Download as pdf or txt
You might also like
- 2022 - 04 - 20 - VIVA-B-FIX Line TRG-PolymersDocument15 pages2022 - 04 - 20 - VIVA-B-FIX Line TRG-PolymersJagdish PatelNo ratings yet
- © Plastics Design Library Ch. 6: Commercial Grades of CofluoropolymersDocument27 pages© Plastics Design Library Ch. 6: Commercial Grades of CofluoropolymersRajanSharmaNo ratings yet
- Base Resistant FKM Technology in Oilfield SealsDocument15 pagesBase Resistant FKM Technology in Oilfield Sealspeach5No ratings yet
- Radiation Processing of FluoropolymersDocument7 pagesRadiation Processing of FluoropolymerscgeategcNo ratings yet
- DịchDocument30 pagesDịchKhánh Nguyễn NgHNo ratings yet
- Astm d1418Document17 pagesAstm d1418cnrk777No ratings yet
- Nafion/PTFE Composite Membranes For Fuel Cell ApplicationsDocument11 pagesNafion/PTFE Composite Membranes For Fuel Cell ApplicationsauliaNo ratings yet
- Fluorinated Acrylic Copolymers Part I: Study of Clear CoatingsDocument5 pagesFluorinated Acrylic Copolymers Part I: Study of Clear Coatingsهیمن مNo ratings yet
- Cit 1Document11 pagesCit 1Sebastian Segura AhumadaNo ratings yet
- FKM - Wikipedia, The Free EncyclopediaDocument2 pagesFKM - Wikipedia, The Free EncyclopediamanthandevNo ratings yet
- Poli EterDocument20 pagesPoli EterAquwh ChieychuandniechyimoudgthoeNo ratings yet
- Thermoplastic ElastomeDocument160 pagesThermoplastic ElastomeManas MondalNo ratings yet
- Overview of The Development of The Fluoropolymer IDocument17 pagesOverview of The Development of The Fluoropolymer ImikeduoNo ratings yet
- Smitha Et AlDocument14 pagesSmitha Et AlRifki RamadhanNo ratings yet
- European Polymer Journal: Gérard Calleja, Alex Jourdan, Bruno Ameduri, Jean-Pierre HabasDocument9 pagesEuropean Polymer Journal: Gérard Calleja, Alex Jourdan, Bruno Ameduri, Jean-Pierre HabasGamini SureshNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2005/0025923 A1Document6 pagesPatent Application Publication (10) Pub. No.: US 2005/0025923 A1bbNo ratings yet
- Fep HandbookDocument28 pagesFep HandbookzakariiNo ratings yet
- 10.1351 - Pac Con 08 06 02Document21 pages10.1351 - Pac Con 08 06 02Anonymous 9BCHn5EXNo ratings yet
- Irdham Kusumawardhana 1Document8 pagesIrdham Kusumawardhana 1PRIMA100% (2)
- PTC 2013 Lotz 0Document12 pagesPTC 2013 Lotz 0mtshyam1961No ratings yet
- Introduction To FluoropolymersDocument9 pagesIntroduction To FluoropolymersThomas JohnsonNo ratings yet
- Dupont Compounds UL 1446Document20 pagesDupont Compounds UL 1446alex696No ratings yet
- Tefnol 1Document11 pagesTefnol 1Moustapha Salem MansourNo ratings yet
- Earing Ournal: Best Polymer Selection For Quality UpgradesDocument2 pagesEaring Ournal: Best Polymer Selection For Quality UpgradesImaduddin ShaNo ratings yet
- HERTZ - Fluorine-Containing ElastomersDocument17 pagesHERTZ - Fluorine-Containing ElastomersLangleyNo ratings yet
- Surface & Coatings Technology: Emerson Escobar Nunez, Seung Min Yeo, Kyriaki Polychronopoulou, Andreas A. PolycarpouDocument12 pagesSurface & Coatings Technology: Emerson Escobar Nunez, Seung Min Yeo, Kyriaki Polychronopoulou, Andreas A. PolycarpouJon KiNo ratings yet
- Ball On Disk PTFEDocument9 pagesBall On Disk PTFEmarangoiaNo ratings yet
- Chlorinated Water AgingDocument7 pagesChlorinated Water AgingasfasfaNo ratings yet
- By: Jainam Mehta 3 Semester Materials Science Roll No.10Document19 pagesBy: Jainam Mehta 3 Semester Materials Science Roll No.10Tvarit PatelNo ratings yet
- 33 - J Opt Soc B 20 2003Document6 pages33 - J Opt Soc B 20 2003Wassini BensNo ratings yet
