Download as pdf or txt
You might also like
- 16 Types of Heavy Equipment Used in Construction PDFDocument1 page16 Types of Heavy Equipment Used in Construction PDFAdeel Ahmed100% (2)
- ARA 900 Steered Tag Axle Behind Driving Axle: Issue 1Document8 pagesARA 900 Steered Tag Axle Behind Driving Axle: Issue 1Kang RadimunNo ratings yet
- Unit IvDocument32 pagesUnit IvKrishnendu NayekNo ratings yet
- 11.0 Material HandlingDocument4 pages11.0 Material HandlingNol BarandonNo ratings yet
- Lecture Note Week 2Document130 pagesLecture Note Week 2A4blackNo ratings yet
- Unit No 2 NotesDocument49 pagesUnit No 2 Notesdo it for funNo ratings yet
- FPD Unit-2 Material HandlingDocument58 pagesFPD Unit-2 Material HandlingVinay KorekarNo ratings yet
- Addis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringDocument67 pagesAddis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringmeronNo ratings yet
- Material Handling & Identification TechnologiesDocument66 pagesMaterial Handling & Identification TechnologiesFiroz Khan100% (1)
- CH-7 FmeDocument11 pagesCH-7 Fmes.v22882277No ratings yet
- Pesawat Angkat: Fitri Hardiyanti, M.EngDocument49 pagesPesawat Angkat: Fitri Hardiyanti, M.EngnawafhamdaniNo ratings yet
- Material HandlingDocument43 pagesMaterial HandlingAtulMauryaNo ratings yet
- FME5122 - Presentation 1Document45 pagesFME5122 - Presentation 1Maximo MacatangayNo ratings yet
- 03A.Material Handling Equipment PDFDocument41 pages03A.Material Handling Equipment PDFPutri EmNo ratings yet
- Material HandlingDocument39 pagesMaterial Handlingbathinsreenivas100% (1)
- ConveyorDocument37 pagesConveyorSyed BukhariNo ratings yet
- Handling and Transportation-1Document47 pagesHandling and Transportation-1amanuelNo ratings yet
- Chapter 1. Material Handling EquipmentDocument45 pagesChapter 1. Material Handling EquipmentFedho CherinetNo ratings yet
- Material HandlingDocument99 pagesMaterial HandlingsalunkensNo ratings yet
- Conveyors and Conveying Systems PDFDocument19 pagesConveyors and Conveying Systems PDFlawrence catipayNo ratings yet
- FMS - PPT FF-2Document36 pagesFMS - PPT FF-219M059 - PRANEET KANNA BNo ratings yet
- Material Handling EquipmentDocument41 pagesMaterial Handling EquipmentesakkirajNo ratings yet
- Definition of Material HandlingDocument30 pagesDefinition of Material HandlingAnonymous dYDY4EhaNo ratings yet
- Chapter 6Document24 pagesChapter 6Nebiyou KorraNo ratings yet
- Conveyors and Conveying Systems - pptx-1Document19 pagesConveyors and Conveying Systems - pptx-1Sheena BejasaNo ratings yet
- Material Handling NotesDocument7 pagesMaterial Handling NotesDennis Tee NdareraNo ratings yet
- Material Handling: Mechanical Engineering Department Carlos III UniversityDocument13 pagesMaterial Handling: Mechanical Engineering Department Carlos III UniversityDiego Fernado AvendañoNo ratings yet
- MM CH ViDocument24 pagesMM CH ViFasiko AsmaroNo ratings yet
- MaterialDocument24 pagesMaterialJefferson De Mesa MercadoNo ratings yet
- Part Iii Material Handling and Identification TechnologiesDocument50 pagesPart Iii Material Handling and Identification TechnologiesNaval GuptaNo ratings yet
- Q4 Module 2Document19 pagesQ4 Module 2Den Mark Tuazon RañolaNo ratings yet
