Download as pdf or txt
You might also like
- Coatings 13 00366Document4 pagesCoatings 13 00366Marc VeilleNo ratings yet
- Myung Heat TreatmentDocument9 pagesMyung Heat TreatmentBabcsánné Kiss JuditNo ratings yet
- Selvam 2018Document6 pagesSelvam 2018Yerco muñozNo ratings yet
- Experimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103Document9 pagesExperimental Study To Analyze The Effect of Silicon Carbide On The Mechanical Properties On AA3103IJRASETPublicationsNo ratings yet
- Effect of Sic Particle Size On The Physical and Mechanical Properties of Extruded Al Matrix NanocompositesDocument7 pagesEffect of Sic Particle Size On The Physical and Mechanical Properties of Extruded Al Matrix NanocompositesSatish MudalagiNo ratings yet
- Effect of Microstructure and Mechanical Properties On Wear Behavior of Plasma-Sprayed Cr2O3-YSZ-SiC CoatingsDocument13 pagesEffect of Microstructure and Mechanical Properties On Wear Behavior of Plasma-Sprayed Cr2O3-YSZ-SiC CoatingsArnaud MorosiNo ratings yet
- Prediction of Wear Behavior of Almg1Sicu Hybrid MMC Using Taguchi With Grey Rational AnalysisDocument8 pagesPrediction of Wear Behavior of Almg1Sicu Hybrid MMC Using Taguchi With Grey Rational Analysisvamsi krishna mamidiNo ratings yet
- TMP 6782Document8 pagesTMP 6782FrontiersNo ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- The Journal of AdhesionDocument15 pagesThe Journal of AdhesionALVIN RIZANI A SNo ratings yet
- TensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFDocument10 pagesTensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFeid elsayedNo ratings yet
- 1 s2.0 S0921509319306173 MainDocument9 pages1 s2.0 S0921509319306173 MainMR GOKCHENNo ratings yet
- Statistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEDocument8 pagesStatistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEZamzam DiamelNo ratings yet
- Hassanzadeh Aghdam2021Document9 pagesHassanzadeh Aghdam2021Alireza Alidoust.LNo ratings yet
- Fabrication and Mechanical Properties of Si N / (W, Ti) C/Co Graded Nano-Composite Ceramic Tool MaterialsDocument9 pagesFabrication and Mechanical Properties of Si N / (W, Ti) C/Co Graded Nano-Composite Ceramic Tool MaterialsThanh DinhNo ratings yet
- Synthesis, Properties and Applications of Cordierite Ceramics, Part 2Document4 pagesSynthesis, Properties and Applications of Cordierite Ceramics, Part 2musonlyNo ratings yet
- Effect of Processing Paramters On Metal Matrix Composites: Stir Casting ProcessDocument5 pagesEffect of Processing Paramters On Metal Matrix Composites: Stir Casting Processchethan kumarNo ratings yet
- ArtículoDocument10 pagesArtículoJosé Ma MuNo ratings yet
- Wei2018 - MOLD SLSDocument30 pagesWei2018 - MOLD SLSjanakNo ratings yet
- Effect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsDocument4 pagesEffect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsOliver RisteskiNo ratings yet
- Sol-Gel Temperature Dependent Ductile-To-brittle Transition of Aluminosilicate Fiber Reinforced Silica Matrix CompositeDocument11 pagesSol-Gel Temperature Dependent Ductile-To-brittle Transition of Aluminosilicate Fiber Reinforced Silica Matrix CompositeJUAN CAMILO HERNÁNDEZ CARDONANo ratings yet
- Characterization of Aluminium Alloy AA2219 Reinforced With Graphite by Stir Casting MethodDocument7 pagesCharacterization of Aluminium Alloy AA2219 Reinforced With Graphite by Stir Casting MethodYuvaraj RajuNo ratings yet
- Optimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDocument18 pagesOptimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDr. Mahesh GopalNo ratings yet
- 1 s2.0 S1877705814033657 MainDocument10 pages1 s2.0 S1877705814033657 MainDesalegn DgaNo ratings yet
- Nanocoatings: Randa Abdel-KarimDocument37 pagesNanocoatings: Randa Abdel-KarimEnrique FrancoNo ratings yet
- 1 s2.0 S0020740319333612 MainDocument20 pages1 s2.0 S0020740319333612 MaindokuNo ratings yet
- Y 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GDocument9 pagesY 67 JKs My 99 Yyq 7 VCZ 5 Bs LW GAdalberto Gomes de MirandaNo ratings yet
