Download as pdf or txt
You might also like
- Gagne's Conditions of LearningDocument3 pagesGagne's Conditions of LearningCza Mae ArsenalNo ratings yet
- Connectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsDocument2 pagesConnectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsTTNo ratings yet
- Earth-And-Life-Science-G11-Whlp-Week-1-2 - Quarter 2 HeDocument2 pagesEarth-And-Life-Science-G11-Whlp-Week-1-2 - Quarter 2 Hecristina maquinto100% (5)
- Each Student Should Strictly Follow The Format Given Below For His/her Research ProjectDocument7 pagesEach Student Should Strictly Follow The Format Given Below For His/her Research ProjectAnsari WarisNo ratings yet
- GE Weldstar PDFDocument4 pagesGE Weldstar PDFJamesNo ratings yet
- Portability Modularity Color Imaging Data Storage: Ultrasound, Ut Phased Array, Eddy Current, and Ec ArrayDocument14 pagesPortability Modularity Color Imaging Data Storage: Ultrasound, Ut Phased Array, Eddy Current, and Ec ArrayvrapciudorianNo ratings yet
- Piping ConstructionDocument17 pagesPiping Constructionadel rihana100% (1)
- UltraWave en 20Document8 pagesUltraWave en 20naoufel1706No ratings yet
- Shi 2017Document17 pagesShi 2017Farin MauliaNo ratings yet
- Design Considerations For Subsea Metrology MeasurementsDocument27 pagesDesign Considerations For Subsea Metrology MeasurementsSanjeevi ParthasarathiNo ratings yet
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- ISO - TR - 20173 - 2009 - EN - PDF For Material GroupingDocument11 pagesISO - TR - 20173 - 2009 - EN - PDF For Material GroupingS.K.AGRAWALNo ratings yet
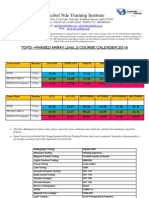
- TOFD - PA Course Schedule 2014Document1 pageTOFD - PA Course Schedule 2014Sangeeth.KpNo ratings yet
- Oceaneering PRS - Smart Flange Plus ConnectorDocument2 pagesOceaneering PRS - Smart Flange Plus ConnectorFelipe BandeiraNo ratings yet
- Inimize Your Cost For Phased Array and TOFDDocument12 pagesInimize Your Cost For Phased Array and TOFDJhoseph RoqueNo ratings yet
- Eddycurrent TestingDocument4 pagesEddycurrent TestingnvemanNo ratings yet
- SHS - TubesDocument6 pagesSHS - TubesGordan SanticNo ratings yet
- Radiation Guideline: Test Protocols For Parts 2-5Document43 pagesRadiation Guideline: Test Protocols For Parts 2-5Jimmy JohnNo ratings yet
- Beam Focusing Behavior of Linear Phased ArraysDocument10 pagesBeam Focusing Behavior of Linear Phased ArraysUriel Peña100% (1)
- Exposure Dist CalculationDocument3 pagesExposure Dist CalculationJayaneela PrawinNo ratings yet
- Scanner HydroFORM - en PDFDocument2 pagesScanner HydroFORM - en PDFaldeanucuNo ratings yet
- Surface Crack DetectionDocument8 pagesSurface Crack DetectionDaniel CringusNo ratings yet
- Shutdown System in PFBRDocument8 pagesShutdown System in PFBRCuddalore J ShanthakumarNo ratings yet
- TofdDocument4 pagesTofdrhapknexxNo ratings yet
- Omniscan TofdDocument4 pagesOmniscan Tofdsdmkl85No ratings yet
- Aut & RTDocument12 pagesAut & RTgorkembaytenNo ratings yet
- All Techniques - in BriefDocument87 pagesAll Techniques - in BriefWmfaiz KarcelloNo ratings yet
- Wes Procedures For Anna University Affiliated College Students PDFDocument3 pagesWes Procedures For Anna University Affiliated College Students PDFrangarajan1989No ratings yet
- Foerster Circograph 2014 enDocument6 pagesFoerster Circograph 2014 enTiến NguyễnNo ratings yet
- Piping Engineer B2 PDFDocument1 pagePiping Engineer B2 PDFAniz DonuTz100% (1)
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
- Understanding API 1104 - Technical ToolboxesDocument2 pagesUnderstanding API 1104 - Technical Toolboxesinspector620% (1)
- PFI ES-20-1997 Wall Thickness Measurement by Ultrasonic ExaminationDocument4 pagesPFI ES-20-1997 Wall Thickness Measurement by Ultrasonic ExaminationThao NguyenNo ratings yet
- Tube Probe Selection Guide v3.0Document12 pagesTube Probe Selection Guide v3.0pitichai_pNo ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Document21 pagesSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeNo ratings yet
- WedgesDocument4 pagesWedgesBrandon EricksonNo ratings yet
- Eddy Current Inspection FormulaDocument4 pagesEddy Current Inspection FormulaUdhayakumar VenkataramanNo ratings yet
