Download as pdf or txt
You might also like
- WF 2012aug 5s Red Tagging Process Flow LEANDocument1 pageWF 2012aug 5s Red Tagging Process Flow LEANGaneshan Mathan RajNo ratings yet
- Duke XC SL Race ServiceDocument10 pagesDuke XC SL Race ServicesilverapeNo ratings yet
- 5S Implementation at Work Place Complete PresentationDocument16 pages5S Implementation at Work Place Complete PresentationELSAYED KhalfNo ratings yet
- Layout of FoundryDocument21 pagesLayout of Foundrya21858665No ratings yet
- PatternsDocument46 pagesPatternsdhruvmistry300No ratings yet
- Questions For 4-MDocument2 pagesQuestions For 4-MArun BiswalNo ratings yet
- World Class Series: Kaizen: The BCIC Manufacturing Committee 2010-Session 1Document53 pagesWorld Class Series: Kaizen: The BCIC Manufacturing Committee 2010-Session 1Lucky'z VermaNo ratings yet
- Fact LayDocument6 pagesFact LayAbhinav KumarNo ratings yet
- Lean BasicsDocument20 pagesLean BasicsKannanSarathyNo ratings yet
- BF Area - 5S Check ListDocument30 pagesBF Area - 5S Check ListVi KraNo ratings yet
- 16.21 - Waste-Finding Checklist, Process SpecificDocument1 page16.21 - Waste-Finding Checklist, Process SpecificYash RajputNo ratings yet
- Lean Implementation PDFDocument11 pagesLean Implementation PDFMohamed HassanNo ratings yet
- 5S (Methodology) - WikipediaDocument4 pages5S (Methodology) - WikipediaBORRELNo ratings yet
- 5S Audit ChecklistDocument13 pages5S Audit ChecklistJohanQuirozNo ratings yet
- Aren't You Frustrated in Your Workplace?Document22 pagesAren't You Frustrated in Your Workplace?Abhishek GoyalNo ratings yet
- 5S Housekeeping in 5 Star HotelsDocument46 pages5S Housekeeping in 5 Star HotelsFika JeNo ratings yet
- T4.lean Manufacturing TechniquesDocument81 pagesT4.lean Manufacturing TechniquesAl AidenNo ratings yet
- Lean Six Sigma ConstraintDocument70 pagesLean Six Sigma Constraintmasharieee100% (1)
- Quality Manual With Two Sections of PreDocument1 pageQuality Manual With Two Sections of Pretheanjum1980No ratings yet
- Process Selection and Capacity Planning InPROCESSDocument11 pagesProcess Selection and Capacity Planning InPROCESSRafiaNo ratings yet
- Lean Manufacturing Full Seminar Report 123456Document22 pagesLean Manufacturing Full Seminar Report 123456Pradeep Mahil50% (2)
- 8 WastesDocument5 pages8 WasteszakariaNo ratings yet
- Introduction To 5SDocument98 pagesIntroduction To 5SnahomNo ratings yet
- Reduction of 7 WasteDocument20 pagesReduction of 7 WasteMititelu Liviu100% (1)
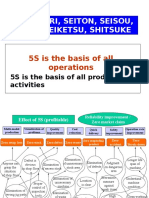
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- 5s Methodology by Gbededo MautonDocument51 pages5s Methodology by Gbededo MautonrudypatilNo ratings yet
- Ciencia Y Virtud: The 7SDocument11 pagesCiencia Y Virtud: The 7SElle DyNo ratings yet
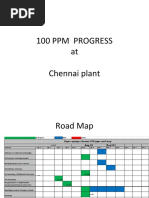
- 100 PPM Implementation ProcessDocument7 pages100 PPM Implementation Processnataraj_s64488No ratings yet
- 6'S Audit Sheet: Step S.No Item Rating (0-5) Comments 5 4 3 2 1Document5 pages6'S Audit Sheet: Step S.No Item Rating (0-5) Comments 5 4 3 2 1stylish eagleNo ratings yet
- 4M Analysis ProcessDocument19 pages4M Analysis ProcessAnh Le NgocNo ratings yet
- 5S ModulDocument20 pages5S ModulnursaidahNo ratings yet
- TRG 5SDocument28 pagesTRG 5SRajaIshfaqHussainNo ratings yet
- 5S Basic Training Material v3.0Document48 pages5S Basic Training Material v3.0Manoj Kumar ShawNo ratings yet
- 5S PDFDocument31 pages5S PDFDicky HartantoNo ratings yet
