Download as pdf
Format No: QD ~ 1.1,
Mi Ad ONSHORE CONSTRUCTION LLC
‘ABU DHABI Shoot No: 1 of 2
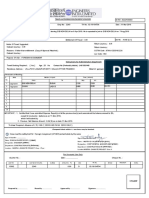
QW- 482 FOR WELDING PROCEDURE SPECIFICATIONS (WPS)
(Bee Ai.204 1, Section IX, ASME Boller and Proccuro Vocoo! Codo)
Company Name: ONSHORE CONSTRUCTION LLC 7 ‘By: K.BANGAR RAJU
WO Ne QHOUORE PIpINeMawen.et aw: 2 Laiw ‘Howo10n No: U1
‘Supporting POR No: ONSHORE/PIPING/DSIPOR-91 Date: 15-11-19 Revision No: 00
Welding Processes: GTAW ‘Type: Manual
(Automatic, Manual, Machine, of Semi-Auto)
JOINTS (GW-A07 JOINT SKETCH
Design: Refer Sketch (Attachment
Backing: No
Backing Material (Type): NA
(Refer to both backing and retainers)
STA BO
Hi Metal Non fusing Metal
© Nonmetaite Us Uther
1.6mm £05 mm
x6.35mm the
‘Sketches, Production Drawings, Weld Symbols or Written Description should show the general arrangement ofthe parts to be
welded. When applicable, the root spacing and the details of weld groove may be specified.
(At the option of the Mig, sketches may be attached to illustrate joint design, weld layers and bead sequence, e.g, for notch toughness
procedures, for multiple process procedures etc.)
* BASE METALS (QW-403)
P.No: 08 Group No: 01 To P.No: 45 Group No: NA
‘Specification Type and Grade» ASTM A312. TP304 OR EQUIVALENT
To
‘Specification Type and Grade ‘8407 UNS NO8811 OR EQUIVALENT
Chem, Analysis and Mech. Prop.
TO
(Chem, Analysis and Mech, Prop.
Thickness Range:
Base Meta:
Pipe Dia Range:
Other: NA
“FILLER METALS (QW-404) GTAW (Root) ‘SMAW (Others)
‘AWS No (Class) ERNICES, NA,
‘Spec No (SFA) 5.14 NA,
F. No. 43 NA
‘A. No. =
(‘Size of Filer Metal 16/24mm NA.
Deposited Weld Metal
“Thickness Range
‘Groove 2.7mm (Max) NA
Fillet All NA
Electrode-Flux (Class) > NA,
Flux Trade Name = NA,
‘Consumable Insert NA NA,
‘Other: ‘Approved Manufacturer: SAB, D&H Secheron ADOR & Bohler Welding
iz
NA
B
io
ig
&
1.50 12.70 mm Fillet All
All Fillet: All
:
7 ‘ONSHORE CONSTRUCTION LLC rome
Ny or ‘ABU DHABI se
i WELDING PROCEDURE SPECIFICATION (WPS) ‘Sheet No: 2 of 2
WPS NO: ONSHORE/PIPING/DS/WPS-91 Rev No: 4
- Date: 24711-2019
POSITION (QW-06 POSTWELD HEAT TREATMENT (QW.407)
Posiion ofGroove: 86 (ALL) Rate ofHeaing —: NA
Welding Progression: Uphill Soaking Temp MA
Position of Fillet: All ‘Soaking Time NA
Cooling Rate NA
| PREHEAT (ow-408) GAS (QW-408) ~
reheat Temp Min: | NA Gas | BCompMinture | Flow Rate
Tnferpass Temp Max: | 150°C Shieling “Argon 90057% | Bto 2LPM
Preheat Maintenance: | No Traling WA NA NA
(Conn o sped heatng where applicable shouldbe resoeea) | Backing ‘igor 3.987% | TO TaLPM
ELECTRICAL CHARACTERISTICS (QW-409
GunentACorDC: DC Potary GTAW- Straight
‘Amps (Range 60.955 Amp Volts (Range) 9.10 125 Vols
(Amps and volts range should be recorded for each electrode size, Position and Thickness etc. This information may be listed in a
‘Tabular form similar to that shown below)
‘Tungsten Electrode Size and Type: 2.4 mm dia, 2% Thoriated
(Pure Tungsten, 2% Thoriated)
Mode of Metal Transfer for GMAW: NA
(Spray are, shot circuiting arc etc.)
