Download as docx, pdf, or txt
You might also like
- LandisDocument23 pagesLandisfarid said errahmaniNo ratings yet
- 240 Preventive Check Sheet of Tube Bending Machine ReDocument4 pages240 Preventive Check Sheet of Tube Bending Machine ReAjayNo ratings yet
- Fallout Loot TableDocument8 pagesFallout Loot TableDennis Dillion100% (1)
- Report Roller ChainDocument11 pagesReport Roller ChainPejuangHati100% (1)
- Astm F 1233 - 98 R04Document12 pagesAstm F 1233 - 98 R04Francisco GuerraNo ratings yet
- Scubapro MK16 Repair-GuideDocument11 pagesScubapro MK16 Repair-GuideRodrigo JacobNo ratings yet
- Cbe-241rev Quad Processing MachineDocument12 pagesCbe-241rev Quad Processing MachineVigneshMurugesh ANo ratings yet
- Transformer WindingsDocument15 pagesTransformer WindingsJanmejaya Mishra100% (2)
- From Wikipedia, The Free Encyclopedia: Internal ExternalDocument15 pagesFrom Wikipedia, The Free Encyclopedia: Internal ExternalShishir DwivediNo ratings yet
- Threads in MechanicalDocument8 pagesThreads in MechanicalJagdeep SekhonNo ratings yet
- Screw ThreadDocument19 pagesScrew ThreadKishore PalaapalliNo ratings yet
- Free Hand Skech Book - 579Document22 pagesFree Hand Skech Book - 579mpatilboy25No ratings yet
- Introduction To Power Screw AssingmentDocument4 pagesIntroduction To Power Screw AssingmentZohaibShoukatBalochNo ratings yet
- Rahil SahibDocument16 pagesRahil SahibZohaibShoukatBalochNo ratings yet
- Screw Thread - History of StandardizationDocument15 pagesScrew Thread - History of StandardizationAugusta100% (1)
- UNIT 5 Fasteners and Bearings (19-20 Batch)Document28 pagesUNIT 5 Fasteners and Bearings (19-20 Batch)anderous03No ratings yet
- Screw Thread TerminologyDocument7 pagesScrew Thread TerminologyAmin SalahNo ratings yet
- Threaded JointsDocument35 pagesThreaded JointsTanveer MahmudNo ratings yet
- Term PaperDocument23 pagesTerm PaperAman Goyal (B19ME004)No ratings yet
- Screw Jack Working PrincipleDocument3 pagesScrew Jack Working PrincipleAnand DongareNo ratings yet
- Free-Samples Amie Chapters Threaded JointsDocument36 pagesFree-Samples Amie Chapters Threaded JointsAbdalmalek ShamsanNo ratings yet
- Design and Fabrication Mini Lathe MachineDocument17 pagesDesign and Fabrication Mini Lathe MachineBrij Bhushan Monu86% (7)
- (A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadDocument8 pages(A) Square Threads: The Following Picture of A "G" Clamp Uses A Square ThreadAmeer Street-jugmentNo ratings yet
- Automatic Spring Rolling MachineDocument34 pagesAutomatic Spring Rolling MachineJilly Arasu100% (3)
- Ball Deflector, Diverts The Balls Into A Return Tube That Carries Them Back To TheDocument4 pagesBall Deflector, Diverts The Balls Into A Return Tube That Carries Them Back To TheHusam Haider XNo ratings yet
- Design and Fabrication of Cam Vice ReportDocument40 pagesDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Threading (Manufacturing) : Overview of Methods (Comparison, Selection, Etc)Document6 pagesThreading (Manufacturing) : Overview of Methods (Comparison, Selection, Etc)Chand RaviNo ratings yet
- Machine DevicesDocument27 pagesMachine DevicesJafari AdamsNo ratings yet
- Power Screw FinalDocument36 pagesPower Screw FinalFrancis Dela TorreNo ratings yet
