Download as pdf or txt
You might also like
- The Cyanide Process of Gold Extraction 1000740146 PDFDocument260 pagesThe Cyanide Process of Gold Extraction 1000740146 PDFAnonymous rBcspMzPNo ratings yet
- Powder Metallurgy PDFDocument85 pagesPowder Metallurgy PDFharsurajNo ratings yet
- When Glass meets Pharma: Insights about glass as primary packaging materialFrom EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNo ratings yet
- Alloying Elements Effect On SteelDocument4 pagesAlloying Elements Effect On Steelapi-19753215No ratings yet
- Ch-18 Powder MetallurgyDocument79 pagesCh-18 Powder MetallurgykpiafoaNo ratings yet
- Chapter 4Document39 pagesChapter 4Ervenjee BascoNo ratings yet
- Lecture 7-9 - Powder Metallurgy - Sheet Metal Working - Defects in SolidsDocument89 pagesLecture 7-9 - Powder Metallurgy - Sheet Metal Working - Defects in SolidsMohit Prakash SrivastavaNo ratings yet
- Abhinav Bajaj (2018UME4042)Document9 pagesAbhinav Bajaj (2018UME4042)KaijhaNo ratings yet
- Powder Metallurgy PDFDocument9 pagesPowder Metallurgy PDFhavalNo ratings yet
- Dorfman 2002Document10 pagesDorfman 2002zidan ojaNo ratings yet
- Powder Matullargy MSDocument36 pagesPowder Matullargy MSvinay12016070No ratings yet
- Powder Metallurgy RKDocument22 pagesPowder Metallurgy RKBadam VenkateshNo ratings yet
- Metal Casting - PRPC11Document110 pagesMetal Casting - PRPC11Keshav GargNo ratings yet
- Construction Materials - SCMDocument40 pagesConstruction Materials - SCMWelday TsegayNo ratings yet
- Powder MetallurgyDocument59 pagesPowder MetallurgyQUAZI ADYAN AHMAD 160419736049No ratings yet
- Energy Saving Light Weight Bricks Using Waste News Paper-LibreDocument7 pagesEnergy Saving Light Weight Bricks Using Waste News Paper-LibreniuNo ratings yet
- Aglomerasi Bijih BesiDocument44 pagesAglomerasi Bijih BesiAlfiansyah DarmawanNo ratings yet
- Soykan 2007Document4 pagesSoykan 2007manoelelias383No ratings yet
- CH 203 Cpi: Lec 5.1 Ceramics and Glass ManufacturingDocument32 pagesCH 203 Cpi: Lec 5.1 Ceramics and Glass ManufacturingAnum AshfaqueNo ratings yet
- Dolomite Clinker Production For Modern Steelmaking: PMO KOMEX SP.Z O.o., Krakow, PolandDocument19 pagesDolomite Clinker Production For Modern Steelmaking: PMO KOMEX SP.Z O.o., Krakow, PolandMichal SulkowskiNo ratings yet
- Unit V Powder Metallurgy and Plastic MouldingDocument57 pagesUnit V Powder Metallurgy and Plastic MouldingGayatri KanwadeNo ratings yet
- CI Casting Failre AnalysisDocument4 pagesCI Casting Failre Analysisdelta lab sangliNo ratings yet
- Experimental Investigation On Partial Replacement of Cement by Dolomite and Fine Aggregate by Copper SlagDocument6 pagesExperimental Investigation On Partial Replacement of Cement by Dolomite and Fine Aggregate by Copper SlagvyshnavkumarNo ratings yet
- Lecture 28 PDFDocument11 pagesLecture 28 PDFBhavesh Dilip Chanchlani100% (1)
- Powder Metallurg Y: To: Mr. Bhaskar GoelDocument34 pagesPowder Metallurg Y: To: Mr. Bhaskar Goeladji wicaksonoNo ratings yet
- Ivera: Mineral Wool From THERMOSELECT ProcessesDocument12 pagesIvera: Mineral Wool From THERMOSELECT ProcessesErwin LevíNo ratings yet
- Lecture 2 Chemical and Mechanical Methods of Powder ProcessingDocument31 pagesLecture 2 Chemical and Mechanical Methods of Powder ProcessingguruNo ratings yet
- Powder MetallurgyDocument3 pagesPowder Metallurgysrinivas100% (1)
- Powder MetallurgyDocument17 pagesPowder MetallurgyFELIX KEUYANo ratings yet
- Powder Technology (POWDER TECHNOL)Document8 pagesPowder Technology (POWDER TECHNOL)Dappa DavidNo ratings yet