Electrode Wire Feed Speed Range: NA
TECHNIQUE (QW-470 - ~
‘String or Weave Bead Both (Weaving not to exceed 25 times core dia. of filer
Orifice or Gas Cup Size 6 to 10mm
Init 188 Cleaning Brushing & Grinding
Method of Back Gauging NA
Oscilation| NA
Contact Tube to Work Distance NA
Multiple or Single Pass (er side) Multiple
‘Multiple or Single Electrodes Single
‘Travel Speed (Range) Refer Below Table
Peening NA
Other NA
Filer Metal Current vot | TVTSPET | Heat input
Woldterem | Preeee | cae | OS | Ene Ane, | ranoorn | ae, aime, | Remarks
Rootpass | GTAW | ERNICr-3 | 16/20 | DCEN | 60-62 | 9-10 | 301-328 | 1.09t01.19
Hotpass | GTAW | ERNICr-3 | 1.6/2.0 | DCEN | 70-80 | 9-11 38-55.8 | 0.8t0 1.15
Filler passes | GTAW | ERNICr-3 | 1.6/2.0 | DCEN | 75-95 | 10-12 | 43.01-636 | 1.3to1.14
Filler passes | GTAW | ERNiCr-3 | 1.6/2.0 | DCEN | 75-95 | 11-125 | 309-647 | 1.1t015
Remaining | GTAW | ERNiCr-3 | 1.6/20 | DCEN | 91-96 | 11-125 | 43,7-57.05 | 1.18 t01.5
Pass
ee ni oni
a
tule
(QW-185 SUGGESTED FORMAT FOR PROCEDURE Tfomana-ansvs
(oy AA ‘QUALIFICATION RECORD (PQR)
i" Ss (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) |e... opp
Record Actual Conditions Used to Weld Test Coupon
usione consraucron uc
im ONSHORE PNG /OSPOR-SL Ta Date IE
SN NSHORE/PPING/OS WPS tecoT Bat: wee
[cain roses era “Type -Maaual
tomate, Manual or SenT AST
rors rawa02y
mM Re
Pe 1496.5
Groove Design of rest Coupon
(For combination the deposited weld metal thieknes sal ie recorded foreach ler metal or proces used)
POST WELD HEAT TREATMENT (QW-A07)
base metaLs(aW-403) Heating Rate NA
ateratspec. ASTM 8407 UNS Host ASTI A212 T 204 Holding Temperature Na
pe orGrade oiing Tine NA
pe. oer cooing ate NA
rou no
meknes fet coupon
ameter tres coupon
enn ROS FR
foter Jans (aw-a08)
Percent Compasiion
[ALLER erATs (awa) ca (cases) (inure) (ow nate
Joes not sta sriting AHL 359970 12M
fs tas) TENET —Hrating Nik
tere No z sean ARSON aoe DEaw
Jb tres ett i ELECTRICAL CHARACTERISTICS (QW-a09)
vets etl escness 335
etch ae no. SES7ETSSS eure as
irae Mamet No x
otras hots Tansy
osmon aw-405) Pty ce
pston of Grove 6 unten lero se ati
loner
oter Trecwwae(aw-a20)
[evel speed 2o02toszoswman
seo Weave ead sort
PREHEAT TaW=20 fosrtston i
reset tena rg ts snes eric) rss —
Imerys Tem, Ta Siw or utp tote Ste
omer omer
jedlayes | _ Process ie ea Scent oa Teese Testing im
els aye 08 pa ipewray | mrprange] Fre | mango imm/mny |_Metinet in
Fao caw |aewers [a6 [ban 3 30-328 To
[ects ‘craw | “ears [16 [ba Si a5 as-is
pes ‘sta “ewer | “46 [been E50 wo Boss 1-48
oss craw | ener “16 [been ars | —misia3 | ssa acts
[nas raw —erwers [18 been 135 ans S705 Tisza
Poe ‘craw | ~enwers | “6 | ban 3155 10 7525 ais
Checked by
Prepared by Porn SAPEM or
TIS
sien
ame
(OM
(QW-483 SUGGESTED FORMAT FOR PROCEDURE,
QUALIFICATION RECORD (POR)
(See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)
Record Actual Conditions Used to Weld Test Coupon
omer
Tes TEs (QW80)
— oI em mare a9 | SRO Tor mmr cr
Tame T
ot cae mao mao cut | eae
or 335 7a23 7057 paint
08 = = Tp304Base Metal
oo seo Test (w-160)
THEATERS ST THERE ST
je TOUGHNESS TEST (QW-470)
me meron [eam 8] ae a
= : a
WA wt
TTT,
fram RETR r i
lene
joss tects:
bcm arm
ener ee
Cremona Sicamanae
ween Mae : rTAHASAIYA REDON HOS
[rest conbucreo ey MIOWAL ENGINEERING, 5B Eleganza mallikota Leki
CCERTMIOATE NO.MWI9111 beaet2019
hacer mar me stare WTS COR Ane CORE ND TS WEIS WER PREPARED
abe ad ESTED W ACONDANE WT ne RONEN CX cH HO ASME CE
are means MANUFACTURED: ONSHORE CONSTRUCTON LC ABLONL
Prepared by onsnone ] Checked by sareM rt
ORE Mirabils Carmetol) |
Syst
oxen sion 7 "Bere cn
ame ame : vain Kou Asse
pare lowe TAAL lowe
;
MDwatl
ENGINEERING
Midwal Engineering Services Limited
5B Eleganza Mall, Ikota, Lekki 101245, Lagos
08104000061-4 info@midwaleng.com
ACCREDITED”
Testing
Laboratery
Test Certificate Cover Page
Client: Onshore Construction FZE, Abu Dhabi
Lekki Free Trade zone,
Lagos State, Nigeria
Project: Dangote Refinery Project
Attention:
Test(s) Conducted — Tensile, Bend and
Macrograph Tests.