- Material: Rope Wire Helix Wrought Iron SteelDocument6 pagesMaterial: Rope Wire Helix Wrought Iron Steelrea_rodriguezNo ratings yet
- Jack NNNNDocument32 pagesJack NNNNabiy balkewNo ratings yet
- Chapter 06 SpringsDocument14 pagesChapter 06 SpringsRobel Metiku0% (1)
- Cam ViseDocument14 pagesCam Visesundar_subash25No ratings yet
- Training RoomDocument32 pagesTraining RoomDeep DaveNo ratings yet
- Material Handling Bulk Handling EquipmentDocument32 pagesMaterial Handling Bulk Handling EquipmentRavi ShankarNo ratings yet
- Important Points About It:: Mechanical JointsDocument13 pagesImportant Points About It:: Mechanical JointsRajandra VermaNo ratings yet
- 360 Degree Flexible Drilling Machine PaperDocument5 pages360 Degree Flexible Drilling Machine Papersumit bijweNo ratings yet
- PIA Tornillo de PotenciaDocument26 pagesPIA Tornillo de PotenciaRoyNo ratings yet
- Crank Shaft Operated Multi Blade HacksawDocument15 pagesCrank Shaft Operated Multi Blade HacksawTanvi Khurana100% (2)
- Fme6 Project Finals G1Document10 pagesFme6 Project Finals G1Koji OdoNo ratings yet
- University of Southern Philippines Foundation. College of Engineering and ArchitectureDocument7 pagesUniversity of Southern Philippines Foundation. College of Engineering and ArchitectureJason OwiaNo ratings yet
- Slip Ring and Split RingDocument5 pagesSlip Ring and Split RingboltuNo ratings yet
- Modern Bamboo SplitterDocument14 pagesModern Bamboo SplitterSenthil Kumar100% (1)
- Threading (Manufacturing) : Threading Is The Process of Creating ADocument16 pagesThreading (Manufacturing) : Threading Is The Process of Creating AAnonymous mRCnYKz7xBNo ratings yet
- Eme PDFDocument7 pagesEme PDFprathaNo ratings yet
- Ring FrameDocument88 pagesRing Frameअक्षय शर्मा100% (3)
- 4 Bar Hacksaw SynopsisDocument5 pages4 Bar Hacksaw SynopsisRoyalAryansNo ratings yet
- Fabrication of Scotch Yoke Mechanism HacksawDocument76 pagesFabrication of Scotch Yoke Mechanism Hacksawkarthik keyanNo ratings yet
- Flexible Mechanical Elements: BeltsDocument10 pagesFlexible Mechanical Elements: BeltsRenzo Amiquero CrispinNo ratings yet
- Power ScrewDocument6 pagesPower ScrewDeepak KrishnanNo ratings yet
- Flexible Mechanical ElementsDocument10 pagesFlexible Mechanical ElementsJithesh GopalNo ratings yet
- Distribution Conductor StringingDocument21 pagesDistribution Conductor Stringingmadhava_srinivasan174No ratings yet
- Linear GuidesDocument76 pagesLinear GuidesFelipe Soares MaiaNo ratings yet
- Screw ThreadsDocument7 pagesScrew ThreadsVille4everNo ratings yet
- Coupling: This Article Is About A Mechanical Connection Between Two Objects. For Other Uses, SeeDocument24 pagesCoupling: This Article Is About A Mechanical Connection Between Two Objects. For Other Uses, Seerupesh8989No ratings yet
- Thread RollingDocument18 pagesThread RollingShubham Sarkar100% (3)
- Jack NNNN 11Document38 pagesJack NNNN 11abiy balkewNo ratings yet
- ME374 Module 5Document42 pagesME374 Module 5Birondo100% (1)
- Wire Ropes Drive Mechanism For Reciprocating Linear MotionDocument5 pagesWire Ropes Drive Mechanism For Reciprocating Linear MotionSachin KumawatNo ratings yet
