
Aim Asrs
Aim Asrs
You might also like
- The Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyFrom EverandThe Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyRating: 4 out of 5 stars4/5 (4)
- Korg Sp-250 ServiceManualDocument34 pagesKorg Sp-250 ServiceManualAndré OliveiraNo ratings yet
- Chapter 6 ASRSDocument66 pagesChapter 6 ASRSKhánh Đoan Lê ĐìnhNo ratings yet
- 18ME087 Internship PresentationDocument19 pages18ME087 Internship PresentationLovely SinghNo ratings yet
- Lec 8 Storage and Retrieval System (Compatibility Mode) PDFDocument23 pagesLec 8 Storage and Retrieval System (Compatibility Mode) PDFMuhammadImranNo ratings yet
- UNIT-6 Storage Systems PVPSIT 2014: Function of Storage Systems and Definition of AS/RSDocument7 pagesUNIT-6 Storage Systems PVPSIT 2014: Function of Storage Systems and Definition of AS/RSSravanth KondetiNo ratings yet
- 33 Automated Storage and Retrieval Systems & Carosual Storage SystemDocument8 pages33 Automated Storage and Retrieval Systems & Carosual Storage SystemamanNo ratings yet
- Asrs For AutomationDocument25 pagesAsrs For AutomationJavedNo ratings yet
- 5 Storage SystemsDocument25 pages5 Storage SystemsAsemahle XaluvaNo ratings yet
- Unit 4 Automated Storage/Retrieval Systems: StructureDocument11 pagesUnit 4 Automated Storage/Retrieval Systems: StructureRuby SmithNo ratings yet
- 18ME088 Internship PresentationDocument20 pages18ME088 Internship PresentationLovely SinghNo ratings yet
- As/Rs: Chaitanya. M 1MS10MCM04Document27 pagesAs/Rs: Chaitanya. M 1MS10MCM04Adnane OudaryaNo ratings yet
- ASRSDocument38 pagesASRSAnonymous eQlZsMmi940% (1)
- Mechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoDocument33 pagesMechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoElena JelerNo ratings yet
- Material Handling and Equpment Assignment: Zelalem Tesfaye 1248/08Document13 pagesMaterial Handling and Equpment Assignment: Zelalem Tesfaye 1248/08zelalemNo ratings yet
- HFC 4033 Automation: Kolej Kemahiran Tinggi Mara Balik Pulau, Pulau PinangDocument19 pagesHFC 4033 Automation: Kolej Kemahiran Tinggi Mara Balik Pulau, Pulau PinangLovely SinghNo ratings yet
- Asrs - FMSDocument2 pagesAsrs - FMSpmagrawalNo ratings yet
- Chapter 4 Storage SystemDocument42 pagesChapter 4 Storage SystemDiscord YtNo ratings yet
- AS-RS VKGDocument19 pagesAS-RS VKGvikasgajare82No ratings yet
- Automated Storage and Retrieval SystemDocument18 pagesAutomated Storage and Retrieval SystemGrigore JelerNo ratings yet
- Chapter 6 Storage SystemsDocument53 pagesChapter 6 Storage SystemsTú QuyênNo ratings yet
- Lecture 11 and 12Document12 pagesLecture 11 and 12Philani XabaNo ratings yet
- M Handling-Part4-171025101141Document66 pagesM Handling-Part4-171025101141Rano WassanNo ratings yet
- ASRS SystemsDocument21 pagesASRS Systemsdiu123No ratings yet
- Automation in Manufacturing 301Document57 pagesAutomation in Manufacturing 301MsNo ratings yet
- Lec # 7 Storage SystemsDocument22 pagesLec # 7 Storage SystemsEman ShahidNo ratings yet
- Storage SystemDocument32 pagesStorage SystemmonilNo ratings yet
- Automated Storage & Retrieval Systems (AS/RS) : Naitik ShahDocument18 pagesAutomated Storage & Retrieval Systems (AS/RS) : Naitik Shahnaitik12No ratings yet
- Automated Storage SystemsDocument27 pagesAutomated Storage SystemsKhoerul UmamNo ratings yet
- Asrs Research TypeDocument11 pagesAsrs Research Typepeter oumaNo ratings yet
- Unit 6 - Automated Storage and Retrieval SystemsDocument11 pagesUnit 6 - Automated Storage and Retrieval Systemssri7877No ratings yet