- Teflon 200731103643Document22 pagesTeflon 200731103643Diwas GhimireNo ratings yet
- Fluon ETFEDocument40 pagesFluon ETFEASEAN TTT TeamNo ratings yet
- PolytetrafluoroethyleneDocument27 pagesPolytetrafluoroethyleneTzuyu Chou100% (1)
- Tuneable Thermal Properties of PTHF-based Copolymers by Incorporation ofDocument12 pagesTuneable Thermal Properties of PTHF-based Copolymers by Incorporation ofSimon LeluyerNo ratings yet
- Zeus FocusPTFEDocument6 pagesZeus FocusPTFESelva BabuNo ratings yet
- P (VDF-TrFE) PaperDocument13 pagesP (VDF-TrFE) PaperArjun Sunil RaoNo ratings yet
- 4-Experiment 4-Handout PDFDocument5 pages4-Experiment 4-Handout PDFOğuz YavuzNo ratings yet
- Degradation of Sulfur-Containing Aromatic Polymers (II) : Change in Fluorescence Spectra of Polyphenylenesuifide (PPS) During AnnealingDocument6 pagesDegradation of Sulfur-Containing Aromatic Polymers (II) : Change in Fluorescence Spectra of Polyphenylenesuifide (PPS) During AnnealingBaraNo ratings yet
- PTFE SiO2ThinFilmsDocument7 pagesPTFE SiO2ThinFilms陳信辰No ratings yet
- Unit-Iv Part-ADocument7 pagesUnit-Iv Part-AParameswara RajaNo ratings yet
- 4 - New Perfluorinated Ionomer With Improved Oxygen Permeability ForDocument7 pages4 - New Perfluorinated Ionomer With Improved Oxygen Permeability ForFaseeh KKNo ratings yet
- Kreuer2001 PDFDocument11 pagesKreuer2001 PDFCESAR MALAGANo ratings yet
- Journal 2Document7 pagesJournal 2AISHWARYANo ratings yet
- Outlining The Mechanism Offlame Retardancy in Polyamide 66 Blended With Melamine-Poly (Zinc Phosphate)Document16 pagesOutlining The Mechanism Offlame Retardancy in Polyamide 66 Blended With Melamine-Poly (Zinc Phosphate)Thinh DangNo ratings yet
- Polymer Microfluidic Devices: Holger Becker, Laurie E. LocascioDocument21 pagesPolymer Microfluidic Devices: Holger Becker, Laurie E. LocasciorukwavuNo ratings yet
- PTFE Glass TransitionDocument28 pagesPTFE Glass TransitionJosi ArayaNo ratings yet
- Seal Material MemoDocument1 pageSeal Material MemoUmairNo ratings yet
- Oxygen Permeation Studies On Alternative PDFDocument15 pagesOxygen Permeation Studies On Alternative PDFIrina PetreanuNo ratings yet
- DMFCDocument12 pagesDMFCSilmi Rahma AmeliaNo ratings yet
- TeflonDocument2 pagesTeflongr3taVerrilliNo ratings yet
- Polymer Membranes For High Temperature Proton Exchange Membrane FuDocument31 pagesPolymer Membranes For High Temperature Proton Exchange Membrane FuHà An Đỗ NgọcNo ratings yet
- ptfePTFE Helps Advance Critical Energy Industry RequirementsDocument2 pagesptfePTFE Helps Advance Critical Energy Industry RequirementsElham KamaliNo ratings yet
- Peighambardoust2010 PDFDocument36 pagesPeighambardoust2010 PDFVenkadeshwaran KuthalingamNo ratings yet
- Polymers&CompoundingDocument80 pagesPolymers&CompoundingM PraveenNo ratings yet
- TFC Polyamide Membranes Modified by Grafting of Hydrophilic Polymers - An FT-IR AFM TEM StudyDocument10 pagesTFC Polyamide Membranes Modified by Grafting of Hydrophilic Polymers - An FT-IR AFM TEM StudyAlisya AlyaNo ratings yet
- Synthesis and Characterization of Copolymers of Poly (Ethylene Terephthalate) and Cyclohexane Dimethanol in A Semibatch Reactor (Including The Process Model)Document13 pagesSynthesis and Characterization of Copolymers of Poly (Ethylene Terephthalate) and Cyclohexane Dimethanol in A Semibatch Reactor (Including The Process Model)sepehrisNo ratings yet
- Siracusa No 2013Document6 pagesSiracusa No 2013TarunNo ratings yet
