan Line Pipes ProductionDocument2 pagesAttachment #3 - Inspection Test Plan Line Pipes ProductionLarry UbuNo ratings yet
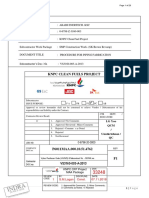
- Client: Contract: Job / Project TitleDocument5 pagesClient: Contract: Job / Project TitleAbdur RehmanNo ratings yet
- Arabi Fab Proc F1 Code 1Document23 pagesArabi Fab Proc F1 Code 1DarwishMohamedNo ratings yet
- Mds-Sparkler Filter F-304Document1 pageMds-Sparkler Filter F-304Vipul Gandhi50% (2)
- TWI Record of Vision TestsDocument1 pageTWI Record of Vision TestsMD IFTAKHAR KAZMINo ratings yet
- Astm A744-A744m 2010Document6 pagesAstm A744-A744m 2010Júlio RosaNo ratings yet
- Astm A 194 - 2007aDocument12 pagesAstm A 194 - 2007axf zhang100% (1)
- 2386 7 1963 Reff2021Document32 pages2386 7 1963 Reff2021qdqwdqwdNo ratings yet
- BS en 1522-1999Document8 pagesBS en 1522-1999lilyNo ratings yet
- MeasurIT Red Valve Expansion Joints J1 0802Document3 pagesMeasurIT Red Valve Expansion Joints J1 0802cwiejkowskaNo ratings yet
- Inspection of CastingDocument23 pagesInspection of CastingRaghu SanthNo ratings yet
- Astm A106 1999Document13 pagesAstm A106 1999Rolando CastilloNo ratings yet
- Astm 928-2018Document7 pagesAstm 928-2018Gangatharan RamarajNo ratings yet
- ID G BU YY0 PRO GN 00 0019 - CCMS Requirement GuidelineDocument38 pagesID G BU YY0 PRO GN 00 0019 - CCMS Requirement GuidelineMuhammad GaneshaNo ratings yet
- F1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping ApplicationsDocument7 pagesF1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping Applicationsislamaktham100% (1)
- 00 DOT Regulations (Portable Tank) Full Set - 20200812Document84 pages00 DOT Regulations (Portable Tank) Full Set - 20200812이훈No ratings yet
- Data Sheet For Welding of Pressure Containing Equipment and PipingDocument9 pagesData Sheet For Welding of Pressure Containing Equipment and PipingPramod AthiyarathuNo ratings yet
- Astm A 48-2016Document6 pagesAstm A 48-2016Mohammed AliNo ratings yet
- 5-1940-8040 Rev. 05Document15 pages5-1940-8040 Rev. 05Mathi Vinoth PillaiNo ratings yet
- Nut & Bolt ScienceDocument3 pagesNut & Bolt SciencetanujaayerNo ratings yet
- b291 000-83-41 SP 0001 Piping Material SpecificationDocument17 pagesb291 000-83-41 SP 0001 Piping Material SpecificationChris MacMillanNo ratings yet
- Adhesion Test For PaintDocument44 pagesAdhesion Test For PaintLaughlikesiao HeheNo ratings yet
- Saudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 3-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 3-Jul-18 Mechkarthi51289No ratings yet
- Composite Construction Works For CNG Station at Kovvur, West Godavari District, A.PDocument209 pagesComposite Construction Works For CNG Station at Kovvur, West Godavari District, A.Pvinay1999No ratings yet
- RG 1.142 - R3 - 2020-Safety-Related Concrete Structures For Nuclear Power Plants (Other Than Reactor Vessels and Containments)Document20 pagesRG 1.142 - R3 - 2020-Safety-Related Concrete Structures For Nuclear Power Plants (Other Than Reactor Vessels and Containments)Ting Yi LiaoNo ratings yet
- Mv-22 Details 02Document1 pageMv-22 Details 02riyazNo ratings yet
- Pneumatic, Piston Type: Needle Valve ActuatorsDocument20 pagesPneumatic, Piston Type: Needle Valve Actuatorsarif fadhillahNo ratings yet
- Ball Valve 2500 Top Entry Cross Sectional DrawingDocument4 pagesBall Valve 2500 Top Entry Cross Sectional DrawingJorge GarciaNo ratings yet
- ASTM D 5946-04 Contact Angle MeasurementDocument6 pagesASTM D 5946-04 Contact Angle MeasurementJakub GrzelkaNo ratings yet
- Psi Flange KitsDocument8 pagesPsi Flange Kitsdianudin safarudinNo ratings yet
- Double Bottom Petroleum Storage TanksDocument10 pagesDouble Bottom Petroleum Storage TanksAlessio BarboneNo ratings yet
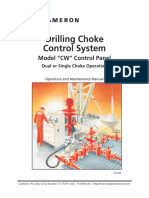
