Download as pdf or txt
You might also like
- Aviation ToolsDocument22 pagesAviation ToolsKhent Bernabe100% (4)
- Assignment DQS 152 Report Single Storey Bungalow Ap114 2a Group 5Document23 pagesAssignment DQS 152 Report Single Storey Bungalow Ap114 2a Group 5hanif norizan100% (1)
- Shell Rolling ProcedureDocument26 pagesShell Rolling ProcedureKingston Rivington100% (1)
- GS02 33 35Document2 pagesGS02 33 35Adal VeraNo ratings yet
- Certificate of Thorough ExaminationDocument4 pagesCertificate of Thorough ExaminationRandu WatangNo ratings yet
- Primer Piso: Descripcion Diametro Del Tubo ('') 3/4 1 2 3 4 Dist de Auto Cad Diametro DEL TUBO ('')Document6 pagesPrimer Piso: Descripcion Diametro Del Tubo ('') 3/4 1 2 3 4 Dist de Auto Cad Diametro DEL TUBO ('')Walter Henrnadez RomanNo ratings yet
- Y Strainers: Technical CatalogueDocument16 pagesY Strainers: Technical Cataloguecavillalobosb8167No ratings yet
- QSL 9.3Document2 pagesQSL 9.3kldbin.farooq29No ratings yet
- Corn Cooker - Macerator (12!07!21)Document1 pageCorn Cooker - Macerator (12!07!21)martin ciriacoNo ratings yet
- Uniflex Service CrimpersDocument15 pagesUniflex Service CrimpersMarco Tulio Precilla LicetNo ratings yet
- Manual de Uso y Manutencion Dragon 60Document22 pagesManual de Uso y Manutencion Dragon 60Andrea RiannaNo ratings yet
- Magrav Bobina Empilhada - Sheet 02 v3 12-29-15 PDFDocument2 pagesMagrav Bobina Empilhada - Sheet 02 v3 12-29-15 PDFDalton Rogerio AlvarezNo ratings yet
- CutterDocument1 pageCutterpesmobile TamilNo ratings yet
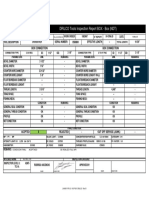
- DRILCO Tools Inspection Report Box - Box (NDT) : Box Connection Box ConnectionDocument1 pageDRILCO Tools Inspection Report Box - Box (NDT) : Box Connection Box Connectionivan dario benavides bonillaNo ratings yet
- 30 1415 Buick Enclave Instal CaridDocument3 pages30 1415 Buick Enclave Instal CaridenthonytopmakNo ratings yet
- Browning Bushing HubsDocument8 pagesBrowning Bushing HubsJeff SauckNo ratings yet
- MoHUPA Presentation RDSDocument72 pagesMoHUPA Presentation RDSAmarpreet SinghNo ratings yet
- Catstd t5633 XXX d01Document1 pageCatstd t5633 XXX d01J AlbedyllNo ratings yet
- Equipment List Rev.02Document1 pageEquipment List Rev.02khuzafaNo ratings yet
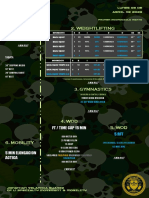
- Semana 13 Unity Elite ProgramDocument6 pagesSemana 13 Unity Elite ProgramEdinson Jhair Mantilla RomeroNo ratings yet
- Ugc 01 Geo SCP 1101 005 ADocument1 pageUgc 01 Geo SCP 1101 005 AAlhad PanwalkarNo ratings yet
- New Improved - CAD Formats PDFDocument19 pagesNew Improved - CAD Formats PDFShoaibNo ratings yet
- IV-0784-20 BIT SUB Box-Box AD60329Document1 pageIV-0784-20 BIT SUB Box-Box AD60329ivan dario benavides bonillaNo ratings yet
- BMB20 412 4F 150 Ga DWGDocument1 pageBMB20 412 4F 150 Ga DWGSandro SouzaNo ratings yet
- ProposingDocument1 pageProposingCj OrebucNo ratings yet
- TS 10000L RataDocument1 pageTS 10000L RataDewi RiskaNo ratings yet
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"DIESEL MOTORSNo ratings yet
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Miguel RojasNo ratings yet
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Miguel RojasNo ratings yet
- VIC 000 3 101 BrochureDocument1 pageVIC 000 3 101 Brochuresafephoenix6542No ratings yet