- Harizi 2021Document12 pagesHarizi 2021Yuzar StuffNo ratings yet
- Corrosion-Resistant Superhydrophobic Films On Galvanized Steel byDocument13 pagesCorrosion-Resistant Superhydrophobic Films On Galvanized Steel byMatheus Yuri Sasaki FranzoniNo ratings yet
- Review On Wear Behavior of Nickel-Silicon Carbide Electrodeposition CoatingDocument7 pagesReview On Wear Behavior of Nickel-Silicon Carbide Electrodeposition Coatingankarthik11No ratings yet
- 2018 ShiDocument28 pages2018 ShianietoNo ratings yet
- Rare MetalsDocument10 pagesRare MetalssrijroxNo ratings yet
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDocument57 pagesMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanNo ratings yet
- Simulation and Analysis of Steel Projectiles Impact With RB SIC-based Composite Ceramic PlatesDocument9 pagesSimulation and Analysis of Steel Projectiles Impact With RB SIC-based Composite Ceramic PlatesValdésNo ratings yet
- Jurnal FiberglassDocument10 pagesJurnal FiberglassChristian Jovie YudhanantaNo ratings yet
- 1 s2.0 S0272884223015304 MainDocument8 pages1 s2.0 S0272884223015304 MainBernarda QuirogaNo ratings yet
- Aa3105/Sic Composites Fabricated by Sandwich Method: Effect of OverlappingDocument12 pagesAa3105/Sic Composites Fabricated by Sandwich Method: Effect of Overlappingالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Supertough Wear-Resistant CoatingsDocument9 pagesSupertough Wear-Resistant CoatingssaatehNo ratings yet
- 1 s2.0 S1044580316303412 MainDocument15 pages1 s2.0 S1044580316303412 MainShariful IslamNo ratings yet
- Bouquerel 2015Document14 pagesBouquerel 2015Marco A. R. JimenesNo ratings yet
- In Uence of Interface Reactions On Fracture Mechanisms in TIG Arc-Welded Aluminium Matrix CompositesDocument10 pagesIn Uence of Interface Reactions On Fracture Mechanisms in TIG Arc-Welded Aluminium Matrix CompositesTapasNo ratings yet
- 1 s2.0 S221478531830590X MainDocument10 pages1 s2.0 S221478531830590X MainMechwizz ConsultantsNo ratings yet
- 10 1088@2053-1591@ab1c22Document18 pages10 1088@2053-1591@ab1c22zidan ojaNo ratings yet
- The Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessDocument11 pagesThe Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessAmber WilliamsNo ratings yet
- Studies On Al6061-Sic and Al7075-Al O Metal Matrix CompositesDocument13 pagesStudies On Al6061-Sic and Al7075-Al O Metal Matrix CompositesBalu BhsNo ratings yet
- 1 s2.0 S0257897223002657 MainDocument13 pages1 s2.0 S0257897223002657 MainRAMALA RAKESH KUMAR REDDYNo ratings yet
- Improving Performance of An Open Cell Aluminium FoDocument12 pagesImproving Performance of An Open Cell Aluminium FoSong YiNo ratings yet
- SiliconDocument2 pagesSiliconMICHEL RAJ MechNo ratings yet
- Ravindran Et Al-3Document10 pagesRavindran Et Al-3narayananx5No ratings yet
- Evaluation of Microstructure Nanoindentation and Corrosion Behavior On Inconel 625Document14 pagesEvaluation of Microstructure Nanoindentation and Corrosion Behavior On Inconel 625Natalia ZadorozneNo ratings yet
- Fan 2016Document25 pagesFan 2016Tejas krishnakanthNo ratings yet
- Tribological Behaviour of Al-6061 / Sic Metal Matrix Composite by Taguchi'S TechniquesDocument8 pagesTribological Behaviour of Al-6061 / Sic Metal Matrix Composite by Taguchi'S TechniquesKrishnan VelavanNo ratings yet
- Microwave On TZPDocument6 pagesMicrowave On TZPdjdrewcasperNo ratings yet
- Imp 1-S2.0-S1877705817317447-MainDocument8 pagesImp 1-S2.0-S1877705817317447-MaindrpNo ratings yet
- Two-Body Abrasive Wear Behavior of Nylon 6 and Glass Fiber Reinforced (GFR) Nylon 6 CompositeDocument8 pagesTwo-Body Abrasive Wear Behavior of Nylon 6 and Glass Fiber Reinforced (GFR) Nylon 6 CompositebalaNo ratings yet
- IJRPR17550Document5 pagesIJRPR17550Gajendran A MECH KIOTNo ratings yet
- Acta Mechanica JournalDocument10 pagesActa Mechanica JournalVikram C KNo ratings yet
