
Paint Coatings - SteelConstruction - Info
Paint Coatings - SteelConstruction - Info
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FM Global Property Loss Prevention Data Sheets: Spray Application of Ignitable and Combustible MaterialsDocument31 pagesFM Global Property Loss Prevention Data Sheets: Spray Application of Ignitable and Combustible Materialshh100% (1)
- WAGNER Powder Coating Catalog PDFDocument280 pagesWAGNER Powder Coating Catalog PDFoarionIIINo ratings yet
- Astro New Product CatalogDocument36 pagesAstro New Product CatalogBillNo ratings yet
- Protectosil ANTIGRAFFITI PDFDocument3 pagesProtectosil ANTIGRAFFITI PDFFrancois-No ratings yet
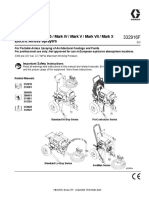
- Operation: 695 / 795 / 1095 / 1595 / Mark IV / Mark V / Mark VII / Mark X Electric Airless SprayersDocument44 pagesOperation: 695 / 795 / 1095 / 1595 / Mark IV / Mark V / Mark VII / Mark X Electric Airless SprayersTricolor GameplayNo ratings yet
- Solvalitt Alu: Technical Data Sheet Application GuideDocument9 pagesSolvalitt Alu: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Penetrant Testing: NDT MethodDocument41 pagesPenetrant Testing: NDT Methodravindra_jivani100% (3)
- FIAC CATALOGO UK Ilovepdf Compressed Ilovepdf CompressedDocument21 pagesFIAC CATALOGO UK Ilovepdf Compressed Ilovepdf CompressedSergio MaldonadoNo ratings yet
- Spray Painting SOPDocument7 pagesSpray Painting SOPAndrewNo ratings yet
- Bar Coding Tubular ProductsDocument4 pagesBar Coding Tubular ProductsGusti PanjaitanNo ratings yet
- Folder Airless Auto Serie AlDocument2 pagesFolder Airless Auto Serie AlErika MaraNo ratings yet
- Gravity: Az4 HteDocument24 pagesGravity: Az4 Htepiston brokeNo ratings yet
- Mipa WBC-Controller 005 USA EnglishDocument2 pagesMipa WBC-Controller 005 USA EnglishjosmelNo ratings yet
- Hard Surface Application Guide: Updated May 2015 Auto Air Colors™, Wicked Colors™, Autoborne™ SealersDocument4 pagesHard Surface Application Guide: Updated May 2015 Auto Air Colors™, Wicked Colors™, Autoborne™ SealersChrisMNo ratings yet
- The Perfect Finish: Tekna Copper Gravity Feed Basecoat/Clearcoat Spray Gun, by DevilbissDocument2 pagesThe Perfect Finish: Tekna Copper Gravity Feed Basecoat/Clearcoat Spray Gun, by DevilbissjohnNo ratings yet
- Miscellaneous Equipments: (Electrical Installation)Document19 pagesMiscellaneous Equipments: (Electrical Installation)alvinNo ratings yet
- Continental SIL99-1 PDFDocument4 pagesContinental SIL99-1 PDFElmer VillegasNo ratings yet
- EC Tech DataDocument3 pagesEC Tech DataDinh Quoc HungNo ratings yet
- Com PaintDocument2 pagesCom PaintKomma RameshNo ratings yet
- AOSH Adverse Event Report and Investigation FormDocument62 pagesAOSH Adverse Event Report and Investigation FormIwan Frantino SimbolonNo ratings yet
- Vpci 368Document2 pagesVpci 368MANI DEEPNo ratings yet
- hsg261 Health and Safety in Motor Vehicle Repair and Associated Industries PDFDocument101 pageshsg261 Health and Safety in Motor Vehicle Repair and Associated Industries PDFpranksterboyNo ratings yet
- Method Satment For Outher Tank Painting WorksDocument7 pagesMethod Satment For Outher Tank Painting WorksTri Aji100% (1)
- WSS ProductCatalogue2015 LowresDocument664 pagesWSS ProductCatalogue2015 LowresJuriandi Saputra100% (1)
- Nil FiskDocument12 pagesNil FiskharisNo ratings yet
- Thinner For Acrylic DvaDocument1 pageThinner For Acrylic DvangnfgnNo ratings yet
- Machinery and Equipment BrochureDocument10 pagesMachinery and Equipment BrochurebodegacentralkrakenaccesoriosNo ratings yet
- Ransburg Gear Pump PDFDocument4 pagesRansburg Gear Pump PDFSeng CyanNo ratings yet
- Amercoat-235-Data Sheet PDFDocument4 pagesAmercoat-235-Data Sheet PDFPubcrawlNo ratings yet
