Download as pdf or txt
You might also like
- Sensors For Everyday LifeDocument326 pagesSensors For Everyday LifeMax EliotNo ratings yet
- Accuracy of 3-Dimensional Printed Dental Models Reconstructed From Digital Intraoral ImpressionsDocument7 pagesAccuracy of 3-Dimensional Printed Dental Models Reconstructed From Digital Intraoral ImpressionsDrAkash VermaNo ratings yet
- Outlier Generation and Anomaly Detection Based On Intelligent One-Class Techniques Over A Bicomponent Mixing SystemDocument12 pagesOutlier Generation and Anomaly Detection Based On Intelligent One-Class Techniques Over A Bicomponent Mixing SystemHECTOR COCHISE TERAN HERRERANo ratings yet
- Paper 38-Inspection System For Glass Bottle Defect ClassificationDocument10 pagesPaper 38-Inspection System For Glass Bottle Defect Classificationporix86No ratings yet
- Sensors v22 I15 - 20230622Document84 pagesSensors v22 I15 - 20230622Editor IJDMNo ratings yet
- (J) 2020 - Development of Intelligent Waste Segregation System Based On Convolutional Neural NetworkDocument13 pages(J) 2020 - Development of Intelligent Waste Segregation System Based On Convolutional Neural Networkdr.awawdeh.moathNo ratings yet
- Machine LearnDocument33 pagesMachine LearnEmine YILDIRIMNo ratings yet
- Comparison of Accuracy Between A Conventional and Two Digital Intraoral Impression TechniquesDocument7 pagesComparison of Accuracy Between A Conventional and Two Digital Intraoral Impression TechniquesDiego LopezNo ratings yet
- Iccter ProceedingsDocument196 pagesIccter ProceedingsiaetsdiaetsdNo ratings yet
- Diagnosis of Waterborne Microbes in Drinkable Water by Employing Image ProcessingDocument8 pagesDiagnosis of Waterborne Microbes in Drinkable Water by Employing Image Processingசசிகுமார் பகNo ratings yet
- A Facemask Detector Using Machine LearniDocument24 pagesA Facemask Detector Using Machine Learnigowdamadan156No ratings yet
- TP5 João MachadoDocument3 pagesTP5 João MachadoJoao MachadoNo ratings yet
- Art-16 Special-Issue 3c Tecno Kalasalingam-Academy-1Document11 pagesArt-16 Special-Issue 3c Tecno Kalasalingam-Academy-1Dr StrangeNo ratings yet
- Technology As A Tool For Archaeological Research and Artifact ConservationDocument12 pagesTechnology As A Tool For Archaeological Research and Artifact ConservationTintin TagupaNo ratings yet
- Packaged Food - Microwave - 2020Document5 pagesPackaged Food - Microwave - 2020Salma Sultana TunnyNo ratings yet
- Robles 40134541 PHD RedactedDocument220 pagesRobles 40134541 PHD RedactedDave VardanyanNo ratings yet
- Ghulam Ishaq Khan Institute of Engineering Sciences and TechnologyDocument6 pagesGhulam Ishaq Khan Institute of Engineering Sciences and Technologyfarhadullahkhan980No ratings yet
- Fabric Property and Defect Detection Using Deep Learning ModelDocument9 pagesFabric Property and Defect Detection Using Deep Learning ModelIJRASETPublicationsNo ratings yet
- Cad Cam PDFDocument7 pagesCad Cam PDFOmanakuttan Kr100% (1)
- Vigilancia Tecnologica: Programa Ingenieria IndustrialDocument11 pagesVigilancia Tecnologica: Programa Ingenieria IndustrialAndrés MalvaNo ratings yet
- Research Paper On Iris RecognitionDocument5 pagesResearch Paper On Iris Recognitioncnowkfhkf100% (1)
- Recent Advancement in Electronic EngineeringDocument14 pagesRecent Advancement in Electronic EngineeringLex VenturaNo ratings yet
- Iontof 14ind01 WebDocument2 pagesIontof 14ind01 WebVishal GaikwadNo ratings yet
- Kaleev 2017 IOP Conf. Ser. Mater. Sci. Eng. 240 012030Document5 pagesKaleev 2017 IOP Conf. Ser. Mater. Sci. Eng. 240 012030gfdczxNo ratings yet
- Final Year IEEE Project 2013-2014 - Digital Image Processing Project Title and AbstractDocument88 pagesFinal Year IEEE Project 2013-2014 - Digital Image Processing Project Title and Abstractelysiumtechnologies0% (1)
