Download as pdf or txt
You might also like
- MAE 243 Exam 1 WVU 2013Document6 pagesMAE 243 Exam 1 WVU 2013michelleNo ratings yet
- Ejercicio 2.3Document4 pagesEjercicio 2.3Duvan BayonaNo ratings yet
- (1987) A New Definition of The Rainflow Cycle Counting MethodDocument3 pages(1987) A New Definition of The Rainflow Cycle Counting MethodMarcell EnzweilerNo ratings yet
- AL Problem Solving Process Manual - Updated 10 - May 2016Document74 pagesAL Problem Solving Process Manual - Updated 10 - May 2016Akshi Karthikeyan100% (1)
- American Girl Presentaton Team-6Document9 pagesAmerican Girl Presentaton Team-6Ashish Kaushal RanjanNo ratings yet
- Airbus EtopsDocument99 pagesAirbus Etopskonser100% (2)
- CH 12 Review Solutions PDFDocument11 pagesCH 12 Review Solutions PDFOyinkansola OsiboduNo ratings yet
- John Lee - Well Testing-56-57Document2 pagesJohn Lee - Well Testing-56-57Naomi GabriellaNo ratings yet
- Cel464 Minor1 Sem1 08Document1 pageCel464 Minor1 Sem1 08donotpanicNo ratings yet
- Heart Transfer Through Composite WallDocument5 pagesHeart Transfer Through Composite WallSai chiranthNo ratings yet
- Mba22043 A OpmDocument18 pagesMba22043 A OpmPALLAV JAWADENo ratings yet
- Adobe Scan Nov 20, 2020Document1 pageAdobe Scan Nov 20, 2020Leila BrownNo ratings yet
- Kin + Sur + Pol Ques + Notes PDFDocument170 pagesKin + Sur + Pol Ques + Notes PDFAakash SrivastavaNo ratings yet
- J U.O - ,,l.. - J,: Va - LWDocument3 pagesJ U.O - ,,l.. - J,: Va - LWragul v.n.No ratings yet
- NigamJennings CalResponseSpectra1969 PDFDocument14 pagesNigamJennings CalResponseSpectra1969 PDFCristianMolinaOreNo ratings yet
- Adobe Scan Feb 13, 2022Document11 pagesAdobe Scan Feb 13, 2022Sakshi SinghNo ratings yet
- 4 Kinematics of Rectilinear Motion (M)Document8 pages4 Kinematics of Rectilinear Motion (M)Fareed HusseinNo ratings yet
- Hsslive Xi F 3227 Mathematics (Science)Document12 pagesHsslive Xi F 3227 Mathematics (Science)gayathrimadhav28No ratings yet
- Intro To Palm Oil ProcessingDocument113 pagesIntro To Palm Oil ProcessingReinaldo Sembiring93% (14)
- M2 Cie 2Document5 pagesM2 Cie 2Fawaaz ShareefNo ratings yet
- XIO M9) : - Xl"e - 3/ O) KR (JDocument10 pagesXIO M9) : - Xl"e - 3/ O) KR (JBaxton Paul GarzaNo ratings yet
- The Herring Economic Model: Empirical VersionDocument10 pagesThe Herring Economic Model: Empirical VersionDanujaWijayantoNo ratings yet
- FEM Lagrangian MultipliersDocument14 pagesFEM Lagrangian MultipliersVan Dung NguyenNo ratings yet
- Exp PengDocument5 pagesExp PengAlice MarinescuNo ratings yet
- Chapter 8 - Fundamentals of Type Curve Matching Methods For Oil WellsDocument52 pagesChapter 8 - Fundamentals of Type Curve Matching Methods For Oil WellsmisterkoroNo ratings yet
- End Semester Examinatlbn Pe-215 Thermal System-Ii: Time:3:00 HourDocument2 pagesEnd Semester Examinatlbn Pe-215 Thermal System-Ii: Time:3:00 HourClash GodNo ratings yet
- Econ 242 Problem Set 4: U (C (T) ) e DTDocument3 pagesEcon 242 Problem Set 4: U (C (T) ) e DTkeyyongparkNo ratings yet
- An Automatic Tolerance Assignment Approach For Tolerance ChartingDocument7 pagesAn Automatic Tolerance Assignment Approach For Tolerance ChartingSudeep Kumar SinghNo ratings yet
- 9 1Document3 pages9 1ragul v.n.No ratings yet
- Strength of MaterialsDocument15 pagesStrength of Materialsjohn benedict orbeNo ratings yet
- Adobe Scan 12 Mar 2021Document10 pagesAdobe Scan 12 Mar 2021Ameya KotraNo ratings yet