- Implementation of An Automatic Storage and Retrieval System PDFDocument9 pagesImplementation of An Automatic Storage and Retrieval System PDFAlvaro GonzNo ratings yet
- Review MHS So N PDFDocument11 pagesReview MHS So N PDFNhan DONo ratings yet
- Material Storage SystemsDocument51 pagesMaterial Storage Systems2020im109No ratings yet
- Dynamic Control of A Flow-Rack Automated Storage and Retrieval SystemDocument8 pagesDynamic Control of A Flow-Rack Automated Storage and Retrieval Systemmohd072No ratings yet
- Assignment: 02 Theory of AutomationDocument18 pagesAssignment: 02 Theory of AutomationAbhinay Singh100% (1)
- Dynamic Control of A Flow-Rack Automated Storage and Retrieval SystemDocument8 pagesDynamic Control of A Flow-Rack Automated Storage and Retrieval SystemjjcostNo ratings yet
- (AS/RS) Are Storage Systems Capable of Providing Random Access To All Stored ItemsDocument8 pages(AS/RS) Are Storage Systems Capable of Providing Random Access To All Stored ItemsSrinivasan SridharanNo ratings yet
- Warehouse LogisticsDocument12 pagesWarehouse LogisticsarzusafranNo ratings yet
- Automatic Storage & Retrieval SystemsDocument18 pagesAutomatic Storage & Retrieval SystemspressroomautomationNo ratings yet
- 1 Flexiblemanufacturing Systems (Agvs) - GRP 4Document33 pages1 Flexiblemanufacturing Systems (Agvs) - GRP 4Phillip ChirongweNo ratings yet
- Demag Steel Processing CraneDocument8 pagesDemag Steel Processing CraneAnand TornekarNo ratings yet
- Oracle EAM R12 - OverviewDocument38 pagesOracle EAM R12 - OverviewGuillermo Todd100% (4)
- A S R S B C R L F I: Utomatic Torage AND Etrieval Ystem (AS/RS) Ased ON Artesian Obot FOR Iquid OOD NdustryDocument5 pagesA S R S B C R L F I: Utomatic Torage AND Etrieval Ystem (AS/RS) Ased ON Artesian Obot FOR Iquid OOD NdustryDương HồNo ratings yet
- 12 351 149622454963 67 PDFDocument5 pages12 351 149622454963 67 PDFGRADYNo ratings yet
- Manual Warehouse: Several Load Handling AttachmentsDocument5 pagesManual Warehouse: Several Load Handling AttachmentsJosé SalazarNo ratings yet
- 422-ASRS DESIGN - SonDocument9 pages422-ASRS DESIGN - SonBurçak DoğanNo ratings yet
- Unit 2 Production MGTDocument63 pagesUnit 2 Production MGTVaish VarshNo ratings yet
- Development of Robotic Automated Storage and Retrieval System (AS/RS)Document5 pagesDevelopment of Robotic Automated Storage and Retrieval System (AS/RS)International Journal of computational Engineering research (IJCER)No ratings yet
- Chapter 6Document36 pagesChapter 6Gaurav SinghNo ratings yet
- AsrsDocument58 pagesAsrsgarvitamiparaNo ratings yet
- Wareshouse Bot Prior ArtDocument3 pagesWareshouse Bot Prior ArtSakshi SharmaNo ratings yet
- Warehouse DesignDocument24 pagesWarehouse DesignAmrit100% (1)
- Atms wms-1Document42 pagesAtms wms-1sonia87No ratings yet
- Material Handling SystemsDocument56 pagesMaterial Handling SystemsSuresh KumarNo ratings yet
- Storage SystemsDocument46 pagesStorage SystemscharukantraoNo ratings yet
- Lec # 6 Storage SystemsDocument29 pagesLec # 6 Storage SystemsEman ShahidNo ratings yet
- Lecture 9 and 10Document19 pagesLecture 9 and 10Philani XabaNo ratings yet
- Computer Integrated Manufacturing: Flexible Manufacturing & Material Handling SystemDocument38 pagesComputer Integrated Manufacturing: Flexible Manufacturing & Material Handling SystemMuhd Sabry AnwarNo ratings yet
- Check Weigher: Revolutionizing Quality Control with Computer VisionFrom EverandCheck Weigher: Revolutionizing Quality Control with Computer VisionNo ratings yet
