Download as pdf or txt
You might also like
- AMS5726FDocument6 pagesAMS5726FThrideep [Venus]No ratings yet
- AMS5397FDocument10 pagesAMS5397Fremaja1249No ratings yet
- Aerospace Material Specification: Polytetrafluoroethylene Film General Purpose GradeDocument8 pagesAerospace Material Specification: Polytetrafluoroethylene Film General Purpose GradeMax SalogniNo ratings yet
- Sae Ams5545e 2006 PDFDocument8 pagesSae Ams5545e 2006 PDFwangxiaomin1977No ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Basic Information TJ100 - AJ Revision 5Document12 pagesBasic Information TJ100 - AJ Revision 5Mohammad Lavasani100% (1)
- Wipro Oracle Solutions HandbookDocument40 pagesWipro Oracle Solutions Handbookjennyosh88No ratings yet
- Aerospace Material Specification: AMS5875™ Rev. DDocument7 pagesAerospace Material Specification: AMS5875™ Rev. DMohammad LavasaniNo ratings yet
- Sma 6512H 2017Document9 pagesSma 6512H 2017jieNo ratings yet
- Aerospace Material Specification: AMS5876™ Rev. EDocument7 pagesAerospace Material Specification: AMS5876™ Rev. EMohammad LavasaniNo ratings yet
- SAE AMS4011E Aluminum, Foil and Light Gage Sheet 99.45al (1145-0) AnnealedDocument11 pagesSAE AMS4011E Aluminum, Foil and Light Gage Sheet 99.45al (1145-0) AnnealeddaNo ratings yet
- Sae Ams6303hDocument7 pagesSae Ams6303hfarhad pashaei mehrNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Aerospace Material Specification: AMS4311™ Rev. FDocument7 pagesAerospace Material Specification: AMS4311™ Rev. FMohammad LavasaniNo ratings yet
- Sae Ams 5520G-2015Document7 pagesSae Ams 5520G-2015Mehdi MokhtariNo ratings yet
- Ams 4083MDocument7 pagesAms 4083MivanNo ratings yet
- Ams 5510 RDocument6 pagesAms 5510 RikkuhNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material Specificationvsraju2No ratings yet
- AMS4016MDocument5 pagesAMS4016M黄当甲No ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Ams2816w (Ingles) PDFDocument3 pagesAms2816w (Ingles) PDFjazz rey100% (1)
- Ams 2223HDocument4 pagesAms 2223HhvnterNo ratings yet
- Aerospace Material Specification: (R) Tolerances Low-Alloy Steel Sheet, Strip, and PlateDocument9 pagesAerospace Material Specification: (R) Tolerances Low-Alloy Steel Sheet, Strip, and PlatejuanNo ratings yet
- Ams 4965 HDocument11 pagesAms 4965 HOTK Micro-FixNo ratings yet
- Astm A193 - A193m-23Document14 pagesAstm A193 - A193m-23ashrafNo ratings yet
- 5 - Mechanism of Damping Capacity of High-Chromium Steels and Alpha Fe and Its Dependence On Some Ecternal FactorsDocument14 pages5 - Mechanism of Damping Capacity of High-Chromium Steels and Alpha Fe and Its Dependence On Some Ecternal FactorsNikhil T GNo ratings yet
- Ams 5664Document3 pagesAms 5664Mick JarrNo ratings yet
- SAE AMS 5548p-2012Document6 pagesSAE AMS 5548p-2012Mehdi MokhtariNo ratings yet
- AMS4930LDocument8 pagesAMS4930Lremaja1249No ratings yet
- Ams 5812-0001-DDocument12 pagesAms 5812-0001-DAditya RameshNo ratings yet
- Aerospace Material SpecificationDocument11 pagesAerospace Material Specificationfelipe juremaNo ratings yet
- Aerospace Material Specification: Polytetrafluoroethylene (PTFE) Moldings Premium Grade, As SinteredDocument8 pagesAerospace Material Specification: Polytetrafluoroethylene (PTFE) Moldings Premium Grade, As SinteredMax SalogniNo ratings yet
- AMS2745ADocument6 pagesAMS2745AmarcinNo ratings yet
- Features and Benefits: Technical Data SheetDocument6 pagesFeatures and Benefits: Technical Data SheetTaufiq SatrioNo ratings yet
- 17-7 Material PDFDocument5 pages17-7 Material PDFJothi ManiNo ratings yet
- Sae Ams3690d-2016Document7 pagesSae Ams3690d-2016Luis PaletoNo ratings yet
- Nickel AlloysDocument2 pagesNickel AlloysmeNo ratings yet
- Ams 6322Document1 pageAms 6322陳相如No ratings yet
- Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingDocument8 pagesElectric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingThị Hồng Vỹ LêNo ratings yet
- FSP PaperDocument15 pagesFSP PaperrajkumarNo ratings yet