- Specification For Protective CoatingDocument49 pagesSpecification For Protective Coatingغازي عليNo ratings yet






































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FM Global Property Loss Prevention Data Sheets: Spray Application of Ignitable and Combustible MaterialsDocument31 pagesFM Global Property Loss Prevention Data Sheets: Spray Application of Ignitable and Combustible Materialshh100% (1)
- WAGNER Powder Coating Catalog PDFDocument280 pagesWAGNER Powder Coating Catalog PDFoarionIIINo ratings yet
- Astro New Product CatalogDocument36 pagesAstro New Product CatalogBillNo ratings yet
- Protectosil ANTIGRAFFITI PDFDocument3 pagesProtectosil ANTIGRAFFITI PDFFrancois-No ratings yet
- Operation: 695 / 795 / 1095 / 1595 / Mark IV / Mark V / Mark VII / Mark X Electric Airless SprayersDocument44 pagesOperation: 695 / 795 / 1095 / 1595 / Mark IV / Mark V / Mark VII / Mark X Electric Airless SprayersTricolor GameplayNo ratings yet
- Solvalitt Alu: Technical Data Sheet Application GuideDocument9 pagesSolvalitt Alu: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Penetrant Testing: NDT MethodDocument41 pagesPenetrant Testing: NDT Methodravindra_jivani100% (3)
- FIAC CATALOGO UK Ilovepdf Compressed Ilovepdf CompressedDocument21 pagesFIAC CATALOGO UK Ilovepdf Compressed Ilovepdf CompressedSergio MaldonadoNo ratings yet
- Spray Painting SOPDocument7 pagesSpray Painting SOPAndrewNo ratings yet
- Bar Coding Tubular ProductsDocument4 pagesBar Coding Tubular ProductsGusti PanjaitanNo ratings yet
- Folder Airless Auto Serie AlDocument2 pagesFolder Airless Auto Serie AlErika MaraNo ratings yet
- Gravity: Az4 HteDocument24 pagesGravity: Az4 Htepiston brokeNo ratings yet
- Mipa WBC-Controller 005 USA EnglishDocument2 pagesMipa WBC-Controller 005 USA EnglishjosmelNo ratings yet
- Hard Surface Application Guide: Updated May 2015 Auto Air Colors™, Wicked Colors™, Autoborne™ SealersDocument4 pagesHard Surface Application Guide: Updated May 2015 Auto Air Colors™, Wicked Colors™, Autoborne™ SealersChrisMNo ratings yet
- The Perfect Finish: Tekna Copper Gravity Feed Basecoat/Clearcoat Spray Gun, by DevilbissDocument2 pagesThe Perfect Finish: Tekna Copper Gravity Feed Basecoat/Clearcoat Spray Gun, by DevilbissjohnNo ratings yet
- Miscellaneous Equipments: (Electrical Installation)Document19 pagesMiscellaneous Equipments: (Electrical Installation)alvinNo ratings yet
- Continental SIL99-1 PDFDocument4 pagesContinental SIL99-1 PDFElmer VillegasNo ratings yet
- EC Tech DataDocument3 pagesEC Tech DataDinh Quoc HungNo ratings yet
- Com PaintDocument2 pagesCom PaintKomma RameshNo ratings yet
- AOSH Adverse Event Report and Investigation FormDocument62 pagesAOSH Adverse Event Report and Investigation FormIwan Frantino SimbolonNo ratings yet
- Vpci 368Document2 pagesVpci 368MANI DEEPNo ratings yet
- hsg261 Health and Safety in Motor Vehicle Repair and Associated Industries PDFDocument101 pageshsg261 Health and Safety in Motor Vehicle Repair and Associated Industries PDFpranksterboyNo ratings yet
- Method Satment For Outher Tank Painting WorksDocument7 pagesMethod Satment For Outher Tank Painting WorksTri Aji100% (1)
- WSS ProductCatalogue2015 LowresDocument664 pagesWSS ProductCatalogue2015 LowresJuriandi Saputra100% (1)
- Nil FiskDocument12 pagesNil FiskharisNo ratings yet
- Thinner For Acrylic DvaDocument1 pageThinner For Acrylic DvangnfgnNo ratings yet
- Machinery and Equipment BrochureDocument10 pagesMachinery and Equipment BrochurebodegacentralkrakenaccesoriosNo ratings yet
- Ransburg Gear Pump PDFDocument4 pagesRansburg Gear Pump PDFSeng CyanNo ratings yet
- Amercoat-235-Data Sheet PDFDocument4 pagesAmercoat-235-Data Sheet PDFPubcrawlNo ratings yet
- Specification For Protective CoatingDocument49 pagesSpecification For Protective Coatingغازي عليNo ratings yet