Report No: MW191111_ Issue: 1
Client Order No:
Midwal Requisition No: OCL-158-1119
TestDate: 22 November 2019
Report Date: 22 November 2019
*Coupon Description Information*
TEST CONDUCTED Procedure Qualification Test
PQR NUMBER _ONSHORE/PIPING/DISIPOR: 91
WELDER STAMP e THULASAYYA REDDY-\ wos |
DESCRIPTION Welded Pipe |
Material A lees B -
: Grade | ASTM B407 (UNS NO8611) |
Dimension | __1.25"Diax6.35mm thick _|
| Heat Number |
Origin | 7 |
| cuienT SPECIFICATION
"APPLICABLE CODE
WPS NUMBER
ASME IX, ASME B31.3
__ ONSHORE? PIPING/DISWPS- 91 (MANUAL)
| WELDING PROCESS. GTAW |
ILLER WIRE /ELECTRODE a __ERNICRS _
[WELDING POSITION occas - |
JOINT TYPE - ie _ Single V-Butt _ |
Midwal Engineering
Test Certificate No: MW191111
Page 1 of 4
MiDWwaL
ENGINEERING
Midwal Engineering Services Limited
5B Eleganza Mall, kota, Lekki 101245, Lagos
info@midwaleng.com
08104000061-4
ACCREDITED”
Testing
Laboratory
Test Certificate
Onshore Construction FZE, Abu Dhabi
| Tensile Test - ASME IX
Cert No: MW191111 Issue: 1
Acceptance Criteria: Tensile Stress = 450N/mm* Minimum
I Dimensions | Area Toure [outs 7 Gt TT Cosnmont
il Imm] [mm] | [kN] | [Nimm’} | fmm | comments
001: Transverse 6.33x13.27 | 84.00 | 52.49 | 624.84 | NA | NIA | Passed
002: Transverse 5.99 x 13.06 78.23 49.57 633.63 NIA NIA Passed
001: Failure in A312 TP304 Side
002: Failure in A312 TP304 Side
[Bend Test- ASME IX | Acceptance Criteria: QW-163 :
= ier — Di
Item Position | Dimension | Bend Angle | Former Dia =
- [mm] rl _ {mm :
003: Side Bend 45° 6 180 24 Passed
004; Side Bend 135° 6 180 24 Passed
| 005: Side Bend 225° 6 180 2 |
006: Side Bend 318° 6 180 24 Passed
“Comments: 006 — Open Discontinuity
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- EIL Procedure For Technical Audit - 5-1940-8020 Rev. 5Document26 pagesEIL Procedure For Technical Audit - 5-1940-8020 Rev. 5EILA545 QAQCNo ratings yet
- Sor 8108Document39 pagesSor 8108EILA545 QAQCNo ratings yet
- Piping Spec. For A23LDocument11 pagesPiping Spec. For A23LEILA545 QAQCNo ratings yet
- ALKYLATION LINE SCHEDULE - A545-142-02-LSC-001 - Rev-9Document68 pagesALKYLATION LINE SCHEDULE - A545-142-02-LSC-001 - Rev-9EILA545 QAQCNo ratings yet
- 0.5 La 614 1129 A23kDocument1 page0.5 La 614 1129 A23kEILA545 QAQCNo ratings yet
- Dokumen - Tips Nace-Tm0177Document36 pagesDokumen - Tips Nace-Tm0177EILA545 QAQCNo ratings yet
- Deviation Permit Feb 25, 2022Document2 pagesDeviation Permit Feb 25, 2022EILA545 QAQCNo ratings yet
- Astm A 403 Gr. WP304L-S Astm A 403 Gr. WP304L-WX Astm A 182 GR.F304LDocument2 pagesAstm A 403 Gr. WP304L-S Astm A 403 Gr. WP304L-WX Astm A 182 GR.F304LEILA545 QAQCNo ratings yet
- Haji Ali Time Sheet Oct-2021Document4 pagesHaji Ali Time Sheet Oct-2021EILA545 QAQCNo ratings yet