- Astm 194 - 2023Document13 pagesAstm 194 - 2023ahmed sobhyNo ratings yet
- Sae Ams5837f 1999Document7 pagesSae Ams5837f 1999이연지No ratings yet
- Sae Ams 5512L-2012Document5 pagesSae Ams 5512L-2012Mehdi MokhtariNo ratings yet
- Steel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedDocument3 pagesSteel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedDarwin Darmawan100% (1)
- Sae Arp823e-2007Document4 pagesSae Arp823e-2007aleeimeran100% (1)
- Conducting and Evaluating Galvanic Corrosion Tests in ElectrolytesDocument5 pagesConducting and Evaluating Galvanic Corrosion Tests in Electrolytesmohammed karasneh100% (1)
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocument4 pagesHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNo ratings yet
- Titan Nasa PDFDocument236 pagesTitan Nasa PDFMilan JavornikNo ratings yet
- AMS4027Document7 pagesAMS4027cavoixanh89No ratings yet
- Aerospace Material Specification: Polytetrafluoroethylene (PTFE) Moldings General Purpose Grade, As SinteredDocument8 pagesAerospace Material Specification: Polytetrafluoroethylene (PTFE) Moldings General Purpose Grade, As SinteredMax Salogni50% (2)
- SB 308Document8 pagesSB 308AnilNo ratings yet
- QQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardDocument7 pagesQQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardSüleymanNo ratings yet
- Nadcap HT ScopeDocument12 pagesNadcap HT ScopeMani Rathinam RajamaniNo ratings yet
- Sae Ams 5556H-2008Document8 pagesSae Ams 5556H-2008Mehdi MokhtariNo ratings yet
- Astm A1008 2020Document11 pagesAstm A1008 2020reza acbariNo ratings yet
- Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service EnvironmentsDocument19 pagesMechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service EnvironmentsLeo Costa100% (1)
- Astm e 1417pdfDocument12 pagesAstm e 1417pdfShabbir aliNo ratings yet
- Ams 4640Document5 pagesAms 4640Himanshu MishraNo ratings yet
- Iron-Nickel-Cobalt Sealing Alloy: Standard Specification ForDocument7 pagesIron-Nickel-Cobalt Sealing Alloy: Standard Specification ForJurun_BidanshiNo ratings yet
- Astm A102Document2 pagesAstm A102kashif ehsanNo ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationdaNo ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- En 1011 5 03Document14 pagesEn 1011 5 03islamakthamNo ratings yet
- prEN ISO 15614-5 2002 (E)Document27 pagesprEN ISO 15614-5 2002 (E)Mohammad LavasaniNo ratings yet
- Aerospace Material Specification: AMS5876™ Rev. EDocument7 pagesAerospace Material Specification: AMS5876™ Rev. EMohammad LavasaniNo ratings yet
- prEN ISO 15609-1 2001 (E)Document29 pagesprEN ISO 15609-1 2001 (E)Mohammad LavasaniNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- AS115KDocument7 pagesAS115KMohammad LavasaniNo ratings yet
- Aerospace Material Specification: Issued 1980-07 Revised 2007-02 Reaffirmed 2018-10 Superseding AMS5874BDocument6 pagesAerospace Material Specification: Issued 1980-07 Revised 2007-02 Reaffirmed 2018-10 Superseding AMS5874BMohammad LavasaniNo ratings yet
- Aerospace Material Specification: Issued 1989-07 Revised 2002-01 Reaffirmed 2018-10 Superseding AMS5877ADocument8 pagesAerospace Material Specification: Issued 1989-07 Revised 2002-01 Reaffirmed 2018-10 Superseding AMS5877AMohammad LavasaniNo ratings yet
- Aerospace Material Specification: AMS5875™ Rev. DDocument7 pagesAerospace Material Specification: AMS5875™ Rev. DMohammad LavasaniNo ratings yet
- Aerospace Material Specification: AMS4311™ Rev. FDocument7 pagesAerospace Material Specification: AMS4311™ Rev. FMohammad LavasaniNo ratings yet
- Aerospace Material SpecificationDocument8 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationMohammad LavasaniNo ratings yet
- ISO 15609-5 - Specification and Qualification of Welding Procedures For Metallic Materials - Welding Procedure Specification - Part 5 Resistance WeldingDocument18 pagesISO 15609-5 - Specification and Qualification of Welding Procedures For Metallic Materials - Welding Procedure Specification - Part 5 Resistance WeldingMohammad Lavasani100% (1)