- Selection & Reference Information: Cutting Orifice Reference Chart - Cutting Tip SizeDocument5 pagesSelection & Reference Information: Cutting Orifice Reference Chart - Cutting Tip SizecarlosNo ratings yet
- Downee Sliding Track CatalogueDocument7 pagesDownee Sliding Track CatalogueQUOC HANo ratings yet
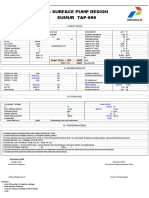
- Sub Surface Pump Design TAP-099 Sumur: I. Input DataDocument1 pageSub Surface Pump Design TAP-099 Sumur: I. Input DataNova ArifienNo ratings yet
- Field Tool Set For RD314 TS2-119 - 03Document2 pagesField Tool Set For RD314 TS2-119 - 03rolandNo ratings yet
- Rencana KerjaDocument1 pageRencana Kerjasketchup farlinNo ratings yet
- 9 AYS Handbook-Steel Sheet PilesDocument3 pages9 AYS Handbook-Steel Sheet PileskyawswarfluentNo ratings yet
- Geartek Catalog (Completo)Document102 pagesGeartek Catalog (Completo)Mauricio Ariel H. Orellana100% (1)
- Geartek CatalogDocument106 pagesGeartek CatalogJohnSengsuNo ratings yet
- Bujes y Manguitos BrowningDocument8 pagesBujes y Manguitos BrowningFranco Sanchez QuirogaNo ratings yet
- Baylan: KK-2P Single Jet Dry Type Water MeterDocument1 pageBaylan: KK-2P Single Jet Dry Type Water MeterJulian AmayaNo ratings yet
- Estimation of Dust Suppression System WiDocument3 pagesEstimation of Dust Suppression System WiRopafadzo ChihuriNo ratings yet
- Drawing Skid Tank_170124 (1)Document1 pageDrawing Skid Tank_170124 (1)Imran37AfiqNo ratings yet
- Drilling ToolsDocument88 pagesDrilling ToolsSanja RadovicNo ratings yet
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Eduardo David Castillo QuijandriaNo ratings yet
- Opera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachineDocument34 pagesOpera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachinerianrureNo ratings yet
- 2003 Subaru Baja - Bed Extender InstallationDocument4 pages2003 Subaru Baja - Bed Extender InstallationSubie SecretNo ratings yet
- RUMUSDocument60 pagesRUMUSHindriyo MurtiNo ratings yet
- CNC MachiningDocument1 pageCNC MachiningChiller PartyNo ratings yet
- TS 10000 L STD RataDocument1 pageTS 10000 L STD Ratananin sitoekangmarkingNo ratings yet
- Iv-0796-20 Cross Over 05808HDocument1 pageIv-0796-20 Cross Over 05808Hivan dario benavides bonillaNo ratings yet
- Consumble List - PlasserDocument3 pagesConsumble List - PlasserNAVIN KUMARNo ratings yet
- 2009manual ST-2TDocument12 pages2009manual ST-2TJean Michel BattailNo ratings yet
- 65-1501 Victor Boquillas Corte Serie 3Document3 pages65-1501 Victor Boquillas Corte Serie 3carlosNo ratings yet
- PX MicDocument6 pagesPX MicSoraire LucasNo ratings yet
- FlipCUT Brochure 06-24-16 PDFDocument16 pagesFlipCUT Brochure 06-24-16 PDFAlexandre SouzaNo ratings yet
- Diseño de Losa MacizaDocument4 pagesDiseño de Losa MacizaLuisVargasFloresNo ratings yet
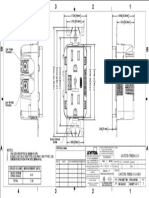
- Smith Hall SERVICE PEDESTAL AutoCAD UPDATEDDocument1 pageSmith Hall SERVICE PEDESTAL AutoCAD UPDATEDJanmarc CorpuzNo ratings yet
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument82 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsRajeeb MohammedNo ratings yet
- Input: CalcularDocument1 pageInput: CalcularJoseph LaurenteNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Sunday Monday Tuesday Wednesday Thursday Friday Saturday: New Year's DayDocument12 pagesSunday Monday Tuesday Wednesday Thursday Friday Saturday: New Year's DayIzrada FotografijaNo ratings yet
- DataDocument12 pagesDataIzrada FotografijaNo ratings yet