- Silicone Rubber InsulatorsDocument1 pageSilicone Rubber InsulatorsArjun SECINo ratings yet
- Automated Storage and Retrieval Systems: An Overview ofDocument4 pagesAutomated Storage and Retrieval Systems: An Overview ofArjun SECINo ratings yet
- (A Govt. of Uttarakhand Enterprise) : WWW - Uktenders.gov - inDocument13 pages(A Govt. of Uttarakhand Enterprise) : WWW - Uktenders.gov - inArjun SECINo ratings yet
- Automated Storage and Retrieval The Next Generation: How Northridge S Success Is Spurring A Revolution in Library Storage and CirculationDocument4 pagesAutomated Storage and Retrieval The Next Generation: How Northridge S Success Is Spurring A Revolution in Library Storage and CirculationArjun SECINo ratings yet
- SNL ElectricityStorageHandbook2013Document340 pagesSNL ElectricityStorageHandbook2013Arjun SECINo ratings yet
- Grid Transformation Workshop Results: April 2012Document46 pagesGrid Transformation Workshop Results: April 2012Arjun SECINo ratings yet
- Scaling Structure Loads For SMADocument2 pagesScaling Structure Loads For SMAArjun SECINo ratings yet
- Technical Report: Title: Sdp-Based State Estimation of Multi-Phase Active Distribution Networks Using Micro-PmusDocument40 pagesTechnical Report: Title: Sdp-Based State Estimation of Multi-Phase Active Distribution Networks Using Micro-PmusArjun SECINo ratings yet
- 3 A Review of Power System Modelling Platforms and CapabilitiesDocument13 pages3 A Review of Power System Modelling Platforms and CapabilitiesArjun SECINo ratings yet
- Aruni Kirani Dharani Gagan JhalakeDocument1 pageAruni Kirani Dharani Gagan JhalakeArjun SECINo ratings yet
- Day3 PREFINAL SPE SCHEDULE AY2324T2Document3 pagesDay3 PREFINAL SPE SCHEDULE AY2324T2Jael Grace BascunaNo ratings yet
- Assignment Section ADocument2 pagesAssignment Section AUzair RazzaqNo ratings yet
- Enpub - Fulton.asu - Edu-Basics of SemiconductorsDocument3 pagesEnpub - Fulton.asu - Edu-Basics of SemiconductorsmarcaumggNo ratings yet
- CIFS Environment UtilitiesDocument70 pagesCIFS Environment UtilitiesgurureddygNo ratings yet
- EasyNote TJ66Document188 pagesEasyNote TJ66correos34No ratings yet
- Pointers and Modular Programming: Mirza Mohammad Lutfe ElahiDocument31 pagesPointers and Modular Programming: Mirza Mohammad Lutfe ElahiRahib ridoyNo ratings yet
- March Samsung VRF Seminar PDFDocument129 pagesMarch Samsung VRF Seminar PDFSTANDARD EDUCATION ACADEMY M.E.P CENTERNo ratings yet
- Uitm-Fkestudent - Handbook. - Final Edited Version - 13 Dis. 2011-EditDocument99 pagesUitm-Fkestudent - Handbook. - Final Edited Version - 13 Dis. 2011-EditsilentsioNo ratings yet
- Control Circuit Wiring Variador V1000 YaskawaDocument8 pagesControl Circuit Wiring Variador V1000 YaskawaAndrés RamírezNo ratings yet
- JMP-2 (CPK Analysis)Document30 pagesJMP-2 (CPK Analysis)aditya_ranjan7158No ratings yet
- Telecom AbreviationsDocument89 pagesTelecom AbreviationsszeudjoNo ratings yet
- Array Operations and Linear EquationsDocument19 pagesArray Operations and Linear EquationsZayn AhmedNo ratings yet
- DFC 10042problem Solving & Problem Design: Chapter 4: Basic Programming CodesDocument42 pagesDFC 10042problem Solving & Problem Design: Chapter 4: Basic Programming CodesPRAGASHNo ratings yet
- Ibc HelpfileDocument19 pagesIbc HelpfilemortizNo ratings yet
- Jntuk r20 Unit-I Deep Learning Techniques (WWW - Jntumaterials.co - In)Document23 pagesJntuk r20 Unit-I Deep Learning Techniques (WWW - Jntumaterials.co - In)TARUN SAI PRADEEPNo ratings yet