- TC1569 Drilling Choke Control System Model CW Control PanelDocument74 pagesTC1569 Drilling Choke Control System Model CW Control PanelrolandNo ratings yet
- QAR-QD#419-14 Grapple Cylinder GPDocument6 pagesQAR-QD#419-14 Grapple Cylinder GPIrwanto ManafNo ratings yet
- 7 PDF - 1 - 2781 NCR TEP JHS 001 - 05sep18Document1 page7 PDF - 1 - 2781 NCR TEP JHS 001 - 05sep18Victor ManaoNo ratings yet
- QAR-QD#419-24 Edmo Jack Cylinder GPDocument2 pagesQAR-QD#419-24 Edmo Jack Cylinder GPIrwanto ManafNo ratings yet
- The Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and AuditorsFrom EverandThe Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and AuditorsNo ratings yet
- Indetification 'P' ''BZ'' ''Ca'' & ''CB''Document7 pagesIndetification 'P' ''BZ'' ''Ca'' & ''CB''Ferdie OSNo ratings yet
- 13-12-23. Antena Monopole mTA 954Document1 page13-12-23. Antena Monopole mTA 954Ferdie OSNo ratings yet
- Insulation Resistance Testing: Advice and GuidanceDocument1 pageInsulation Resistance Testing: Advice and GuidanceFerdie OSNo ratings yet
- LIST TOOLS AND EQUIPMENT QAQC Update 01 Des 2021Document6 pagesLIST TOOLS AND EQUIPMENT QAQC Update 01 Des 2021Ferdie OSNo ratings yet
- Repair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDDocument13 pagesRepair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDFerdie OS100% (1)
- L04200802 - Temparature Gun - IRTEK - PTM-BP-HDL-TMG01Document2 pagesL04200802 - Temparature Gun - IRTEK - PTM-BP-HDL-TMG01Ferdie OSNo ratings yet
- Kalibrasi Thermometer InfraredDocument2 pagesKalibrasi Thermometer InfraredFerdie OSNo ratings yet
- WELDING Book AWSD1.1 Rev-3ADocument35 pagesWELDING Book AWSD1.1 Rev-3AFerdie OS100% (1)
- Weld MapDocument1 pageWeld MapFerdie OS100% (1)
- Planning Kerja 10 Jan 2023Document1 pagePlanning Kerja 10 Jan 2023Ferdie OSNo ratings yet
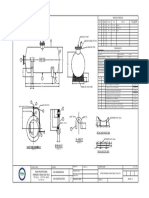
- FOAM TANK-ModelDocument1 pageFOAM TANK-ModelFerdie OSNo ratings yet
- Pengajuan Wps ASMEDocument1 pagePengajuan Wps ASMEFerdie OSNo ratings yet
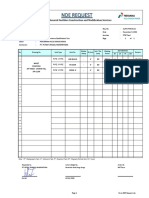
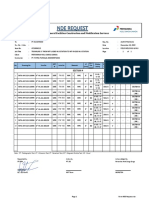
- Request NDT Trunkline 01-December-2022Document1 pageRequest NDT Trunkline 01-December-2022Ferdie OSNo ratings yet
- Painting Trunkline SBH 14Document1 pagePainting Trunkline SBH 14Ferdie OSNo ratings yet
- WPQT PHSSDocument1 pageWPQT PHSSFerdie OSNo ratings yet
- Pre Test CLSR SHU OKDocument8 pagesPre Test CLSR SHU OKFerdie OSNo ratings yet
- All CertificateDocument25 pagesAll CertificateFerdie OSNo ratings yet
- Planning 21 Januari 2023Document1 pagePlanning 21 Januari 2023Ferdie OSNo ratings yet
- ITP-Onshore-Pipeline PTMDocument2 pagesITP-Onshore-Pipeline PTMFerdie OSNo ratings yet
- Request NDT Section 4 TGL 22-12-2022Document1 pageRequest NDT Section 4 TGL 22-12-2022Ferdie OSNo ratings yet
- Request NDT Section 4 TGL 06-12-2022Document1 pageRequest NDT Section 4 TGL 06-12-2022Ferdie OSNo ratings yet
- Request NDT Welder TestDocument1 pageRequest NDT Welder TestFerdie OSNo ratings yet
- Request NDT Section 4 TGL 16-12-2022Document1 pageRequest NDT Section 4 TGL 16-12-2022Ferdie OSNo ratings yet
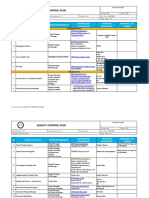
- Control PlanDocument3 pagesControl PlanFerdie OSNo ratings yet
- Pipe Support ModelDocument1 pagePipe Support ModelFerdie OSNo ratings yet
- Request NDT Trunkline 03-11-2022Document1 pageRequest NDT Trunkline 03-11-2022Ferdie OSNo ratings yet
- Request NDT Section 2 TGL 23-11-2022Document1 pageRequest NDT Section 2 TGL 23-11-2022Ferdie OSNo ratings yet
- DASHBOARD 26 Oktober - 25 November BASE ON LENGTHDocument17 pagesDASHBOARD 26 Oktober - 25 November BASE ON LENGTHFerdie OSNo ratings yet
- WRR Base On FilmDocument3 pagesWRR Base On FilmFerdie OSNo ratings yet
- Accomplishment Report Pinagtigasan KinderDocument12 pagesAccomplishment Report Pinagtigasan KinderMay Anne AlmarioNo ratings yet