- Form 5S PatrolDocument6 pagesForm 5S Patrolhamam gantengNo ratings yet
- 5S Stands For 5 Initials of The Following Japanese WordsDocument28 pages5S Stands For 5 Initials of The Following Japanese Wordsginish12No ratings yet
- 5 S ProgramDocument118 pages5 S ProgramNatarajan RajNo ratings yet
- Overhead Crane Inspeksi BerkalaDocument4 pagesOverhead Crane Inspeksi BerkalaWerman Septian100% (1)
- MSE507 Lean Manufacturing: 5S and The Visual WorkplaceDocument85 pagesMSE507 Lean Manufacturing: 5S and The Visual WorkplaceSAYFUDDINSG100% (1)
- Kaizen Through 5S ImplementationDocument59 pagesKaizen Through 5S ImplementationYoepy WijayaNo ratings yet
- Implementation & Monitoring: (Work Place Improvement)Document112 pagesImplementation & Monitoring: (Work Place Improvement)Sonika SinghNo ratings yet
- Guide KaizenDocument15 pagesGuide KaizenScribdhaizanNo ratings yet
- Implement 5 "S" System: Visual FactoryDocument47 pagesImplement 5 "S" System: Visual FactoryAnil Maurya100% (1)
- 5S - An Essential Lean ToolDocument4 pages5S - An Essential Lean ToolAkintunde BanjokoNo ratings yet
- A Strategy For Performance ExcellenceDocument24 pagesA Strategy For Performance ExcellencedsbishtNo ratings yet
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- ECRS WorksheetDocument1 pageECRS WorksheetShanmugam BalasubramaniamNo ratings yet
- 5S Audit Checklist 2019 Rev 01Document3 pages5S Audit Checklist 2019 Rev 01SUGUNABALAKUMARNo ratings yet
- BPG - 5S-System (Fivess)Document24 pagesBPG - 5S-System (Fivess)Arnas Satria HaripanNo ratings yet
- Question BankDocument16 pagesQuestion BankAman SinghNo ratings yet
- Coolan Evoxx AL 4250Document1 pageCoolan Evoxx AL 4250Siti FatimahNo ratings yet
- BPG - 5S-System (Fivess)Document24 pagesBPG - 5S-System (Fivess)Giö GdlNo ratings yet
- 5 (B) Software Engineering - Lecture# Agile Software DevelopmentDocument18 pages5 (B) Software Engineering - Lecture# Agile Software DevelopmentShozab SohailNo ratings yet
- Process Improvements: Using SIT MethodsDocument19 pagesProcess Improvements: Using SIT MethodsvivianaandoneNo ratings yet
- Module 46. Mistake Proofing (Poka Yoke)Document37 pagesModule 46. Mistake Proofing (Poka Yoke)taghavi1347No ratings yet
- 8 Step Problem Solving MethodDocument103 pages8 Step Problem Solving Methodkvk301712No ratings yet
- Module 45. Quick ChangeoverDocument17 pagesModule 45. Quick Changeovertaghavi1347No ratings yet
- Lecture Day4 Afternoon Lean Production - HandoutsDocument33 pagesLecture Day4 Afternoon Lean Production - HandoutsBust everyNo ratings yet
- 5S, The Foundation For Lean System: Characteristics of World ClassDocument46 pages5S, The Foundation For Lean System: Characteristics of World ClassKaito100% (1)
- Module 42. Visual ManagementDocument30 pagesModule 42. Visual Managementtaghavi1347No ratings yet
- Module 50. Rapid Improvement Event (RIE)Document85 pagesModule 50. Rapid Improvement Event (RIE)taghavi1347No ratings yet
- Financial Assignment APCDocument6 pagesFinancial Assignment APCNgọc Hồ HoàngNo ratings yet
- Modern Civilization Issues Are Condensed Into IT: Constant Changes, Migration, Introduction of New TechnologiesDocument35 pagesModern Civilization Issues Are Condensed Into IT: Constant Changes, Migration, Introduction of New TechnologiesNgọc Hồ HoàngNo ratings yet
- Management Information Systems Part1 Chapter 1: Masayuki IdaDocument14 pagesManagement Information Systems Part1 Chapter 1: Masayuki IdaNgọc Hồ HoàngNo ratings yet