- Cabling Cisco Devices GuideDocument9 pagesCabling Cisco Devices GuideMario PriceNo ratings yet
- High Current Switching Regulators: DescriptionDocument22 pagesHigh Current Switching Regulators: DescriptionClaudio MartinsNo ratings yet
- Vax 89Document170 pagesVax 89dyfhgfxjNo ratings yet
- Module 5Document21 pagesModule 51232023No ratings yet
- Motherboard Types and FeaturesDocument6 pagesMotherboard Types and FeaturespaolkkaNo ratings yet
- Ethers - Io DocsDocument4 pagesEthers - Io DocsLi XuanjiNo ratings yet
- 30-SCR Triac Triggers PDFDocument76 pages30-SCR Triac Triggers PDFrian annasNo ratings yet
- Idea Vodafone Merger Case StudyDocument14 pagesIdea Vodafone Merger Case Studycharan chamarthiNo ratings yet
- 2.5.5 Packet Tracer - Configure Initial Switch SettingsDocument5 pages2.5.5 Packet Tracer - Configure Initial Switch Settingskds20850No ratings yet
- SoftwareTesting, Software Development, Hardware & Networking Courses From SEED InfotechDocument35 pagesSoftwareTesting, Software Development, Hardware & Networking Courses From SEED InfotechSEED InfotechNo ratings yet
- Kurdistan Region-Iraq Catholic University of Erbil: Course DescriptionDocument9 pagesKurdistan Region-Iraq Catholic University of Erbil: Course DescriptionDr-Raghad Al-FahamNo ratings yet
- Java HashMap, LinkedHashMap and TreeMap - W3resourceDocument6 pagesJava HashMap, LinkedHashMap and TreeMap - W3resourcePradeep Kumar SNo ratings yet
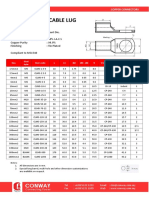
- Brochure - CLMS - Copper Cable Lug R1 PDFDocument1 pageBrochure - CLMS - Copper Cable Lug R1 PDFMuthu KumarNo ratings yet
- Information Systems in Global Business Today: © 2007 by Prentice HallDocument15 pagesInformation Systems in Global Business Today: © 2007 by Prentice HallpreetimgmNo ratings yet


































































































Download as pdf or txt
You might also like
- The Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyFrom EverandThe Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyRating: 4 out of 5 stars4/5 (4)
- Korg Sp-250 ServiceManualDocument34 pagesKorg Sp-250 ServiceManualAndré OliveiraNo ratings yet
- Chapter 6 ASRSDocument66 pagesChapter 6 ASRSKhánh Đoan Lê ĐìnhNo ratings yet
- 18ME087 Internship PresentationDocument19 pages18ME087 Internship PresentationLovely SinghNo ratings yet
- Lec 8 Storage and Retrieval System (Compatibility Mode) PDFDocument23 pagesLec 8 Storage and Retrieval System (Compatibility Mode) PDFMuhammadImranNo ratings yet
- UNIT-6 Storage Systems PVPSIT 2014: Function of Storage Systems and Definition of AS/RSDocument7 pagesUNIT-6 Storage Systems PVPSIT 2014: Function of Storage Systems and Definition of AS/RSSravanth KondetiNo ratings yet
- 33 Automated Storage and Retrieval Systems & Carosual Storage SystemDocument8 pages33 Automated Storage and Retrieval Systems & Carosual Storage SystemamanNo ratings yet
- Asrs For AutomationDocument25 pagesAsrs For AutomationJavedNo ratings yet
- 5 Storage SystemsDocument25 pages5 Storage SystemsAsemahle XaluvaNo ratings yet
- Unit 4 Automated Storage/Retrieval Systems: StructureDocument11 pagesUnit 4 Automated Storage/Retrieval Systems: StructureRuby SmithNo ratings yet
- 18ME088 Internship PresentationDocument20 pages18ME088 Internship PresentationLovely SinghNo ratings yet
- As/Rs: Chaitanya. M 1MS10MCM04Document27 pagesAs/Rs: Chaitanya. M 1MS10MCM04Adnane OudaryaNo ratings yet
- ASRSDocument38 pagesASRSAnonymous eQlZsMmi940% (1)
- Mechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoDocument33 pagesMechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoElena JelerNo ratings yet
- Material Handling and Equpment Assignment: Zelalem Tesfaye 1248/08Document13 pagesMaterial Handling and Equpment Assignment: Zelalem Tesfaye 1248/08zelalemNo ratings yet
- HFC 4033 Automation: Kolej Kemahiran Tinggi Mara Balik Pulau, Pulau PinangDocument19 pagesHFC 4033 Automation: Kolej Kemahiran Tinggi Mara Balik Pulau, Pulau PinangLovely SinghNo ratings yet
- Asrs - FMSDocument2 pagesAsrs - FMSpmagrawalNo ratings yet
- Chapter 4 Storage SystemDocument42 pagesChapter 4 Storage SystemDiscord YtNo ratings yet
- AS-RS VKGDocument19 pagesAS-RS VKGvikasgajare82No ratings yet
- Automated Storage and Retrieval SystemDocument18 pagesAutomated Storage and Retrieval SystemGrigore JelerNo ratings yet
- Chapter 6 Storage SystemsDocument53 pagesChapter 6 Storage SystemsTú QuyênNo ratings yet
- Lecture 11 and 12Document12 pagesLecture 11 and 12Philani XabaNo ratings yet
- M Handling-Part4-171025101141Document66 pagesM Handling-Part4-171025101141Rano WassanNo ratings yet
- ASRS SystemsDocument21 pagesASRS Systemsdiu123No ratings yet
- Automation in Manufacturing 301Document57 pagesAutomation in Manufacturing 301MsNo ratings yet
- Lec # 7 Storage SystemsDocument22 pagesLec # 7 Storage SystemsEman ShahidNo ratings yet
- Storage SystemDocument32 pagesStorage SystemmonilNo ratings yet
- Automated Storage & Retrieval Systems (AS/RS) : Naitik ShahDocument18 pagesAutomated Storage & Retrieval Systems (AS/RS) : Naitik Shahnaitik12No ratings yet
- Automated Storage SystemsDocument27 pagesAutomated Storage SystemsKhoerul UmamNo ratings yet
- Asrs Research TypeDocument11 pagesAsrs Research Typepeter oumaNo ratings yet
- Unit 6 - Automated Storage and Retrieval SystemsDocument11 pagesUnit 6 - Automated Storage and Retrieval Systemssri7877No ratings yet
- Implementation of An Automatic Storage and Retrieval System PDFDocument9 pagesImplementation of An Automatic Storage and Retrieval System PDFAlvaro GonzNo ratings yet
- Review MHS So N PDFDocument11 pagesReview MHS So N PDFNhan DONo ratings yet
- Material Storage SystemsDocument51 pagesMaterial Storage Systems2020im109No ratings yet
- Dynamic Control of A Flow-Rack Automated Storage and Retrieval SystemDocument8 pagesDynamic Control of A Flow-Rack Automated Storage and Retrieval Systemmohd072No ratings yet
- Assignment: 02 Theory of AutomationDocument18 pagesAssignment: 02 Theory of AutomationAbhinay Singh100% (1)
- Dynamic Control of A Flow-Rack Automated Storage and Retrieval SystemDocument8 pagesDynamic Control of A Flow-Rack Automated Storage and Retrieval SystemjjcostNo ratings yet
- (AS/RS) Are Storage Systems Capable of Providing Random Access To All Stored ItemsDocument8 pages(AS/RS) Are Storage Systems Capable of Providing Random Access To All Stored ItemsSrinivasan SridharanNo ratings yet
- Warehouse LogisticsDocument12 pagesWarehouse LogisticsarzusafranNo ratings yet
- Automatic Storage & Retrieval SystemsDocument18 pagesAutomatic Storage & Retrieval SystemspressroomautomationNo ratings yet
- 1 Flexiblemanufacturing Systems (Agvs) - GRP 4Document33 pages1 Flexiblemanufacturing Systems (Agvs) - GRP 4Phillip ChirongweNo ratings yet
- Demag Steel Processing CraneDocument8 pagesDemag Steel Processing CraneAnand TornekarNo ratings yet
- Oracle EAM R12 - OverviewDocument38 pagesOracle EAM R12 - OverviewGuillermo Todd100% (4)