- Material Handling Equipment...Document41 pagesMaterial Handling Equipment...Shubhan Singh100% (2)
- ConveyorDocument74 pagesConveyorSamuel MergaNo ratings yet
- CH 7 CoveyorsDocument37 pagesCH 7 CoveyorsEbrahim Ali100% (1)
- Conveyors or Conveyor SystemDocument10 pagesConveyors or Conveyor SystemmotilalNo ratings yet
- Hid - Chapter 1Document60 pagesHid - Chapter 1samuel mechNo ratings yet
- Materials Handling EquipmentDocument58 pagesMaterials Handling Equipmentahmed jemalNo ratings yet
- Lecture 7 Material HandlingDocument66 pagesLecture 7 Material HandlingMark Angelo NioscoNo ratings yet
- CH 6 ConveyorDocument61 pagesCH 6 ConveyorTabor TamiruNo ratings yet
- Unit 5 Design of CranesDocument51 pagesUnit 5 Design of CranesHarshad AherNo ratings yet
- Transportation Systems: Ing. Borys Culqui Msc. April 2020Document9 pagesTransportation Systems: Ing. Borys Culqui Msc. April 2020Cesar QuilumbaquinNo ratings yet
- Material Handling DeviceDocument21 pagesMaterial Handling Devicegbsone01No ratings yet
- Power Plant AnalysisDocument19 pagesPower Plant AnalysisRandyl ManayagaNo ratings yet
- Chapter 4 ConveyorDocument46 pagesChapter 4 ConveyorKhánh Đoan Lê ĐìnhNo ratings yet
- Lect II - Transporting Devices - Material Handling EquipmentsDocument48 pagesLect II - Transporting Devices - Material Handling EquipmentsMweyiNo ratings yet
- Chap 1 (Introduction)Document68 pagesChap 1 (Introduction)Tesema TeshomeNo ratings yet
- Rigging and LiftingDocument9 pagesRigging and LiftingUsman IsrarNo ratings yet
- Conveyor Material HandlingDocument79 pagesConveyor Material HandlingmichaelNo ratings yet
- PTLF - 08 - Material HandlingDocument101 pagesPTLF - 08 - Material HandlingMerlin ArdiantiNo ratings yet
- Material Handling Lec 2Document44 pagesMaterial Handling Lec 2Bilal Ahmed100% (1)
- Material HandlingDocument59 pagesMaterial HandlingMANASNo ratings yet
- Material Handling EquipmentsDocument77 pagesMaterial Handling EquipmentsSundar AnandNo ratings yet
- 1.overview of Material HandlingDocument54 pages1.overview of Material HandlingOracal OrNo ratings yet
- Unit Operation 1 (3 UNITS)Document34 pagesUnit Operation 1 (3 UNITS)Glory UsoroNo ratings yet
- Material-Handling Equipment - Wikipedia PDFDocument5 pagesMaterial-Handling Equipment - Wikipedia PDFElvinNo ratings yet
- Modelling and Finite Element Analysis of Elevator Buckets: January 2016Document9 pagesModelling and Finite Element Analysis of Elevator Buckets: January 2016Arief RachmanNo ratings yet
- Material HandlingDocument15 pagesMaterial HandlingSavanPatelNo ratings yet
- Material HandlingDocument19 pagesMaterial Handlingcooljudgesingh0% (1)
- wk10 ppt10 MATERIAL TRANSPORT SYSTEMSDocument36 pageswk10 ppt10 MATERIAL TRANSPORT SYSTEMSSulaiman AhmadNo ratings yet
- Material HandlingDocument162 pagesMaterial HandlingManish Raj Paswan100% (1)
- Conveying, Belt CoveyingDocument3 pagesConveying, Belt CoveyingSyed Rameez MohiuddinNo ratings yet
- MHE Chapter 5Document48 pagesMHE Chapter 5nurhussen nureNo ratings yet
- MHE Chapter 4Document26 pagesMHE Chapter 4nurhussen nureNo ratings yet
- MHE Chapter 3Document18 pagesMHE Chapter 3nurhussen nureNo ratings yet
- MH Chapter 1Document20 pagesMH Chapter 1nurhussen nureNo ratings yet