- Gómez-Camperos 2019 J. Phys. - Conf. Ser. 1388 012032Document7 pagesGómez-Camperos 2019 J. Phys. - Conf. Ser. 1388 012032Raihan RizkyNo ratings yet
- Advance Concepts of Image Processing and Pattern RecognitionDocument233 pagesAdvance Concepts of Image Processing and Pattern RecognitionJuan Jose Ortiz SillerNo ratings yet
- Iris Recognition System Using Matlab: A Project ReportDocument47 pagesIris Recognition System Using Matlab: A Project Reportmaverick12342No ratings yet
- Surface Fault Detection in 3D Printed Objects Using Deep LearningDocument12 pagesSurface Fault Detection in 3D Printed Objects Using Deep LearningIJRASETPublicationsNo ratings yet
- Recommendation of Crop, Fertilizers and Crop Disease Detection SystemDocument6 pagesRecommendation of Crop, Fertilizers and Crop Disease Detection SystemIJRASETPublicationsNo ratings yet
- Plant Disease Identification ReportDocument25 pagesPlant Disease Identification Reportanishvd0853No ratings yet
- Hci DraftDocument3 pagesHci DraftYayuk SupriatyNo ratings yet
- Resumen - Mineria de Datos - Elizabeth - Mamani - GutierrezDocument5 pagesResumen - Mineria de Datos - Elizabeth - Mamani - GutierrezLisbeth VilcaNo ratings yet
- Fin Ijprems1685084764Document4 pagesFin Ijprems1685084764Aakash GhoderaoNo ratings yet
- Colloid Transport Prediction Using SVM-MLPDocument5 pagesColloid Transport Prediction Using SVM-MLPInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ijatcse 33942020Document8 pagesIjatcse 33942020giovana.rodriguez.6104No ratings yet
- Sensor-Based Additive Manufacturing TechnologiesDocument9 pagesSensor-Based Additive Manufacturing TechnologiesSharath P CNo ratings yet
- Digital Impressions - Paving Path Towards Green Dentistry: A ReviewDocument8 pagesDigital Impressions - Paving Path Towards Green Dentistry: A ReviewIJAR JOURNALNo ratings yet
- A Systematic Review On Deep Learning With CNNs Applied To Surface Defect DetectionDocument29 pagesA Systematic Review On Deep Learning With CNNs Applied To Surface Defect Detectionkarol pavasNo ratings yet
- Digital Impressions - A Review of Latest PDFDocument5 pagesDigital Impressions - A Review of Latest PDFSonali KinikarNo ratings yet
- A Cascaded Design of Best Features Selection For FDocument18 pagesA Cascaded Design of Best Features Selection For Fgiovana.rodriguez.6104No ratings yet
- Iot Based Intelligent Traffic Control System: International Journal of Engineering Technology Research & ManagementDocument5 pagesIot Based Intelligent Traffic Control System: International Journal of Engineering Technology Research & ManagementExam2 CSENo ratings yet
- Microwave InspectionDocument10 pagesMicrowave InspectionZaid TariqNo ratings yet
- 3D Printing - An Alternative of Conventional Crown Fabrication A Case ReportDocument7 pages3D Printing - An Alternative of Conventional Crown Fabrication A Case ReportBalavigneshwaran bt18ipf04No ratings yet
- An Update On Applications of 3D Printing Technologies UsedDocument8 pagesAn Update On Applications of 3D Printing Technologies UsedAlex BurdeNo ratings yet
- Gear Defect Detection Using Machine LearningDocument5 pagesGear Defect Detection Using Machine LearningIJRASETPublicationsNo ratings yet
- IJECEDocument12 pagesIJECEEsraa AlaaNo ratings yet
- Real Time Eye State Detection System For PDFDocument5 pagesReal Time Eye State Detection System For PDFjagosNo ratings yet
- Weight Based Object Shorting Automation System Using IoT Based ApplicationDocument7 pagesWeight Based Object Shorting Automation System Using IoT Based ApplicationIJRASETPublicationsNo ratings yet
- Brain-Tumor Complete - FormattedDocument58 pagesBrain-Tumor Complete - Formattedshivashanker7337No ratings yet
- Jurnal Inter (Membahas Penggunaan IOT Dalam Pendeteksian MicroplasticDocument7 pagesJurnal Inter (Membahas Penggunaan IOT Dalam Pendeteksian MicroplasticMuhammad FirasNo ratings yet