- Gas Turbine Numerical PDFDocument5 pagesGas Turbine Numerical PDFWaseem Khan100% (1)
- Mid 1 SolutionDocument8 pagesMid 1 SolutionARSLANNo ratings yet
- queueing questionsDocument4 pagesqueueing questionsvarshneypalak0No ratings yet
- Fulford Variable in Reservoir SimulationDocument51 pagesFulford Variable in Reservoir SimulationRolySimangunsongNo ratings yet
- (1990) (Kataoka) (Interfacial Area Concentration in Bubbly Flow)Document18 pages(1990) (Kataoka) (Interfacial Area Concentration in Bubbly Flow)Erol BicerNo ratings yet
- C.S.E 8,12,2021Document11 pagesC.S.E 8,12,2021SarfrazNo ratings yet
- Carter 1985Document10 pagesCarter 1985ljNo ratings yet
- Dynamic MechDocument83 pagesDynamic Mechahmed sobhyNo ratings yet
- 05 Leveling 2Document10 pages05 Leveling 2drdahmanNo ratings yet
- Solutions GuptaDocument55 pagesSolutions GuptaomarihuanoNo ratings yet
- Jet PropulsionDocument14 pagesJet PropulsionponnapalliNo ratings yet
- 1oschool of Basic Sciences and Research, Sharda Physics Laboratory ManualDocument5 pages1oschool of Basic Sciences and Research, Sharda Physics Laboratory ManualWomba LukamaNo ratings yet
- UntitledDocument10 pagesUntitledMohamed HusseinNo ratings yet
- 01 Unit 7 Important Information Equilibrium All PartsDocument42 pages01 Unit 7 Important Information Equilibrium All PartsRemasa BakraibaNo ratings yet
- UntitledDocument111 pagesUntitledkevinchu021195No ratings yet
- CHANG Chunguang, QI Minghao, SONG ZiweiDocument4 pagesCHANG Chunguang, QI Minghao, SONG ZiweiSanjeet KumarNo ratings yet
- Group08 Q1Document19 pagesGroup08 Q1Adria Prades MartinellNo ratings yet
- 13 - Chapter 4Document33 pages13 - Chapter 4Jai Singh RathorNo ratings yet
- Akin1971 - Article Sur La Precipitation de PluieDocument14 pagesAkin1971 - Article Sur La Precipitation de PluieSamagassi SouleymaneNo ratings yet
- Cálculo Vectorial.: Instituto Tecnológico de Mérida. Cálculo Vectorial. Eduardo Ismael Canul CanDocument4 pagesCálculo Vectorial.: Instituto Tecnológico de Mérida. Cálculo Vectorial. Eduardo Ismael Canul CanEduarco ismael canul canNo ratings yet
- TT3 Mtk-857492678-Nova Aprilia Nur SalamahDocument4 pagesTT3 Mtk-857492678-Nova Aprilia Nur Salamahnova044No ratings yet
- Signal Midterm Solution 2018Document14 pagesSignal Midterm Solution 2018Rohaan a.k.a HoneyNo ratings yet
- Ec413: Ramsey-Cass-Koopmans Growth: 1 Notation and AssumptionsDocument11 pagesEc413: Ramsey-Cass-Koopmans Growth: 1 Notation and Assumptionskokibonilla123No ratings yet
- Saksham Dabas 051 PDFDocument5 pagesSaksham Dabas 051 PDFSaksham DabasNo ratings yet
- Pie-Pipette: C., (T) Foram - 2:::: - RHR 1/FDocument12 pagesPie-Pipette: C., (T) Foram - 2:::: - RHR 1/FSuchit GuptaNo ratings yet
- Licensed To Arun Kumar Das: (Reaffirmed 2019)Document4 pagesLicensed To Arun Kumar Das: (Reaffirmed 2019)Indira MukherjeeNo ratings yet
- Funtions Mathcad For Energy Systems CourseDocument5 pagesFuntions Mathcad For Energy Systems CourseRahul VaswaniNo ratings yet
- Operations Management Jan 2018 (2010 Scheme) PDFDocument2 pagesOperations Management Jan 2018 (2010 Scheme) PDFAnjan GowdaNo ratings yet
- Reliability Analysis of The Control SystDocument13 pagesReliability Analysis of The Control SystTitipong PulbunrojNo ratings yet
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99From EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99No ratings yet