- Why You Need To Consider The PTFE Dielectric Constant in Your ApplicationDocument10 pagesWhy You Need To Consider The PTFE Dielectric Constant in Your ApplicationjackNo ratings yet
- Polymer: Tomotaka Saito, Masami OkamotoDocument5 pagesPolymer: Tomotaka Saito, Masami OkamotonilayNo ratings yet
- FEVE FluoropolymerDocument10 pagesFEVE FluoropolymerThomas JohnsonNo ratings yet
- Singh DissertationDocument233 pagesSingh DissertationJagdish PatelNo ratings yet
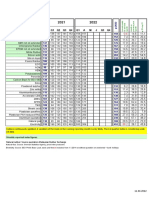
- WDK Table April 22Document1 pageWDK Table April 22Jagdish PatelNo ratings yet
- Buna CB 1220 AO Product Data Sheet - 000000000056874031 - REG - WORLD - EDocument2 pagesBuna CB 1220 AO Product Data Sheet - 000000000056874031 - REG - WORLD - EJagdish PatelNo ratings yet
- Thesis 1998 EdirisingheDocument179 pagesThesis 1998 EdirisingheJagdish PatelNo ratings yet
- Polysulphide Data SheetDocument2 pagesPolysulphide Data SheetJagdish PatelNo ratings yet
- Def Stan 93-4 - 3Document14 pagesDef Stan 93-4 - 3Jagdish PatelNo ratings yet
- Product Data Sheet 76150 CompoundDocument1 pageProduct Data Sheet 76150 CompoundJagdish PatelNo ratings yet
- Radiation Damage To Materials 20040904Document12 pagesRadiation Damage To Materials 20040904Jagdish PatelNo ratings yet
- Technical Data: PR-1782 Class B Low Density SealantDocument2 pagesTechnical Data: PR-1782 Class B Low Density SealantJagdish PatelNo ratings yet
- Polysulphide 80-002Document25 pagesPolysulphide 80-002Jagdish PatelNo ratings yet
- Airbase 753Document8 pagesAirbase 753Jagdish PatelNo ratings yet
- Green Compounding - KGK Paper - Galley ProofsDocument12 pagesGreen Compounding - KGK Paper - Galley ProofsJagdish PatelNo ratings yet
- PolyurethaneDocument19 pagesPolyurethaneJagdish PatelNo ratings yet
- Chemical Compatibility Chart Hypalon: Page 1 of 10 Kelco 15/12/2008Document10 pagesChemical Compatibility Chart Hypalon: Page 1 of 10 Kelco 15/12/2008Jagdish PatelNo ratings yet
- Oryzasil - Company Presentation-2019-12-13Document19 pagesOryzasil - Company Presentation-2019-12-13Jagdish PatelNo ratings yet
- Chemical Resistant Industrial Grade RTV Silicone Sealants: Typical Properties of AG 300 - RTV 38Document2 pagesChemical Resistant Industrial Grade RTV Silicone Sealants: Typical Properties of AG 300 - RTV 38Jagdish PatelNo ratings yet
- DESMODUR MDQ45163+BAYTEC D45MF+BDO Ang Ind0 BUK OnlyDocument2 pagesDESMODUR MDQ45163+BAYTEC D45MF+BDO Ang Ind0 BUK OnlyJagdish Patel100% (1)
- Boedeker Plastics Polyurethane - Technical GuideDocument26 pagesBoedeker Plastics Polyurethane - Technical GuideJagdish PatelNo ratings yet
- Data Science Transforming Aquaculture: The Power of and How It'sDocument18 pagesData Science Transforming Aquaculture: The Power of and How It'sJagdish PatelNo ratings yet
- DESMODUR - MTX6076+BAYTEC - T4X+BAYTEC - XL - B - (CATD0812-3) (60A-75D) - Ang - Ind2Document2 pagesDESMODUR - MTX6076+BAYTEC - T4X+BAYTEC - XL - B - (CATD0812-3) (60A-75D) - Ang - Ind2Jagdish PatelNo ratings yet
- Chemical Resistance Chart Goodall Chemical TransferDocument23 pagesChemical Resistance Chart Goodall Chemical TransferJagdish PatelNo ratings yet
- KIWA k17504-03 - 10.10.2018Document44 pagesKIWA k17504-03 - 10.10.2018Jagdish PatelNo ratings yet
- Polyurethane Chemical Resistance ChartDocument5 pagesPolyurethane Chemical Resistance ChartJagdish PatelNo ratings yet
- Information For Tests According To DVGW Standard W 270 Respectively DIN EN 16421, Method 2Document2 pagesInformation For Tests According To DVGW Standard W 270 Respectively DIN EN 16421, Method 2Jagdish PatelNo ratings yet