- Small But Mighty PowerfulDocument4 pagesSmall But Mighty PowerfulMohammad LavasaniNo ratings yet
- 27 34Document8 pages27 34Mohammad LavasaniNo ratings yet
- Din 630 En-1993 PDFDocument4 pagesDin 630 En-1993 PDFMohammad LavasaniNo ratings yet
- 00580Document5 pages00580Mohammad LavasaniNo ratings yet
- Material and Equipment Standard: IPS-M-AR-130Document26 pagesMaterial and Equipment Standard: IPS-M-AR-130Mohammad LavasaniNo ratings yet
- Eyenuts 00582Document5 pagesEyenuts 00582Mohammad Lavasani100% (2)
- Din 630 En-1993Document4 pagesDin 630 En-1993Mohammad LavasaniNo ratings yet
- July 18.2011 - Lawmaker Seeks Protection of PedestriansDocument1 pageJuly 18.2011 - Lawmaker Seeks Protection of Pedestrianspribhor2No ratings yet
- Guidelines For Project-Work - B.E. II-sem. Final Year StudentsDocument5 pagesGuidelines For Project-Work - B.E. II-sem. Final Year StudentsTarani TempalleNo ratings yet
- Transformer DetailsDocument3 pagesTransformer DetailsbinodeNo ratings yet
- Gasket Constants For The LaymanDocument4 pagesGasket Constants For The LaymanBruno AguilarNo ratings yet
- I 0 PrinciplesAutomationTechnology PDFDocument5 pagesI 0 PrinciplesAutomationTechnology PDFZoran LalkovicNo ratings yet
- AssignmentDocument6 pagesAssignmentFiqri Ash RuleNo ratings yet
- Bahay KuboDocument13 pagesBahay KuboArianne Joy Quiba DullasNo ratings yet
- LinuxCBT Squid NotesDocument3 pagesLinuxCBT Squid NotesrajasekarkalaNo ratings yet
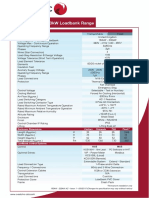
- Datasheet: 150 - 200kW Loadbank Range: DescriptionDocument2 pagesDatasheet: 150 - 200kW Loadbank Range: DescriptionTan Phuong LuongNo ratings yet
- CBLM For Eim TMDocument57 pagesCBLM For Eim TMrommel montilla100% (2)
- TCAD Workshop Volume IDocument69 pagesTCAD Workshop Volume IVipan SharmaNo ratings yet
- Python L1 Assignments Topgear Hima 284446Document10 pagesPython L1 Assignments Topgear Hima 284446subhani shaik100% (1)
- Motorola Radius CM300 Installation GuideDocument36 pagesMotorola Radius CM300 Installation GuideDragoslav Mijić GaleNo ratings yet
- Hansen AISE IM Ch14Document51 pagesHansen AISE IM Ch14indahNo ratings yet
- Fiitjee Xi Practice PaperDocument19 pagesFiitjee Xi Practice Paperrupal_jain108100% (2)
- Cma CGM Containers: Choosing The Right Equipment To Ship Your CargoDocument9 pagesCma CGM Containers: Choosing The Right Equipment To Ship Your CargoAmitrajeet kumarNo ratings yet
- Cracked Gas CompressorDocument7 pagesCracked Gas CompressorfvaefaNo ratings yet
- 3.4 - Burning in A KilnDocument4 pages3.4 - Burning in A KilnIrshad Hussain100% (1)
- BT Withprice RevisedDocument25 pagesBT Withprice RevisedAl John Enciso RamosNo ratings yet
- Efcc38C3Hqw Vista Explotada: Posición Código Pieza Cant. Fault Codes Position Code QtyDocument2 pagesEfcc38C3Hqw Vista Explotada: Posición Código Pieza Cant. Fault Codes Position Code QtyCarmen Adriana Garcia MendozaNo ratings yet
- Aiptek CamcorderDocument36 pagesAiptek CamcorderIsaac Musiwa BandaNo ratings yet
- Slack AdjusterDocument2 pagesSlack AdjusterMathappan SNo ratings yet
- 0530-DWG-BSC-37-005 CRT Cube Overview Rev02Document1 page0530-DWG-BSC-37-005 CRT Cube Overview Rev02Luis Marín DíazNo ratings yet
- Install GuideDocument2 pagesInstall GuideffdfNo ratings yet
- Problems in Cementing Horizontal Wells: Fred L. SabinsDocument3 pagesProblems in Cementing Horizontal Wells: Fred L. SabinsCoolProphetNo ratings yet
- TensimeterDocument4 pagesTensimeterAi Loko100% (4)
- Move Into Life, by Anat Baniel - ExcerptDocument32 pagesMove Into Life, by Anat Baniel - ExcerptCrown Publishing Group100% (9)
- Radiocommunication Vocabulary - ITU-R v.573-5Document29 pagesRadiocommunication Vocabulary - ITU-R v.573-5Jay SinghNo ratings yet
- El DWG 016 Grounding LayoutDocument1 pageEl DWG 016 Grounding LayoutSumit TyagiNo ratings yet