- Store Product Classification Using Convolutional Neural NetworkDocument9 pagesStore Product Classification Using Convolutional Neural NetworkIAES IJAINo ratings yet
- Classification of RRIM Clone Series Using Artificial Neural NetworkDocument7 pagesClassification of RRIM Clone Series Using Artificial Neural NetworkIAES IJAINo ratings yet
- Concurrency and Computation - 2022 - Latha - Dynamic Convolutional Neural Network Based e Waste Management and OptimizedDocument16 pagesConcurrency and Computation - 2022 - Latha - Dynamic Convolutional Neural Network Based e Waste Management and OptimizedSara ArtangNo ratings yet
- Non-Destructive Defect Detection Using MASK R-CNN On Industrial Radiography of MachinesDocument17 pagesNon-Destructive Defect Detection Using MASK R-CNN On Industrial Radiography of MachinesIJRASETPublicationsNo ratings yet
- Adaptive Air Quality Sensing Using Machine LearningDocument10 pagesAdaptive Air Quality Sensing Using Machine LearningIJRASETPublicationsNo ratings yet
- Face Recognition Attendance System Using Open CVDocument6 pagesFace Recognition Attendance System Using Open CVIJRASETPublicationsNo ratings yet
- Accuracy and Learning Curve of 4 Intraoral Digital Scanners When Used by A Novice User. In-Vivo 3D AnalysisDocument2 pagesAccuracy and Learning Curve of 4 Intraoral Digital Scanners When Used by A Novice User. In-Vivo 3D AnalysisodontoensenadaNo ratings yet
- Statistical Process Monitoring Using Advanced Data-Driven and Deep Learning Approaches: Theory and Practical ApplicationsFrom EverandStatistical Process Monitoring Using Advanced Data-Driven and Deep Learning Approaches: Theory and Practical ApplicationsNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
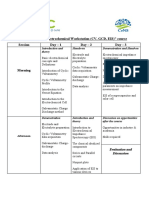
- Electrochemical Work Station (CV-CD, EIS) - ModuleDocument2 pagesElectrochemical Work Station (CV-CD, EIS) - ModuleSavitha NNo ratings yet
- Engineering Colleges in BangaloreDocument6 pagesEngineering Colleges in BangaloreSavitha NNo ratings yet
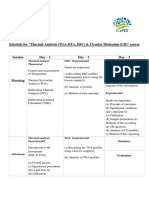
- Schedule For "Thermal Analysis (TGA-DTA, DSC) & Circular Dichroism (CD) " CourseDocument2 pagesSchedule For "Thermal Analysis (TGA-DTA, DSC) & Circular Dichroism (CD) " CourseSavitha NNo ratings yet
- Schedule For " Field Emission Scanning Electron Microscope" Session Day - 1 Day - 2 Day - 3Document2 pagesSchedule For " Field Emission Scanning Electron Microscope" Session Day - 1 Day - 2 Day - 3Savitha NNo ratings yet
- RiveraDocument206 pagesRiveraSavitha NNo ratings yet
- Schedule For " Thermal Analysis (TGA-DTA, DSC) & Circular Dichroism (CD) " Course Session Day - 1 Day - 2 Day - 3Document2 pagesSchedule For " Thermal Analysis (TGA-DTA, DSC) & Circular Dichroism (CD) " Course Session Day - 1 Day - 2 Day - 3Savitha NNo ratings yet
- Spectrochem Catalog 2021 - Existing ItemsDocument105 pagesSpectrochem Catalog 2021 - Existing ItemsSavitha NNo ratings yet
- Venus-TCI BrandDocument16 pagesVenus-TCI BrandSavitha NNo ratings yet
- SD Fine Price List - Chemicals 21-22 - Ver.-6.00 02.08.2021 NewDocument160 pagesSD Fine Price List - Chemicals 21-22 - Ver.-6.00 02.08.2021 NewSavitha NNo ratings yet
- Nice Chemical-Price List-2021-22Document84 pagesNice Chemical-Price List-2021-22Savitha NNo ratings yet
- Merck Price List 2021Document1,147 pagesMerck Price List 2021Savitha N100% (1)
- Finar Chemical - PL - April-2021Document144 pagesFinar Chemical - PL - April-2021Savitha NNo ratings yet
- Biochem Brand - PRICE LIST 2020-21 FINALDocument266 pagesBiochem Brand - PRICE LIST 2020-21 FINALSavitha NNo ratings yet
- FAQ - How Do I Dilute Samples For Zeta MeasurementsDocument1 pageFAQ - How Do I Dilute Samples For Zeta MeasurementsSavitha NNo ratings yet