- A S R S B C R L F I: Utomatic Torage AND Etrieval Ystem (AS/RS) Ased ON Artesian Obot FOR Iquid OOD NdustryDocument5 pagesA S R S B C R L F I: Utomatic Torage AND Etrieval Ystem (AS/RS) Ased ON Artesian Obot FOR Iquid OOD NdustryDương HồNo ratings yet
- 12 351 149622454963 67 PDFDocument5 pages12 351 149622454963 67 PDFGRADYNo ratings yet
- Manual Warehouse: Several Load Handling AttachmentsDocument5 pagesManual Warehouse: Several Load Handling AttachmentsJosé SalazarNo ratings yet
- 422-ASRS DESIGN - SonDocument9 pages422-ASRS DESIGN - SonBurçak DoğanNo ratings yet
- Unit 2 Production MGTDocument63 pagesUnit 2 Production MGTVaish VarshNo ratings yet
- Development of Robotic Automated Storage and Retrieval System (AS/RS)Document5 pagesDevelopment of Robotic Automated Storage and Retrieval System (AS/RS)International Journal of computational Engineering research (IJCER)No ratings yet
- Chapter 6Document36 pagesChapter 6Gaurav SinghNo ratings yet
- AsrsDocument58 pagesAsrsgarvitamiparaNo ratings yet
- Wareshouse Bot Prior ArtDocument3 pagesWareshouse Bot Prior ArtSakshi SharmaNo ratings yet
- Warehouse DesignDocument24 pagesWarehouse DesignAmrit100% (1)
- Atms wms-1Document42 pagesAtms wms-1sonia87No ratings yet
- Material Handling SystemsDocument56 pagesMaterial Handling SystemsSuresh KumarNo ratings yet
- Storage SystemsDocument46 pagesStorage SystemscharukantraoNo ratings yet
- Lec # 6 Storage SystemsDocument29 pagesLec # 6 Storage SystemsEman ShahidNo ratings yet
- Lecture 9 and 10Document19 pagesLecture 9 and 10Philani XabaNo ratings yet
- Computer Integrated Manufacturing: Flexible Manufacturing & Material Handling SystemDocument38 pagesComputer Integrated Manufacturing: Flexible Manufacturing & Material Handling SystemMuhd Sabry AnwarNo ratings yet
- Check Weigher: Revolutionizing Quality Control with Computer VisionFrom EverandCheck Weigher: Revolutionizing Quality Control with Computer VisionNo ratings yet
- Silicone Rubber InsulatorsDocument1 pageSilicone Rubber InsulatorsArjun SECINo ratings yet
- Automated Storage and Retrieval Systems: An Overview ofDocument4 pagesAutomated Storage and Retrieval Systems: An Overview ofArjun SECINo ratings yet
- (A Govt. of Uttarakhand Enterprise) : WWW - Uktenders.gov - inDocument13 pages(A Govt. of Uttarakhand Enterprise) : WWW - Uktenders.gov - inArjun SECINo ratings yet
- Automated Storage and Retrieval The Next Generation: How Northridge S Success Is Spurring A Revolution in Library Storage and CirculationDocument4 pagesAutomated Storage and Retrieval The Next Generation: How Northridge S Success Is Spurring A Revolution in Library Storage and CirculationArjun SECINo ratings yet
- SNL ElectricityStorageHandbook2013Document340 pagesSNL ElectricityStorageHandbook2013Arjun SECINo ratings yet
- Grid Transformation Workshop Results: April 2012Document46 pagesGrid Transformation Workshop Results: April 2012Arjun SECINo ratings yet
- Scaling Structure Loads For SMADocument2 pagesScaling Structure Loads For SMAArjun SECINo ratings yet
- Technical Report: Title: Sdp-Based State Estimation of Multi-Phase Active Distribution Networks Using Micro-PmusDocument40 pagesTechnical Report: Title: Sdp-Based State Estimation of Multi-Phase Active Distribution Networks Using Micro-PmusArjun SECINo ratings yet
- 3 A Review of Power System Modelling Platforms and CapabilitiesDocument13 pages3 A Review of Power System Modelling Platforms and CapabilitiesArjun SECINo ratings yet
- Aruni Kirani Dharani Gagan JhalakeDocument1 pageAruni Kirani Dharani Gagan JhalakeArjun SECINo ratings yet
- Day3 PREFINAL SPE SCHEDULE AY2324T2Document3 pagesDay3 PREFINAL SPE SCHEDULE AY2324T2Jael Grace BascunaNo ratings yet