- Bobcat 753 Skid-PM - 113952Document533 pagesBobcat 753 Skid-PM - 113952christian CarriónNo ratings yet
- Angkasa Pura Kargo - Tenant Briefing-1Document14 pagesAngkasa Pura Kargo - Tenant Briefing-1happyNo ratings yet
- Barrier Free Architecture - TsheringDocument11 pagesBarrier Free Architecture - TsheringKuldeep PanchalNo ratings yet
- Traffic Signs - VisualbeeDocument26 pagesTraffic Signs - VisualbeeSalman MahfoozNo ratings yet
- Dynamometer For E-Bikes According To New EPAC/EMC Standard: FeaturesDocument12 pagesDynamometer For E-Bikes According To New EPAC/EMC Standard: FeaturesenekomNo ratings yet
- Double Drum Rollers 450dx Brochure India enDocument2 pagesDouble Drum Rollers 450dx Brochure India enRahul SharmaNo ratings yet
- A318/A319/A320/A321 Technical Training Manual M02 Ramp & Servicing (Cfm56) Landing GearDocument34 pagesA318/A319/A320/A321 Technical Training Manual M02 Ramp & Servicing (Cfm56) Landing GearDuvan Cardona SanchezNo ratings yet
- Fluid Capacity ChartDocument7 pagesFluid Capacity ChartavvvidNo ratings yet
- Strategic Management: Internal and External Factors Evaluation MatrixDocument9 pagesStrategic Management: Internal and External Factors Evaluation MatrixshayanNo ratings yet
- Starting Order & Hours - LEG 2: Page 1 of 2Document3 pagesStarting Order & Hours - LEG 2: Page 1 of 2Anonymous wpUyixsjNo ratings yet
- Types of EnginesDocument6 pagesTypes of Enginesromy kahalehNo ratings yet
- MaintenanceDocument14 pagesMaintenancesled novaNo ratings yet
- En Safe Load GuidelinesDocument46 pagesEn Safe Load GuidelinesCEIT LogisticaNo ratings yet
- Parts of The TractorDocument4 pagesParts of The TractorMarce CuevasNo ratings yet
- Atto 3Document6 pagesAtto 3Nattachai BoonchooNo ratings yet
- Ar 42152: Urban Design StudioDocument14 pagesAr 42152: Urban Design Studiosaurav kumarNo ratings yet
- Equifax: N Insured Claim Number Date of Loss Place of AccidentDocument12 pagesEquifax: N Insured Claim Number Date of Loss Place of AccidentShane CopiosoNo ratings yet
- ERJ 145 InfoDocument11 pagesERJ 145 InfoMarcus100% (1)
- Blank Title App FormsDocument15 pagesBlank Title App FormskaetampaNo ratings yet
- Semester Fall 2020: S C M (MGMT614)Document3 pagesSemester Fall 2020: S C M (MGMT614)Umer FarooqNo ratings yet
- Bajaj Auto IntroductionDocument10 pagesBajaj Auto Introductionyoga rajNo ratings yet
- (Tata) Nexon Owners ManualDocument190 pages(Tata) Nexon Owners Manualtarun dhaneliyaNo ratings yet
- Fast Bus Transfer Panel - Revd - 02072019Document37 pagesFast Bus Transfer Panel - Revd - 02072019manjuat1234211No ratings yet
- Content CASE 580 M SERIES 2 PARTS MANUAL (COMPRESSED)Document25 pagesContent CASE 580 M SERIES 2 PARTS MANUAL (COMPRESSED)Dmitry100% (1)
- Zone List Different Types of FileDocument70 pagesZone List Different Types of FileAnndNo ratings yet
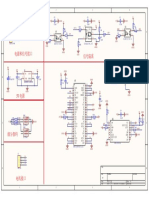
- TB67S109 V1.0Document1 pageTB67S109 V1.0冯江泰100% (1)
- 075 Reg. Review of Box Culvert Drawing at 73+206 KM Vita Nagaj Section (05.06.2020)Document4 pages075 Reg. Review of Box Culvert Drawing at 73+206 KM Vita Nagaj Section (05.06.2020)Sandip pawarNo ratings yet
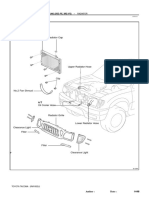
- Components: Radiator Radiator CapDocument3 pagesComponents: Radiator Radiator Capjuan riveraNo ratings yet