- Design of Power ScrewDocument6 pagesDesign of Power ScrewJohn Kisser AbilgosNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Types of GearsDocument28 pagesTypes of GearsAravind Raj PandianNo ratings yet
- MechanismDocument11 pagesMechanismAravind Raj PandianNo ratings yet
- Automation:: Automation Is The Use of Control Systems (Such As Numerical ControlDocument4 pagesAutomation:: Automation Is The Use of Control Systems (Such As Numerical ControlAravind Raj PandianNo ratings yet
- BatteryDocument6 pagesBatteryAravind Raj PandianNo ratings yet
- Principles of DC MotorsDocument14 pagesPrinciples of DC MotorsAravind Raj PandianNo ratings yet
- Application Specification: Stac64 System Application GuideDocument17 pagesApplication Specification: Stac64 System Application GuideHenry DyNo ratings yet
- List of Gardening ToolsDocument16 pagesList of Gardening ToolsJeremiah NayosanNo ratings yet
- Group40 1 PDFDocument32 pagesGroup40 1 PDFphuocloi82No ratings yet
- Misión de La EmpresaDocument4 pagesMisión de La Empresatoche230No ratings yet
- Alat TukangDocument5 pagesAlat TukangMuhammad DahlanNo ratings yet
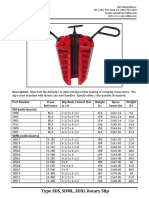
- Type SDS SDML SDXL Rotary Slip Cut SheetDocument2 pagesType SDS SDML SDXL Rotary Slip Cut SheetJose Barrero100% (1)
- ShopNotes #100 - Ultimate Router TableDocument54 pagesShopNotes #100 - Ultimate Router TableEnrique Carpintero100% (12)
- ME8501 Metrology and Measurements Important Question by WWW - Studymaterialz.inDocument16 pagesME8501 Metrology and Measurements Important Question by WWW - Studymaterialz.insrknotesNo ratings yet
- Lockheed MiniDocument23 pagesLockheed MiniNicolasNo ratings yet
- 10 CRKT Retail PL A EbookDocument16 pages10 CRKT Retail PL A EbookcaceresortegaNo ratings yet
- Required Materials For CNC Plotter Pen AssemblyDocument1 pageRequired Materials For CNC Plotter Pen AssemblyTimothyMooresNo ratings yet
- World of RSC PosterDocument2 pagesWorld of RSC PosterTulio WeverNo ratings yet
- DemoDocument33 pagesDemojestine capucionNo ratings yet
- Summer Training Presentation At: Chanderpur Works Pvt. LTDDocument14 pagesSummer Training Presentation At: Chanderpur Works Pvt. LTDPreet ChahalNo ratings yet
- WE Glock 18 Gen 4 Silver Slide GBB PistolDocument1 pageWE Glock 18 Gen 4 Silver Slide GBB PistolvierjsNo ratings yet
- z650 Starter Clutch Repair Guide - CleanedDocument6 pagesz650 Starter Clutch Repair Guide - CleanedSenTTrox Rox100% (1)
- GA 315 VSDpart List (AIF 108332 Den)Document74 pagesGA 315 VSDpart List (AIF 108332 Den)Sales AydinkayaNo ratings yet
- E&I Tool Box ContentsDocument1 pageE&I Tool Box ContentsChandan RayNo ratings yet
- MIT0681 Kitchen Planning GuideDocument24 pagesMIT0681 Kitchen Planning GuideEric100% (3)
- TotoDocument154 pagesTotoSteranskoNo ratings yet
- Accutron Automatic Instruction ManualDocument19 pagesAccutron Automatic Instruction ManualmervinNo ratings yet
- PRV Data SheetDocument2 pagesPRV Data Sheetsarvesh singhNo ratings yet
- Hyundai Wia L300 Series Machine CatalogueDocument40 pagesHyundai Wia L300 Series Machine CatalogueReginaldo AlvesNo ratings yet
- Black Ops Reference SheetDocument2 pagesBlack Ops Reference Sheetzanatos2550% (2)
- Burlacu & HrytsiutaDocument2 pagesBurlacu & HrytsiutaSimalcsik AngelaNo ratings yet