- 7475 EdsDocument8 pages7475 EdsbyrareddyNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites VIIIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites VIIIDileep SinghNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Design and Study of Data and Power Wireless Transfer System For UAVDocument6 pagesDesign and Study of Data and Power Wireless Transfer System For UAVrajaram huptaNo ratings yet
- Iii MicropumpstypesDocument14 pagesIii Micropumpstypesrajaram huptaNo ratings yet
- Review Matrl and Mcing Teh2017 - Article - AdditiveDirect-writeMicrofabriDocument20 pagesReview Matrl and Mcing Teh2017 - Article - AdditiveDirect-writeMicrofabrirajaram huptaNo ratings yet
- Thermal Performance of Unfired Lightweight Clay Bricks - 2020 - Journal of BuildDocument12 pagesThermal Performance of Unfired Lightweight Clay Bricks - 2020 - Journal of Buildrajaram huptaNo ratings yet
- Puertas 2004Document6 pagesPuertas 2004rajaram huptaNo ratings yet
- Journal of Molecular Structure: Mohamed M. Elfaham, Ayman M. Mostafa, G.M. NasrDocument7 pagesJournal of Molecular Structure: Mohamed M. Elfaham, Ayman M. Mostafa, G.M. Nasrrajaram huptaNo ratings yet
- Construction and Building MaterialsDocument11 pagesConstruction and Building Materialsrajaram huptaNo ratings yet
- Construction and Building Materials: Fahad K. Alqahtani, Gurmel Ghataora, M. Iqbal Khan, Samir DirarDocument12 pagesConstruction and Building Materials: Fahad K. Alqahtani, Gurmel Ghataora, M. Iqbal Khan, Samir Dirarrajaram huptaNo ratings yet
- Case Studies in Construction Materials: Short CommunicationDocument8 pagesCase Studies in Construction Materials: Short Communicationrajaram huptaNo ratings yet
- Somashekhar2010 ANN GADocument10 pagesSomashekhar2010 ANN GArajaram huptaNo ratings yet
- Materials and Manufacturing ProcessesDocument11 pagesMaterials and Manufacturing Processesrajaram huptaNo ratings yet
- Adv Funct Materials - 2018 - Guo - Recent Progress in Applications of The Cold Sintering Process For Ceramic PolymerDocument15 pagesAdv Funct Materials - 2018 - Guo - Recent Progress in Applications of The Cold Sintering Process For Ceramic Polymerrajaram huptaNo ratings yet
- Advanced Optical Materials - 2019 - Ako - Dielectrics For Terahertz Metasurfaces Material Selection and FabricationDocument16 pagesAdvanced Optical Materials - 2019 - Ako - Dielectrics For Terahertz Metasurfaces Material Selection and Fabricationrajaram huptaNo ratings yet
- BaCO3WITH TiO2AND BaOWITHTiO2 RECN DETAIL AND XRD TEM ETCDocument130 pagesBaCO3WITH TiO2AND BaOWITHTiO2 RECN DETAIL AND XRD TEM ETCrajaram huptaNo ratings yet
- Effects of Additives On The Phase Formation and Microstructural Evolution of Ba Ti O Microwave CeramicDocument5 pagesEffects of Additives On The Phase Formation and Microstructural Evolution of Ba Ti O Microwave Ceramicrajaram huptaNo ratings yet
- A Concept of Flexible Non-Metallic Dielectric Resonator Antenna For Conformal ApplicationsDocument4 pagesA Concept of Flexible Non-Metallic Dielectric Resonator Antenna For Conformal Applicationsrajaram huptaNo ratings yet
- Formation Mechanism and Sintering Behavior of Ba Ti O: Tsang-Tse Fang, Jyh-Tzong Shiue, Sz-Chain LiouDocument7 pagesFormation Mechanism and Sintering Behavior of Ba Ti O: Tsang-Tse Fang, Jyh-Tzong Shiue, Sz-Chain Liourajaram huptaNo ratings yet
- A Review On Ceramic and Polymer Materials For Radome ApplicationsDocument4 pagesA Review On Ceramic and Polymer Materials For Radome Applicationsrajaram huptaNo ratings yet
- Complex PotentialDocument2 pagesComplex PotentialAshvin Grace100% (1)
- Chapter Four - Slope Stability AnalysisDocument23 pagesChapter Four - Slope Stability AnalysisEebbisaa AddaamuuNo ratings yet
- Stone ColumnDocument54 pagesStone ColumnFachreza AkbarNo ratings yet
- Efficient Constitutive Model For Continuous Micro Modeling of Masonry Structures PDFDocument14 pagesEfficient Constitutive Model For Continuous Micro Modeling of Masonry Structures PDFGonzalo CardenasNo ratings yet