- Dekton Technical Manual ENDocument24 pagesDekton Technical Manual ENIzrada FotografijaNo ratings yet
- Catalog: Your Stone, Tile and Concrete Supply Experts Since 1971Document12 pagesCatalog: Your Stone, Tile and Concrete Supply Experts Since 1971Izrada FotografijaNo ratings yet
- Ekosistem Galangan KapalDocument1 pageEkosistem Galangan KapalFITRI ADINo ratings yet
- Specifications: Proposed 2-Storey ResidenceDocument6 pagesSpecifications: Proposed 2-Storey ResidenceFrancis John F. LopezNo ratings yet
- Reinforced Concrete StairwaysDocument29 pagesReinforced Concrete StairwayssjvcorpuzNo ratings yet
- Building Construction Lecture Note .2Document198 pagesBuilding Construction Lecture Note .2amu aytuNo ratings yet
- Setup Sheet Report: Mill DefaultDocument8 pagesSetup Sheet Report: Mill DefaultGandi SaputraNo ratings yet
- Universal Drill & Cutter Grinder: ORDER NO - VDG-32N CODE NO.8001-010Document1 pageUniversal Drill & Cutter Grinder: ORDER NO - VDG-32N CODE NO.8001-010Cristian Fuentes0% (1)
- BT4 Specs Sample Site Work To ElectricalDocument41 pagesBT4 Specs Sample Site Work To ElectricalChanty LenchicoNo ratings yet
- Lecture 4 MasonryDocument47 pagesLecture 4 MasonryЕлена ЧерневаNo ratings yet
- Asset List: Tools & Equipment For Operation (Proposed To Be Purchase)Document3 pagesAsset List: Tools & Equipment For Operation (Proposed To Be Purchase)ragunatharaoNo ratings yet
- Loose Furniture Room BOQDocument14 pagesLoose Furniture Room BOQVishal ChaudharyNo ratings yet
- Inner Cover PlansDocument7 pagesInner Cover PlansWeidig1No ratings yet
- NZ Wood Design GuidesDocument48 pagesNZ Wood Design GuidesHiệp Nguyễn VănNo ratings yet
- Progressive Report GRP DDocument12 pagesProgressive Report GRP Dbarkandaj0222222No ratings yet
- DICTUM Tools CatalogueDocument424 pagesDICTUM Tools CatalogueMarco TéllezNo ratings yet
- Woodworking Tools, 1600-1900 - Peter C. WelshDocument66 pagesWoodworking Tools, 1600-1900 - Peter C. WelshDuleJanosev75% (4)
- Brigada Eskwela Form 4 Daily Attendance of VolunteerDocument2 pagesBrigada Eskwela Form 4 Daily Attendance of VolunteerSuweb KalipaNo ratings yet
- 1200 - 12.plastering & PointingDocument10 pages1200 - 12.plastering & PointingSivakumar Arul0% (2)
- 3 Ken Watsons - Design of Frames Using NASH StandardsDocument66 pages3 Ken Watsons - Design of Frames Using NASH StandardsWei Hong TehNo ratings yet
- Larry HaunDocument6 pagesLarry Haunwillntwet100% (1)
- Baroque Architecture - DOCUMENTATIONDocument2 pagesBaroque Architecture - DOCUMENTATIONShubhaang GoelaNo ratings yet
- Malana Village: Community CenterDocument12 pagesMalana Village: Community CenterSreeniketh ChikuNo ratings yet
- BS 3444Document19 pagesBS 3444gerald100% (1)
- ASTM Changes On How To Specify Gypsum Products PDFDocument4 pagesASTM Changes On How To Specify Gypsum Products PDFibrahimNo ratings yet
- Tips When Using Osmo ProductsDocument1 pageTips When Using Osmo ProductsBoarivoj VeprovNo ratings yet
- Building Your Own Roof Trusses: A B S HDocument3 pagesBuilding Your Own Roof Trusses: A B S HNiroj MaharjanNo ratings yet
- Wardrobe+Plans+ +Get+Hands+Dirty+2020Document19 pagesWardrobe+Plans+ +Get+Hands+Dirty+2020Alexey BratushkaNo ratings yet
- Timber DesignDocument24 pagesTimber DesignMuhd FaridNo ratings yet
- ĐỌC ĐIỀN - ĐỌC HIỂU 6 - 2k4Document2 pagesĐỌC ĐIỀN - ĐỌC HIỂU 6 - 2k4posgas aceNo ratings yet