- RESUME Roslan Salleh Kinsa PDFDocument11 pagesRESUME Roslan Salleh Kinsa PDFJolito RamosNo ratings yet
- RT & AutDocument11 pagesRT & Autvibinkumars@gmail.comNo ratings yet
- OD CrackDocument1 pageOD CrackTrung Tinh HoNo ratings yet
- 2.difference Between Pipe and Tube PDFDocument1 page2.difference Between Pipe and Tube PDFAlvianto NugrohoNo ratings yet
- Non-Destructive Evaluation of Friction Stir Welded Joints by X-Ray Radiography and Infrared ThermographyDocument7 pagesNon-Destructive Evaluation of Friction Stir Welded Joints by X-Ray Radiography and Infrared ThermographyYazid HelalNo ratings yet
- Selective Harmonic Elimination by Programmable Pulse Width Modulation in InvertersDocument6 pagesSelective Harmonic Elimination by Programmable Pulse Width Modulation in InvertersseventhsensegroupNo ratings yet
- 37DLPlus TrainingDocument192 pages37DLPlus TrainingJai PatelNo ratings yet
- 020-NDT - TSE - UT - ASME B31.3 - 20 - Ultrasonic, REV 00 (1) - CompressedDocument35 pages020-NDT - TSE - UT - ASME B31.3 - 20 - Ultrasonic, REV 00 (1) - CompressedPT PUTRA SETIAWAN PRIMANo ratings yet
- Twi Training & Certification (S.E. Asia) SDN - BHDDocument1 pageTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNo ratings yet
- Direct Assessment Basics: Richard Lopez Office of Pipeline Safety Southwest RegionDocument53 pagesDirect Assessment Basics: Richard Lopez Office of Pipeline Safety Southwest RegionnuvanNo ratings yet
- Casting Inspection NDTDocument8 pagesCasting Inspection NDTdombipinNo ratings yet
- Aramco Questions-1Document22 pagesAramco Questions-1शैलेश सिंह तोमर - स्वयंसेवकNo ratings yet
- API 607 Fire Test Report - Copeland - 2 Inch Class 900 Ball Valve - June 9 2017.22172258Document16 pagesAPI 607 Fire Test Report - Copeland - 2 Inch Class 900 Ball Valve - June 9 2017.22172258Nilesh SargaraNo ratings yet
- Lesson 15 SectionVDocument157 pagesLesson 15 SectionVAhmed shabanNo ratings yet
- Answer Key For The Inspector's Calc's ExercisesDocument4 pagesAnswer Key For The Inspector's Calc's ExercisesHeartyscorpionNo ratings yet
- Grade 2205 DuplexDocument9 pagesGrade 2205 Duplexkresimir.mikoc9765No ratings yet
- DaconTubular Remote Field Testing RFTDocument1 pageDaconTubular Remote Field Testing RFTCepi Sindang KamulanNo ratings yet
- Penetrants TESTINGDocument86 pagesPenetrants TESTINGsankaran_muthukumarNo ratings yet
- Referance Block PDFDocument45 pagesReferance Block PDFDağhan GrdNo ratings yet
- Minicoder: Speed and Position Sensor With Amplitude Control OptionDocument12 pagesMinicoder: Speed and Position Sensor With Amplitude Control OptionAlex CarmonaNo ratings yet
- Asme Viii - Div.1 (2019) Appendix 4 RTDocument1 pageAsme Viii - Div.1 (2019) Appendix 4 RTionexchangeqcNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- The Complete Guide to Telephone Interview Questions and AnswersFrom EverandThe Complete Guide to Telephone Interview Questions and AnswersNo ratings yet
- Procolo Control DimensionalDocument1 pageProcolo Control DimensionalErickNo ratings yet
- New Technology Speeds Oil Sands Pipe WeldingDocument6 pagesNew Technology Speeds Oil Sands Pipe WeldingErickNo ratings yet
- Welding Map ManifoldDocument1 pageWelding Map ManifoldErickNo ratings yet
- CFP-ING-PL-006 Vista Lateral Planta de Gas Rev. 1Document1 pageCFP-ING-PL-006 Vista Lateral Planta de Gas Rev. 1ErickNo ratings yet
- CFP-ING-PL-004 Vista de Planta Rev. 2Document1 pageCFP-ING-PL-004 Vista de Planta Rev. 2ErickNo ratings yet
- Construction and MaintenanceDocument47 pagesConstruction and MaintenanceErickNo ratings yet
- MIAB Welding of ThickDocument6 pagesMIAB Welding of ThickErickNo ratings yet
- Multiple Causes (Fotos)Document8 pagesMultiple Causes (Fotos)ErickNo ratings yet
- Automated Ultrasonic TestingDocument11 pagesAutomated Ultrasonic TestingErick100% (1)
- Capacity Design of Gas Distribution SystemsDocument32 pagesCapacity Design of Gas Distribution SystemsErickNo ratings yet
- Organization: System PlanningDocument25 pagesOrganization: System PlanningErickNo ratings yet
- Gas Flow Calculations and Sizing of PipeDocument45 pagesGas Flow Calculations and Sizing of PipeErickNo ratings yet