- Magnesia-Spinel Composite Refractories For Cement Rotary KilnsDocument8 pagesMagnesia-Spinel Composite Refractories For Cement Rotary Kilnsakbar davoodiNo ratings yet
- Powder MetallurgyDocument10 pagesPowder MetallurgymuralisrikanthNo ratings yet
- Training ModuleDocument44 pagesTraining ModulegereNo ratings yet
- Industrial Waste Materials in ConcreteDocument43 pagesIndustrial Waste Materials in ConcretejohnNo ratings yet
- MSM Experiment No 8Document9 pagesMSM Experiment No 8zakariyasheikh22No ratings yet
- Powder Metallurgy ProcessDocument27 pagesPowder Metallurgy ProcessKunal PatidarNo ratings yet
- DSM-0375.0 FeMoC CompDocument3 pagesDSM-0375.0 FeMoC CompApichitNo ratings yet
- 12/1/2014 Powder MetallurgyDocument29 pages12/1/2014 Powder Metallurgysofyan sam0% (2)
- Powder Metallurgy (RealDocument156 pagesPowder Metallurgy (Realthesis ruetNo ratings yet
- Msem Unit 3 FinalDocument14 pagesMsem Unit 3 FinalAditya BishtNo ratings yet
- TA201 CheatsheetDocument12 pagesTA201 CheatsheetApoorv BansalNo ratings yet
- Notes 2Document61 pagesNotes 2akshay kumarNo ratings yet
- 2022 Materials 09 CeramicsDocument17 pages2022 Materials 09 CeramicsakakarolinNo ratings yet
- Dental AmalgamDocument3 pagesDental AmalgammanreenajitNo ratings yet
- Synthesis of Thermal Spray Grade Yttrium Oxide Powder and Its Application For Plasma Spray DepositionDocument6 pagesSynthesis of Thermal Spray Grade Yttrium Oxide Powder and Its Application For Plasma Spray DepositionSutanwi LahiriNo ratings yet
- Powder Metallurgy: Mr. Bhaskar GoelDocument34 pagesPowder Metallurgy: Mr. Bhaskar Goeladji wicaksonoNo ratings yet
- Powder MetallurgyDocument15 pagesPowder Metallurgypankajsinghbaghel100% (2)
- Utilization of Blast Furnace Slag in Manufacturing of Paver BlocksDocument5 pagesUtilization of Blast Furnace Slag in Manufacturing of Paver BlocksAmol SawantNo ratings yet
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- L7 - Ta201p (19.07.2021) - 0Document48 pagesL7 - Ta201p (19.07.2021) - 0quick winnerNo ratings yet
- Chapter Synopsis: BMM3643 Manufacturing ProcessesDocument12 pagesChapter Synopsis: BMM3643 Manufacturing Processesemadaddin alezzaniNo ratings yet
- Sintering of PowdersDocument51 pagesSintering of PowdersradheNo ratings yet
- WPCA Duke 2008 SCR Management Nate WhiteDocument41 pagesWPCA Duke 2008 SCR Management Nate WhiteSteve WanNo ratings yet
- Banhart 1998Document12 pagesBanhart 1998Jose SotoNo ratings yet
- Lecture 11 - Powder MetallurgyDocument30 pagesLecture 11 - Powder MetallurgySatyam JhaNo ratings yet
- Pozzolans PPT (Meghna)Document63 pagesPozzolans PPT (Meghna)Meghna Prateek BhardwajNo ratings yet
- Powder Metallurgy Part I StudentsDocument16 pagesPowder Metallurgy Part I StudentsGrovn MannNo ratings yet
- Granulated Blastfurnace Slag: Technical Leaflet No. 1Document4 pagesGranulated Blastfurnace Slag: Technical Leaflet No. 1Dejana AnaNo ratings yet
- Engg MaterialsEMP - L10Document34 pagesEngg MaterialsEMP - L10Engr ZainNo ratings yet
- Unit 4Document55 pagesUnit 4anath.overkillNo ratings yet
- BRM Group 3Document4 pagesBRM Group 3aditya rastogiNo ratings yet
- Enjam Yasank - ManifestoDocument1 pageEnjam Yasank - Manifestoaditya rastogiNo ratings yet
- Summary Guesstimate AndroidDocument12 pagesSummary Guesstimate Androidaditya rastogiNo ratings yet
- Guestimate Paint RequiredDocument1 pageGuestimate Paint Requiredaditya rastogiNo ratings yet
- NCCNC Machines I With AnnoDocument326 pagesNCCNC Machines I With Annoaditya rastogiNo ratings yet
- Postal: Production and Industrial EngineeringDocument2 pagesPostal: Production and Industrial Engineeringaditya rastogiNo ratings yet
- Presented by Abhilash RawatDocument7 pagesPresented by Abhilash Rawataditya rastogiNo ratings yet