- CBSE Class 9 Science Worksheet - Work and Energy - 1Document3 pagesCBSE Class 9 Science Worksheet - Work and Energy - 1Ancient InfernoNo ratings yet
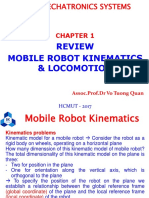
- Chapter 1 - Review Mobile Robot KinematicsDocument22 pagesChapter 1 - Review Mobile Robot KinematicsDUY Nguyễn NhậtNo ratings yet
- M.E. Structural Engineering R15 SyllabusDocument68 pagesM.E. Structural Engineering R15 Syllabuskrpsatheesh0% (1)
- Example 11.2. Calculate The Ratio of Cooling Water To Vapor For A Direct ContactDocument6 pagesExample 11.2. Calculate The Ratio of Cooling Water To Vapor For A Direct ContactfannisaputriNo ratings yet
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- Znaidi 10 ZnO ReviewDocument14 pagesZnaidi 10 ZnO ReviewTozammel Hossain TusharNo ratings yet
- CIS 251 - Soil MechanicsDocument5 pagesCIS 251 - Soil MechanicsMohamed KadryNo ratings yet
- Dokumen - Pub - Multiscale Solid Mechanics Strength Durability and Dynamics 1st Ed 9783030549275 9783030549282Document509 pagesDokumen - Pub - Multiscale Solid Mechanics Strength Durability and Dynamics 1st Ed 9783030549275 9783030549282nestorNo ratings yet
- CETRA 2018 Rail Structure Interaction of Bridge Across Balram RiverDocument9 pagesCETRA 2018 Rail Structure Interaction of Bridge Across Balram RiverAnuj AsatiNo ratings yet
- Seismic Behaviour of Irregular Structures: Structural Engineering InternationalDocument21 pagesSeismic Behaviour of Irregular Structures: Structural Engineering InternationalmohamedNo ratings yet
- High Strength Steels For Hydropowerplants - Conférence Graz Sept2013Document11 pagesHigh Strength Steels For Hydropowerplants - Conférence Graz Sept2013Jonathan ColeNo ratings yet
- Project Report On Multi Storied Building Design and AnalysisDocument122 pagesProject Report On Multi Storied Building Design and AnalysisSri RamyaNo ratings yet
- Cha 2014Document10 pagesCha 2014nhan nguyenNo ratings yet
- M 11 L 29Document18 pagesM 11 L 29Mandar NadgaundiNo ratings yet
- Water Hammer Possible Cause and RemedyDocument3 pagesWater Hammer Possible Cause and RemedyKarthikeyanNo ratings yet
- Analysis and Design of Multi-Storied Building of Different Configurations Using EtabsDocument11 pagesAnalysis and Design of Multi-Storied Building of Different Configurations Using EtabsmukundNo ratings yet
- ET101e Simple Compression Refrigeration (Heat Pump)Document29 pagesET101e Simple Compression Refrigeration (Heat Pump)Rizwan ShadNo ratings yet
- Testing of The Ultra-Micro Gas Turbine Devices (1 - 10 KW) For Portable Power Generation at University of Roma 1: First Tests ResultsDocument10 pagesTesting of The Ultra-Micro Gas Turbine Devices (1 - 10 KW) For Portable Power Generation at University of Roma 1: First Tests ResultsSsheshan PugazhendhiNo ratings yet
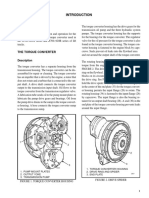
- Powershift Transmission and Torque Converter Hyster H700-800a Series Repair ManualDocument32 pagesPowershift Transmission and Torque Converter Hyster H700-800a Series Repair ManualArmando OrtaNo ratings yet
- Orbital Motion in The Schwarzschild SpacetimeDocument5 pagesOrbital Motion in The Schwarzschild SpacetimeJonathan VegaNo ratings yet
- Air-Distribution SystemsDocument18 pagesAir-Distribution SystemsHarjo Wiyono100% (1)
- Basalt Rock Rebar 01 - Materials - Rebar: Why Not Use Regular Steel Rebar?Document7 pagesBasalt Rock Rebar 01 - Materials - Rebar: Why Not Use Regular Steel Rebar?Sahil GandhiNo ratings yet
- Lab Report Unconfined Compression TestDocument9 pagesLab Report Unconfined Compression TestdiyaNo ratings yet
- Final Questions of B. ArchDocument2 pagesFinal Questions of B. ArchKarun BamanuNo ratings yet
- Dangers of Laser Levels in ConstructionDocument2 pagesDangers of Laser Levels in ConstructionAttila TófalviNo ratings yet
- Understanding The Process Conditions in A Parallel Flow Regenerative Kiln PDFDocument4 pagesUnderstanding The Process Conditions in A Parallel Flow Regenerative Kiln PDFemailidabhiNo ratings yet