- Corrosion ControlDocument29 pagesCorrosion ControlErickNo ratings yet
- Field Welding InstructionsDocument6 pagesField Welding InstructionsErickNo ratings yet
- Leak Detection and ControlDocument27 pagesLeak Detection and ControlErickNo ratings yet
- Cathodic ShieldingDocument28 pagesCathodic ShieldingErickNo ratings yet
- Calidad en Trabajos de Soldadores PeruanosDocument12 pagesCalidad en Trabajos de Soldadores PeruanosErickNo ratings yet
- Best Practices in Applying A Pi 1104 Appendix A FinalDocument3 pagesBest Practices in Applying A Pi 1104 Appendix A FinalErickNo ratings yet
- Tailings Filtration Using Viper Filtration TechnolDocument7 pagesTailings Filtration Using Viper Filtration TechnolNicoViljoenNo ratings yet
- G9 Biology Lesson 3.1Document4 pagesG9 Biology Lesson 3.1DahoomNo ratings yet
- On The Ocean Floor - AltDocument2 pagesOn The Ocean Floor - AltLance0016No ratings yet
- Superlative DLP W3 Q3Document12 pagesSuperlative DLP W3 Q3John Ray CahiligNo ratings yet
- MiniThesis GenderDocument16 pagesMiniThesis GenderRica Pearl ZorillaNo ratings yet
- Table of MesonsDocument2 pagesTable of MesonsGopinathan MNo ratings yet
- Round Cassette Catalogue - A4Document4 pagesRound Cassette Catalogue - A4Pongalfest byaravNo ratings yet
- GREENE AaronDocument56 pagesGREENE AaronVisnja DjordjicNo ratings yet
- Demonstration Teaching Lesson Plan On Visual Verbal RELATIONSHIP For Grade 8Document8 pagesDemonstration Teaching Lesson Plan On Visual Verbal RELATIONSHIP For Grade 8Rochelle Ann SaguirreNo ratings yet
- New TAWS Features: Based On EGPWS ExperienceDocument23 pagesNew TAWS Features: Based On EGPWS ExperienceShimeonNo ratings yet
- Tribes in The Dark Quickstart (32317351)Document61 pagesTribes in The Dark Quickstart (32317351)jvmarron100% (1)
- Unit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) ObjectivesDocument16 pagesUnit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) Objectiveshaizelle resmaNo ratings yet
- CHCCCS017 STDNT Assess BK V1 29.05.19 2Document71 pagesCHCCCS017 STDNT Assess BK V1 29.05.19 2Silvia BuiNo ratings yet
- Cmcsseminarnand 160523111422 PDFDocument16 pagesCmcsseminarnand 160523111422 PDFKarthick PrasadNo ratings yet
- Design and Operation of High-Rate Filters-Part 3Document5 pagesDesign and Operation of High-Rate Filters-Part 3305773253No ratings yet
- Name - Section - Date - How To Balance Chemical EquationsDocument2 pagesName - Section - Date - How To Balance Chemical EquationsXazerco LaxNo ratings yet
- Aalto MBADocument6 pagesAalto MBADean WinchesterNo ratings yet
- PERIODIC TEST - Docx (N)Document2 pagesPERIODIC TEST - Docx (N)Sooraj RajmohanNo ratings yet
- Badminton Lesson Plan Backhand Net ShotDocument3 pagesBadminton Lesson Plan Backhand Net ShotFreddie MoatNo ratings yet
- Astm A342a342mDocument5 pagesAstm A342a342mKeven MontgemryNo ratings yet
- GPS PPT by Pankaj Palta 11092013Document27 pagesGPS PPT by Pankaj Palta 11092013Pankaj PaltaNo ratings yet
- Dwnload Full Fundamentals of Cost Accounting 3rd Edition Lanen Solutions Manual PDFDocument35 pagesDwnload Full Fundamentals of Cost Accounting 3rd Edition Lanen Solutions Manual PDFmatte.caudalebvf100% (13)
- Encyclopedia of Invasive Species 2 Volumes - From Africanized Honey Bees To Zebra Mussels (PDFDrive)Document873 pagesEncyclopedia of Invasive Species 2 Volumes - From Africanized Honey Bees To Zebra Mussels (PDFDrive)medNo ratings yet
- Mandal-Ekofisk (!) Petroleum System in The Central Graben of The North SeaDocument18 pagesMandal-Ekofisk (!) Petroleum System in The Central Graben of The North SeaJuan Pablo Rea VásquezNo ratings yet
- Duke Decompression Risk Analysis Comparing Oxygen and 50 Nitrox Decompression StopsDocument1 pageDuke Decompression Risk Analysis Comparing Oxygen and 50 Nitrox Decompression StopsBenoit BruhmullerNo ratings yet
- Determination of Water Potential in A Plant PartDocument3 pagesDetermination of Water Potential in A Plant PartMishti2No ratings yet
- Leviton AppNote RetentionForceTechnologyDocument5 pagesLeviton AppNote RetentionForceTechnologySajeda M. Al-TalafhaNo ratings yet