- Philip Agee & Louis Wolf - Dirty Work (1978)Document316 pagesPhilip Agee & Louis Wolf - Dirty Work (1978)Henry HallNo ratings yet
- Uso Cursores Anidados PDFDocument7 pagesUso Cursores Anidados PDFIvan AlvaradoNo ratings yet
- Juggernaut MethodDocument7 pagesJuggernaut MethodPhil EichNo ratings yet
- The Nepal Engineering Council ActDocument14 pagesThe Nepal Engineering Council ActRazn NhemaphukiNo ratings yet
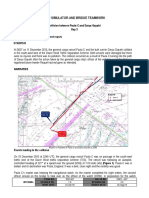
- RDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Document9 pagesRDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Kris TinaNo ratings yet
- Electrical Power Distribution Part 1 Fundamentals For Every EngineerDocument25 pagesElectrical Power Distribution Part 1 Fundamentals For Every EngineerFlooriNo ratings yet
- APDD 680A-97 50-450 Starter and Intellisys Controllers Red Eye and SGDocument126 pagesAPDD 680A-97 50-450 Starter and Intellisys Controllers Red Eye and SGMaquitech VentasNo ratings yet
- (Cambridge Iberian and Latin American Studies) A. C. de C. M. Saunders - A Social History of Black Slaves and Freedmen in Portugal, 1441-1555-Cambridge University Press (1982)Document304 pages(Cambridge Iberian and Latin American Studies) A. C. de C. M. Saunders - A Social History of Black Slaves and Freedmen in Portugal, 1441-1555-Cambridge University Press (1982)MagdalenaNo ratings yet
- Pressed Elastoplastic PipeDocument18 pagesPressed Elastoplastic PipeAca DefNo ratings yet
- SERVICE BILLING - SapDocument53 pagesSERVICE BILLING - Saprksapfc_61823862100% (2)
- Chapter N Shear CenterDocument6 pagesChapter N Shear CenterDem Austria EspinoNo ratings yet
- Enphase SW Architect - CloudDocument4 pagesEnphase SW Architect - CloudvijayNo ratings yet
- Duolingo 50 Words Essay Questions and AnswerDocument7 pagesDuolingo 50 Words Essay Questions and AnswerMaria AgnesNo ratings yet
- Business Form Three Term 3 Holiday AssignmentDocument4 pagesBusiness Form Three Term 3 Holiday Assignmentbalozi training InstituteNo ratings yet
- Plucka 1450909082Document83 pagesPlucka 1450909082AymeeenNo ratings yet
- People Vs ObsaniaDocument2 pagesPeople Vs Obsaniaminri721No ratings yet
- Splash25 Winner InstructionsDocument8 pagesSplash25 Winner InstructionsRamkrishna PaulNo ratings yet
- Sanchar Shakti - Using ICT To M-Power Rural Women - Archana.G.gulatiDocument7 pagesSanchar Shakti - Using ICT To M-Power Rural Women - Archana.G.gulatieditorialeletsNo ratings yet
- Parth Purandare SAP: 80101190556 1. Introduce YourselfDocument4 pagesParth Purandare SAP: 80101190556 1. Introduce YourselfParth Hemant PurandareNo ratings yet
- Data Quality Symp, June 2008, Sun City - Natie VenterDocument26 pagesData Quality Symp, June 2008, Sun City - Natie VenterpetercheNo ratings yet
- IWLADirectory2017 LR Final 1.12.17Document44 pagesIWLADirectory2017 LR Final 1.12.17anil sNo ratings yet
- 05968Document4 pages05968Miguel ChaconNo ratings yet
- Cere Voice Cloud GuideDocument29 pagesCere Voice Cloud GuideSajan JoseNo ratings yet
- Mec 422 Lecture 4Document37 pagesMec 422 Lecture 4Zhen LinNo ratings yet
- Mary Oneill Resume - LatestDocument2 pagesMary Oneill Resume - Latestapi-237173493No ratings yet
- Mitac 8066mpDocument154 pagesMitac 8066mpcosminconstantinNo ratings yet
- Exam 2018 s1 Op2 NewDocument12 pagesExam 2018 s1 Op2 NewmakgethwawhitneyNo ratings yet