- Part List & Materials of ConstructionDocument2 pagesPart List & Materials of ConstructionEILA545 QAQCNo ratings yet
- GQ NiaziDocument2 pagesGQ NiaziEILA545 QAQCNo ratings yet
- Tank 100% PWHT ProcedureDocument32 pagesTank 100% PWHT ProcedureEILA545 QAQC100% (1)
- Procedure For Ferrite TestDocument5 pagesProcedure For Ferrite TestEILA545 QAQCNo ratings yet
- One-Line Diagram - OLV1 (Load Flow Analysis) : Scheme-1Document1 pageOne-Line Diagram - OLV1 (Load Flow Analysis) : Scheme-1EILA545 QAQCNo ratings yet
- Sinoma Minutes of MeetingDocument1 pageSinoma Minutes of MeetingEILA545 QAQCNo ratings yet
- FWD: Design Clarification For SS Piping Support-RegDocument2 pagesFWD: Design Clarification For SS Piping Support-RegEILA545 QAQCNo ratings yet
- 101&111-CT-PR-7641 &7642-5125 &5126 (Vol 01 of 61)Document250 pages101&111-CT-PR-7641 &7642-5125 &5126 (Vol 01 of 61)EILA545 QAQCNo ratings yet
- GA of Fabric Expansion BellowDocument17 pagesGA of Fabric Expansion BellowEILA545 QAQCNo ratings yet
- Project Approvals: A545-00-161-RFM-HTR-LS-0598/R1Document7 pagesProject Approvals: A545-00-161-RFM-HTR-LS-0598/R1EILA545 QAQCNo ratings yet
- Weld Joint Fouling With Support Pad - Branch ConnectionDocument2 pagesWeld Joint Fouling With Support Pad - Branch ConnectionEILA545 QAQCNo ratings yet
- Site Welders Register As On 08.08.20Document12 pagesSite Welders Register As On 08.08.20EILA545 QAQCNo ratings yet
- Document No: A545-Page 1 of 2Document2 pagesDocument No: A545-Page 1 of 2EILA545 QAQCNo ratings yet
- Document No: A545-Page 1 of 9Document9 pagesDocument No: A545-Page 1 of 9EILA545 QAQCNo ratings yet
- Tank Calibration Procedure by EORDR MethodDocument9 pagesTank Calibration Procedure by EORDR MethodEILA545 QAQCNo ratings yet
- Document No: A545-Page 1 of 4Document4 pagesDocument No: A545-Page 1 of 4EILA545 QAQCNo ratings yet
- Document Number: P1066-Ctd-Qac-Itp-003 Document Title: Inspection & Test Plan For Fabrication, Erection & Testing of Piping WorkDocument16 pagesDocument Number: P1066-Ctd-Qac-Itp-003 Document Title: Inspection & Test Plan For Fabrication, Erection & Testing of Piping WorkEILA545 QAQCNo ratings yet
- Tankguard Storage (EIL) - PQTDocument4 pagesTankguard Storage (EIL) - PQTEILA545 QAQCNo ratings yet
- P1066-CTD-QAC-ITP-004-Rev-A-Inspection & Test Plan For Surface Preparation, Painting & Coating Works-Approved Code-BDocument16 pagesP1066-CTD-QAC-ITP-004-Rev-A-Inspection & Test Plan For Surface Preparation, Painting & Coating Works-Approved Code-BEILA545 QAQCNo ratings yet
- RT AccepDocument1 pageRT AccepEILA545 QAQCNo ratings yet
- P1066-CTD-QAC-ITP-001-Rev-C-ITP For Fabrication, Erection & Testing of Tank WorkDocument9 pagesP1066-CTD-QAC-ITP-001-Rev-C-ITP For Fabrication, Erection & Testing of Tank WorkEILA545 QAQCNo ratings yet