- Blue Modern Company Profile PresentationDocument16 pagesBlue Modern Company Profile PresentationNgọc Hồ HoàngNo ratings yet
- ThevoidsummaryDocument6 pagesThevoidsummaryVaibhav Mishra80% (5)
- Fire and Gas PhilosophyDocument19 pagesFire and Gas PhilosophyOmar TocmoNo ratings yet
- Homeroom Guidance: Apply Effective Ways of Protecting Oneself and OthersDocument11 pagesHomeroom Guidance: Apply Effective Ways of Protecting Oneself and OthersJazmin Nicole AbanesNo ratings yet
- Psychosocial Support Activity Sheet No. 2Document2 pagesPsychosocial Support Activity Sheet No. 2Rizza De MesaNo ratings yet
- Elements Cmpds Mix Ws-AnswersDocument2 pagesElements Cmpds Mix Ws-Answerseric sivaneshNo ratings yet
- Continuous Usage Intention of Social Media As An Online Information Distribution ChannelsDocument12 pagesContinuous Usage Intention of Social Media As An Online Information Distribution Channelsapi-563385491No ratings yet
- Creating A Sample BI Report in Oracle Cloud With Excel Template - TrinamixDocument1 pageCreating A Sample BI Report in Oracle Cloud With Excel Template - TrinamixIshaq Ali KhanNo ratings yet
- GattaniDocument18 pagesGattaniKhushbu NovhalNo ratings yet
- Razones de CambioDocument1 pageRazones de CambioCarlos FloresNo ratings yet
- Benstones Instruments IMPAQ ELITE 4 CanalesDocument8 pagesBenstones Instruments IMPAQ ELITE 4 CanalesmauriciojjNo ratings yet
- Renewable Energy Sources and MethodsDocument225 pagesRenewable Energy Sources and MethodsSemir Đedović100% (1)
- Ieee 1205-2014Document77 pagesIeee 1205-2014master9137100% (1)
- Data Structures (Sample) Course ReportDocument128 pagesData Structures (Sample) Course Reportsiddardtha666666No ratings yet
- The Dino GameDocument1 pageThe Dino Game296 004 Aditya ChaudhariNo ratings yet
- Module 5 in Eed 114: ReviewDocument6 pagesModule 5 in Eed 114: ReviewYvi BenrayNo ratings yet
- SK 135 SR 3Document327 pagesSK 135 SR 3Trung Cuong100% (1)
- The Relationship Between Dimensions of Love, Personality, and Relationship LengthDocument11 pagesThe Relationship Between Dimensions of Love, Personality, and Relationship LengthjuaromerNo ratings yet
- Proposal Nur Azizah 2315059 R1Document34 pagesProposal Nur Azizah 2315059 R1zizieNo ratings yet
- WINPROPDocument296 pagesWINPROPEfrain Ramirez Chavez100% (2)
- Strategic Management LBdA3TJvQgDocument420 pagesStrategic Management LBdA3TJvQgSazzad HossainNo ratings yet
- Statistical Methods For Spatial Data AnalysisDocument3 pagesStatistical Methods For Spatial Data Analysissakali ali0% (1)
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- Manas Arora 3 Year - B Roll No. 3 Vastu Kala AcademyDocument12 pagesManas Arora 3 Year - B Roll No. 3 Vastu Kala AcademyManasAroraNo ratings yet
- Model Course 1.07 PDFDocument75 pagesModel Course 1.07 PDFShiena CamineroNo ratings yet
- SafeGrid Tutorial How To Perform A Simple Earthing DesignDocument10 pagesSafeGrid Tutorial How To Perform A Simple Earthing DesignAnwesh Kumar MaddikuntaNo ratings yet
- Solve The Problems: (1 Marks)Document7 pagesSolve The Problems: (1 Marks)Govin RocketzNo ratings yet
- Yellow Illustrative Digital Education For Children InfographicDocument1 pageYellow Illustrative Digital Education For Children InfographicNur Azimah AzibNo ratings yet
- Development of Sensory TestingDocument35 pagesDevelopment of Sensory TestingEmmae ThaleenNo ratings yet
- Anggaran ElektronikaDocument12 pagesAnggaran ElektronikaSeptian IswanjayaNo ratings yet