- Presented by Kanishk PareekDocument7 pagesPresented by Kanishk Pareekaditya rastogiNo ratings yet
- Presented by Shorya Sood: Maruti ID Campus Degree Branch Domicile PlaceDocument7 pagesPresented by Shorya Sood: Maruti ID Campus Degree Branch Domicile Placeaditya rastogiNo ratings yet
- Technical Data Sheet: Handy B-1 FluxDocument2 pagesTechnical Data Sheet: Handy B-1 Fluxaditya rastogiNo ratings yet
- Dlesp Packer, Viton: A) DescriptionDocument10 pagesDlesp Packer, Viton: A) Descriptionaditya rastogiNo ratings yet
- Jigs and Fixtures: GATE - 1999Document7 pagesJigs and Fixtures: GATE - 1999aditya rastogiNo ratings yet
- Validation Report NitridingDocument3 pagesValidation Report Nitridingaditya rastogiNo ratings yet
- Precision Steel Tube Handbook Third Edition PDFDocument218 pagesPrecision Steel Tube Handbook Third Edition PDFRohan KulkarniNo ratings yet
- AE Exam 2012 (Mechanical Engineering (Paper-I) )Document54 pagesAE Exam 2012 (Mechanical Engineering (Paper-I) )Neshant TyagiNo ratings yet
- Gas PurgingDocument2 pagesGas Purgingjose.figueroa@foseco.com100% (1)
- En 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table11Document1 pageEn 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table11yw_oulalaNo ratings yet
- Investigation On Microstructural and Mechanical Properties of ADC 12 Aluminium Alloy by Die Casting in Automotive PartsDocument8 pagesInvestigation On Microstructural and Mechanical Properties of ADC 12 Aluminium Alloy by Die Casting in Automotive Partsshiv kumarNo ratings yet
- Carbon Steel NormalizingDocument2 pagesCarbon Steel NormalizingAnil S ChaudharyNo ratings yet
- Sa-182 Forgings PDFDocument17 pagesSa-182 Forgings PDFSalmanNo ratings yet
- ASME 재료별 사용 온도 한계Document4 pagesASME 재료별 사용 온도 한계Tak Su YoonNo ratings yet
- Hydrogen EmbrittlementDocument4 pagesHydrogen EmbrittlementShubhamVishwakarmaNo ratings yet
- JDM V22Document14 pagesJDM V22X800XLNo ratings yet
- Vishal Impex Intorduction LetterDocument3 pagesVishal Impex Intorduction LetterArbuda SteelNo ratings yet
- 4ch1 2c QP June 2021Document20 pages4ch1 2c QP June 2021Marwan AhmedNo ratings yet
- Astm A 322 - 07Document4 pagesAstm A 322 - 07Luis MendozaNo ratings yet
- II Year Emm Edited PDFDocument91 pagesII Year Emm Edited PDFMECHANICAL SMCETNo ratings yet
- 24Document21 pages24ashish_upadhyayNo ratings yet
- 1285 AluminiumDocument11 pages1285 AluminiumocsspectroNo ratings yet
- Design of Magnesia-Spinel Bricks For Improved CoatDocument15 pagesDesign of Magnesia-Spinel Bricks For Improved CoatEbrahim BayoumiNo ratings yet
- Astm B841Document5 pagesAstm B841林坤緯100% (1)
- Microcline - WikipediaDocument12 pagesMicrocline - WikipediaYesica HarnisiachNo ratings yet
- MM1402 - TTT, Steels EtcDocument23 pagesMM1402 - TTT, Steels EtcCommon ManNo ratings yet
- Non Ferrous Metal RecycleDocument7 pagesNon Ferrous Metal RecycleApratim MahajanNo ratings yet
- 3.0lab Sheet Material SciencesDocument7 pages3.0lab Sheet Material SciencesSyed AzzizNo ratings yet
- A 447 (USA / ASTM) : Group Subgroup Comment Application MaterialDocument2 pagesA 447 (USA / ASTM) : Group Subgroup Comment Application MaterialBrio LevNo ratings yet
- 12 TH V-I ModifiedDocument151 pages12 TH V-I ModifiedAkash VigneshwarNo ratings yet
- SelectionDocument87 pagesSelectionRAVI ANANTHAKRISHNANNo ratings yet
- SSP - 2Document21 pagesSSP - 2Reema KhanNo ratings yet
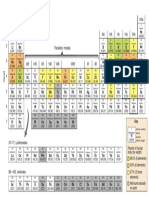
- Periodic TableDocument1 pagePeriodic TableElizabeth MorganNo ratings yet
- Cuchillas - BedknifeDocument1 pageCuchillas - BedknifeCARLOS EDUARDO VILLANUEVA TRUJILLONo ratings yet