- Assignment Section ADocument2 pagesAssignment Section AUzair RazzaqNo ratings yet
- Enpub - Fulton.asu - Edu-Basics of SemiconductorsDocument3 pagesEnpub - Fulton.asu - Edu-Basics of SemiconductorsmarcaumggNo ratings yet
- CIFS Environment UtilitiesDocument70 pagesCIFS Environment UtilitiesgurureddygNo ratings yet
- EasyNote TJ66Document188 pagesEasyNote TJ66correos34No ratings yet
- Pointers and Modular Programming: Mirza Mohammad Lutfe ElahiDocument31 pagesPointers and Modular Programming: Mirza Mohammad Lutfe ElahiRahib ridoyNo ratings yet
- March Samsung VRF Seminar PDFDocument129 pagesMarch Samsung VRF Seminar PDFSTANDARD EDUCATION ACADEMY M.E.P CENTERNo ratings yet
- Uitm-Fkestudent - Handbook. - Final Edited Version - 13 Dis. 2011-EditDocument99 pagesUitm-Fkestudent - Handbook. - Final Edited Version - 13 Dis. 2011-EditsilentsioNo ratings yet
- Control Circuit Wiring Variador V1000 YaskawaDocument8 pagesControl Circuit Wiring Variador V1000 YaskawaAndrés RamírezNo ratings yet
- JMP-2 (CPK Analysis)Document30 pagesJMP-2 (CPK Analysis)aditya_ranjan7158No ratings yet
- Telecom AbreviationsDocument89 pagesTelecom AbreviationsszeudjoNo ratings yet
- Array Operations and Linear EquationsDocument19 pagesArray Operations and Linear EquationsZayn AhmedNo ratings yet
- DFC 10042problem Solving & Problem Design: Chapter 4: Basic Programming CodesDocument42 pagesDFC 10042problem Solving & Problem Design: Chapter 4: Basic Programming CodesPRAGASHNo ratings yet
- Ibc HelpfileDocument19 pagesIbc HelpfilemortizNo ratings yet
- Jntuk r20 Unit-I Deep Learning Techniques (WWW - Jntumaterials.co - In)Document23 pagesJntuk r20 Unit-I Deep Learning Techniques (WWW - Jntumaterials.co - In)TARUN SAI PRADEEPNo ratings yet
- Cabling Cisco Devices GuideDocument9 pagesCabling Cisco Devices GuideMario PriceNo ratings yet
- High Current Switching Regulators: DescriptionDocument22 pagesHigh Current Switching Regulators: DescriptionClaudio MartinsNo ratings yet
- Vax 89Document170 pagesVax 89dyfhgfxjNo ratings yet
- Module 5Document21 pagesModule 51232023No ratings yet
- Motherboard Types and FeaturesDocument6 pagesMotherboard Types and FeaturespaolkkaNo ratings yet
- Ethers - Io DocsDocument4 pagesEthers - Io DocsLi XuanjiNo ratings yet
- 30-SCR Triac Triggers PDFDocument76 pages30-SCR Triac Triggers PDFrian annasNo ratings yet
- Idea Vodafone Merger Case StudyDocument14 pagesIdea Vodafone Merger Case Studycharan chamarthiNo ratings yet
- 2.5.5 Packet Tracer - Configure Initial Switch SettingsDocument5 pages2.5.5 Packet Tracer - Configure Initial Switch Settingskds20850No ratings yet
- SoftwareTesting, Software Development, Hardware & Networking Courses From SEED InfotechDocument35 pagesSoftwareTesting, Software Development, Hardware & Networking Courses From SEED InfotechSEED InfotechNo ratings yet
- Kurdistan Region-Iraq Catholic University of Erbil: Course DescriptionDocument9 pagesKurdistan Region-Iraq Catholic University of Erbil: Course DescriptionDr-Raghad Al-FahamNo ratings yet
- Java HashMap, LinkedHashMap and TreeMap - W3resourceDocument6 pagesJava HashMap, LinkedHashMap and TreeMap - W3resourcePradeep Kumar SNo ratings yet
- Brochure - CLMS - Copper Cable Lug R1 PDFDocument1 pageBrochure - CLMS - Copper Cable Lug R1 PDFMuthu KumarNo ratings yet
- Information Systems in Global Business Today: © 2007 by Prentice HallDocument15 pagesInformation Systems in Global Business Today: © 2007 by Prentice HallpreetimgmNo ratings yet