- KTW BWGL Ubergangsregelung - Elastomere - enDocument4 pagesKTW BWGL Ubergangsregelung - Elastomere - enJagdish PatelNo ratings yet
- Acceptance of Materials in Contact With Drinking Water: Belgian Federation For The Water SectorDocument24 pagesAcceptance of Materials in Contact With Drinking Water: Belgian Federation For The Water SectorJagdish PatelNo ratings yet
- Notes 13 DetonationsDocument13 pagesNotes 13 DetonationsBachir El FilNo ratings yet
- VII KAT (CHAT) WorksheetDocument2 pagesVII KAT (CHAT) WorksheetTanav Muthu0% (1)
- Astrological Combinations For Female To Remain As A LesbianDocument46 pagesAstrological Combinations For Female To Remain As A LesbianSastry Karra100% (6)
- NEET Sample EbookDocument117 pagesNEET Sample EbookmisostudyNo ratings yet
- Colorimetric Methods in Biochemistry: Basma Ahmed Eltonsy 201816890Document4 pagesColorimetric Methods in Biochemistry: Basma Ahmed Eltonsy 201816890Basma EltonsyNo ratings yet
- 2008 LjubljanaDocument289 pages2008 LjubljanaMariaNo ratings yet
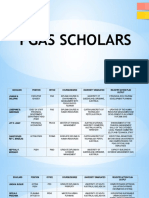
- Pgas ScholarsDocument98 pagesPgas Scholarsjayson bernadasNo ratings yet
- Safety Data Sheet 104800-2,6-Dichlorophenolindophenol Sodium Salt, ACSDocument7 pagesSafety Data Sheet 104800-2,6-Dichlorophenolindophenol Sodium Salt, ACSMeong NackalNo ratings yet
- Neet Booster Test Series (NBTS) For Neet-2021 Test - 2: PhysicsDocument15 pagesNeet Booster Test Series (NBTS) For Neet-2021 Test - 2: PhysicsupsahuNo ratings yet
- Aceros Inoxidables - Properties PDFDocument95 pagesAceros Inoxidables - Properties PDFLuis CeronNo ratings yet
- Time: 3 Hours Total Marks: 100Document1 pageTime: 3 Hours Total Marks: 100Prathi100% (1)
- Science - Earth Science 2 - Astronomy PDFDocument22 pagesScience - Earth Science 2 - Astronomy PDFRiza MatsNo ratings yet
- ChemistryDocument14 pagesChemistrypelma peloniaNo ratings yet
- Working With Moving Pulleys 6 PDFDocument8 pagesWorking With Moving Pulleys 6 PDFOyas DubeyNo ratings yet
- Specificatii Si ProprietatiDocument8 pagesSpecificatii Si ProprietatiDan PinteaNo ratings yet
- FEA Simulation of Metal CuttingDocument6 pagesFEA Simulation of Metal CuttingAnonymous p8bHAAxNo ratings yet
- Quantum Numbers OrbitalsDocument4 pagesQuantum Numbers OrbitalsBeeta Khanna100% (1)
- Furutech Püúure PüúDocument3 pagesFurutech Püúure PüúKiss PéterNo ratings yet
- Applied Thermodynamics: D. Eastop A. Mccon EYDocument14 pagesApplied Thermodynamics: D. Eastop A. Mccon EYJayPisonNo ratings yet
- Ardrox 6345: ScopeDocument2 pagesArdrox 6345: ScopeClaudio SavazziNo ratings yet
- Chapter 1 IntroductionDocument43 pagesChapter 1 IntroductionsunNo ratings yet
- (237 Marks) : (1 Mark)Document54 pages(237 Marks) : (1 Mark)Dongjean SeoNo ratings yet
- Physics - ColorsDocument2 pagesPhysics - ColorsJoshua PioquintoNo ratings yet
- I. Gambar Struktur Senyawa Obat (3 Struktur Dalam 1 Halaman) 1. ParacetamolDocument4 pagesI. Gambar Struktur Senyawa Obat (3 Struktur Dalam 1 Halaman) 1. ParacetamolFebe HarumNo ratings yet
- Engine Oil CoolerDocument2 pagesEngine Oil Coolerma.powersourceNo ratings yet
- Covalent Bonding WorksheetDocument4 pagesCovalent Bonding WorksheetVKEXODIUSNo ratings yet
- QuestionsDocument11 pagesQuestionsR MathewNo ratings yet
- Unit 1 Part 6 CalculationDocument21 pagesUnit 1 Part 6 CalculationI LOVE JAKENo ratings yet
- 70 Petroleum Exam Questions and AnswersDocument5 pages70 Petroleum Exam Questions and AnswersĐức TrầnNo ratings yet
- Fajans' RulesDocument10 pagesFajans' RulesreddygrNo ratings yet