- Short Questions For Ayub Khan DownfallDocument9 pagesShort Questions For Ayub Khan Downfallabdullah sheikhNo ratings yet
- The Decline of The WestDocument3 pagesThe Decline of The Westyasminbahat80% (5)
- Perception On CatcallingDocument19 pagesPerception On CatcallingJasmin Delos ReyesNo ratings yet
- Jury Trial Moot Problem, Bar The Lex Fiesta 2016Document22 pagesJury Trial Moot Problem, Bar The Lex Fiesta 2016ShradhaNo ratings yet
- Increasing and Decreasing Functions, Concavity and Inflection PointsDocument17 pagesIncreasing and Decreasing Functions, Concavity and Inflection PointsAnonymous Gd16J3n7No ratings yet
- Modeling & Simulation of Spherical Robot Configuration Using Solidworks & MatlabDocument3 pagesModeling & Simulation of Spherical Robot Configuration Using Solidworks & Matlabkarthi0% (1)
- HP System Management Homepage 6.0 User Guide: HP-UX, Linux, and Windows Operating SystemsDocument102 pagesHP System Management Homepage 6.0 User Guide: HP-UX, Linux, and Windows Operating SystemsFábio AndréNo ratings yet
- UF - 455 - G Presentation Sheet 2011Document4 pagesUF - 455 - G Presentation Sheet 2011Carlos Perez TrujilloNo ratings yet
- How To Use Survey MonkeyDocument122 pagesHow To Use Survey MonkeyAlfie AbiabiNo ratings yet
- Chapter 7 - Non Verbal CommunicationDocument7 pagesChapter 7 - Non Verbal CommunicationCarolyn NacesNo ratings yet
- BS 2782-10 Method 1005 1977Document13 pagesBS 2782-10 Method 1005 1977Yaser ShabasyNo ratings yet
- 72.61.00.045 26-MAR-2020 08-DEC-2021 Closed A319-100N, A320-200N, A321-200N, A321-200NX, A321-200NY 72-61 Iae LLC Pratt & Whitney TFU UpdateDocument9 pages72.61.00.045 26-MAR-2020 08-DEC-2021 Closed A319-100N, A320-200N, A321-200N, A321-200NX, A321-200NY 72-61 Iae LLC Pratt & Whitney TFU UpdatejivomirNo ratings yet
- Taylor's Scientific ManagementDocument7 pagesTaylor's Scientific Managementsipanjegiven0% (1)
- Water Flow Meter South AfricaDocument2 pagesWater Flow Meter South AfricaH2oNetNo ratings yet
- Analog Electronics 1Document64 pagesAnalog Electronics 1AbhishekNo ratings yet
- What To Expect After Getting The Pfizer or Moderna COVID-19 VaccineDocument2 pagesWhat To Expect After Getting The Pfizer or Moderna COVID-19 Vaccineoz fmc3No ratings yet
- Verb Pattern in EnglishDocument4 pagesVerb Pattern in EnglishValentina Yanella Caudullo SeoaneNo ratings yet
- Dynamics-2017 15Document113 pagesDynamics-2017 15Noor Ulain NabeelaNo ratings yet
- Bradley Eye Wash Manual S19224Document44 pagesBradley Eye Wash Manual S19224jackNo ratings yet
- Floyd Electrical StatementDocument5 pagesFloyd Electrical Statementshane.ramirez1980No ratings yet
- Terms of Use: Thank You For Respecting My Work!Document11 pagesTerms of Use: Thank You For Respecting My Work!Tammy Reyes VélizNo ratings yet
- Indicators & PH CurvesDocument35 pagesIndicators & PH CurvesSairam PrasathNo ratings yet
- Pentaho Analytics For Mongodb: Chapter No. 3 "Using Pentaho Instaview"Document18 pagesPentaho Analytics For Mongodb: Chapter No. 3 "Using Pentaho Instaview"Packt PublishingNo ratings yet
- TB 001 Gas Industry Unsafe Situation Procedure Giusp Edition 71 1 PDFDocument38 pagesTB 001 Gas Industry Unsafe Situation Procedure Giusp Edition 71 1 PDFPeter Monk100% (1)
- Deped Order No.31 S. 2020 Interim Guidelines For Assessment and Grading in Light of The Basic Education Learning Continuity PlanDocument24 pagesDeped Order No.31 S. 2020 Interim Guidelines For Assessment and Grading in Light of The Basic Education Learning Continuity PlanAlyssa AlbertoNo ratings yet
- Resource Guide For New ChrosDocument23 pagesResource Guide For New Chroslane.a.mcfNo ratings yet
- Khidmat - The ServiceDocument6 pagesKhidmat - The ServiceAjay Prakash VermaNo ratings yet
- PVC Foam Furniture Sheet PDFDocument2 pagesPVC Foam Furniture Sheet PDFAbdul Majid100% (1)