- Environmental Science Paper-Ii: A AirDocument6 pagesEnvironmental Science Paper-Ii: A AirSavitha NNo ratings yet
- Merck Sigma Tarsons RivieraDocument5 pagesMerck Sigma Tarsons RivieraSavitha NNo ratings yet
- Measuring High Conductivity Samples On ZetasizerDocument4 pagesMeasuring High Conductivity Samples On ZetasizerSavitha NNo ratings yet
- FAQ - What Is Zeta Potential & What Value Is ItDocument1 pageFAQ - What Is Zeta Potential & What Value Is ItSavitha NNo ratings yet
- Bilingualism EssayDocument1 pageBilingualism EssayNix AmrNo ratings yet
- 1 StatDocument30 pages1 StatbutardoandreanicoleNo ratings yet
- Midterm 2009 Chem 2E03Document9 pagesMidterm 2009 Chem 2E03hanan711No ratings yet
- Pneumatic Micro Die Grinder: Operation & Parts ManualDocument12 pagesPneumatic Micro Die Grinder: Operation & Parts ManualHeli CarlosNo ratings yet
- Organizational Behavior Human Behavior at Work 14th Edition Newstrom Test BankDocument16 pagesOrganizational Behavior Human Behavior at Work 14th Edition Newstrom Test Bankzaneraymondjpanf100% (28)
- Erie Scientific LLC: Globally Harmonized Safety Data Sheet (GHSDS)Document7 pagesErie Scientific LLC: Globally Harmonized Safety Data Sheet (GHSDS)Leni MeifitaNo ratings yet
- An Epic Post Breakup Glow Up GuideDocument1 pageAn Epic Post Breakup Glow Up GuideMichelle Yvonne ClerigoNo ratings yet
- Comparative and SuperlativeDocument2 pagesComparative and SuperlativeKH AzzaNo ratings yet
- Plasma ProteinsDocument28 pagesPlasma ProteinsAyesha AzamNo ratings yet
- Note On Comparison On IFRS 17 and IAS 19Document2 pagesNote On Comparison On IFRS 17 and IAS 19xinaxulaNo ratings yet
- A Lesson Plan in Geography 1Document5 pagesA Lesson Plan in Geography 1Flora Mae DemaalaNo ratings yet
- Statistics Final Pre TestDocument4 pagesStatistics Final Pre TestLorienelNo ratings yet
- 2 Terms and Definitions SectionDocument12 pages2 Terms and Definitions SectionJawed AkhterNo ratings yet
- Chemical HazardsDocument17 pagesChemical HazardsLloydy HemsworthNo ratings yet
- Artikel Ilmiah Sosialisasi English Ver KKN UNAIRDocument9 pagesArtikel Ilmiah Sosialisasi English Ver KKN UNAIRJasmine Octavia Putri BalawNo ratings yet
- OsiSense XU XUK8TAE1MM12 DocumentDocument6 pagesOsiSense XU XUK8TAE1MM12 Documentحمزة صباحNo ratings yet
- Garia - Wikipedia, The Free EncyclopediaDocument9 pagesGaria - Wikipedia, The Free EncyclopediaPradip DattaNo ratings yet
- Dln2 Extender Package 2008-2009Document10 pagesDln2 Extender Package 2008-2009atfrost4638No ratings yet
- SilverCrest SHFD 1350 A1 Deep Fryer AppleDocument128 pagesSilverCrest SHFD 1350 A1 Deep Fryer AppleberjanatNo ratings yet
- Anna University CoimbatoreDocument5 pagesAnna University CoimbatorePreethi ArunNo ratings yet
- 2012 Behringer Catalog en v1Document45 pages2012 Behringer Catalog en v1Kang AmorNo ratings yet
- Design of Engine Stand For Inline Type Engines. Final Year ProjectDocument71 pagesDesign of Engine Stand For Inline Type Engines. Final Year ProjectTolasa NamomsaNo ratings yet
- Apollo Operations Handbook Block II Spaceraft Vol 1 Part 2Document475 pagesApollo Operations Handbook Block II Spaceraft Vol 1 Part 2Bob Andrepont100% (2)
- Subject: AEE Code: AU410705: UNIT-1 Automobile Electrical Systems and Electronics SystemDocument2 pagesSubject: AEE Code: AU410705: UNIT-1 Automobile Electrical Systems and Electronics SystemAniket PatilNo ratings yet
- Animal HandlingDocument12 pagesAnimal HandlingBestiaNo ratings yet
- Dream ReportsDocument2 pagesDream ReportsCarlos ACNo ratings yet
- Writing Sample ApostrpheDocument15 pagesWriting Sample ApostrphesaraNo ratings yet
- ASPECDocument7 pagesASPECMickaela Kassandra P. ParanNo ratings yet
- Release NoteDocument10 pagesRelease NoteyusufNo ratings yet
- Amu ClearanceDocument19 pagesAmu ClearanceEshetu GeletuNo ratings yet