Download as pdf or txt
You might also like
- Taller de Autoaprendizaje No 3Document129 pagesTaller de Autoaprendizaje No 3WALTER ANDRES CORDOBA CACERENo ratings yet
- FrictionDocument31 pagesFrictionvikram ranaNo ratings yet
- Chapter 3Document51 pagesChapter 3muhaba muhamedNo ratings yet
- Friction of Metals1Document22 pagesFriction of Metals1Sayantan DexNo ratings yet
- Engineering Tribology: Lecture 4: WEARDocument29 pagesEngineering Tribology: Lecture 4: WEARAhmed Ayman AhmedNo ratings yet
- Vehicle Tribology: Concept of FrictionDocument35 pagesVehicle Tribology: Concept of Frictionjamesv52_743942786No ratings yet
- Friction TheoriesDocument3 pagesFriction TheoriesAshish AgarwalNo ratings yet
- Friction: Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesDocument10 pagesFriction: Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesOmoniyi Ezekiel BNo ratings yet
- Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesDocument22 pagesTable 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesSupravoPaulNo ratings yet
- Childs 1993Document24 pagesChilds 1993deepdreamx6400No ratings yet
- Friction: by Associate Professor Mechanical Engineering Department Malaviya National Institute of Technology, JaipurDocument45 pagesFriction: by Associate Professor Mechanical Engineering Department Malaviya National Institute of Technology, JaipurAbhishek SharmaNo ratings yet
- Contact Mechanics - Wikipedia The Free EncyclopediaDocument22 pagesContact Mechanics - Wikipedia The Free EncyclopediaJigar ChaudharyNo ratings yet
- An Assignment On FrictionDocument15 pagesAn Assignment On FrictionWasiur Rahman100% (1)
- Module 2: Friction Adhesion and Ploughing in FrictionDocument7 pagesModule 2: Friction Adhesion and Ploughing in FrictionMohammad Ishfaq BhatNo ratings yet
- Johnson PRSLondA1971Document14 pagesJohnson PRSLondA1971Stone YoungNo ratings yet
- Choudhury 1996Document9 pagesChoudhury 1996Satyam BhuyanNo ratings yet
- Friction TheoryDocument6 pagesFriction TheoryneethuNo ratings yet
- Lectures ON Friction (Introduction and Basic Theories)Document17 pagesLectures ON Friction (Introduction and Basic Theories)sneha KumariNo ratings yet
- Friction, Lubrication and Wear: A Survey of Work During The Last DecadeDocument25 pagesFriction, Lubrication and Wear: A Survey of Work During The Last Decadebrian delgado de lucioNo ratings yet
- 7.1 Definition of TribologyDocument22 pages7.1 Definition of TribologyUriParraNo ratings yet
- Friction - DisplacementDocument12 pagesFriction - Displacementharsha festyNo ratings yet
- Joint Resistance of Busbar-Joints With Randomly Rough SurfacesDocument9 pagesJoint Resistance of Busbar-Joints With Randomly Rough Surfacestripathi prashantNo ratings yet
- Why Is Surface Tension Parallel To The Surface - by Antonin MarchandDocument10 pagesWhy Is Surface Tension Parallel To The Surface - by Antonin MarchandAaryan DewanNo ratings yet
- Why Is SurfaceDocument10 pagesWhy Is SurfaceGiovanniNo ratings yet
- Why Is SurfaceDocument10 pagesWhy Is SurfaceGiovanniNo ratings yet
- Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesDocument6 pagesTable 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesMohammad Ishfaq BhatNo ratings yet
- Why Is Surface Tension A Force Parallel To The Interface?: Additional Information On Am. J. PhysDocument11 pagesWhy Is Surface Tension A Force Parallel To The Interface?: Additional Information On Am. J. PhysvishveshwarNo ratings yet
- Hertzian ContactDocument5 pagesHertzian ContactGanesh R NavadNo ratings yet
- Mec 2205: Engineering TribologyDocument42 pagesMec 2205: Engineering TribologyvincentNo ratings yet
- Chapter 2 FinalDocument26 pagesChapter 2 FinalTamirat NemomsaNo ratings yet
- Litera Ture Study On The Shear Strength of Joints in Rock: Chapter TwoDocument26 pagesLitera Ture Study On The Shear Strength of Joints in Rock: Chapter TwoThobekile MoyoNo ratings yet
- Tribology in Design: AssignmentDocument9 pagesTribology in Design: AssignmentSathish SathiNo ratings yet
- Classification of Frictional Contacts. Areas of Contacts and Methods of Its CalculationDocument7 pagesClassification of Frictional Contacts. Areas of Contacts and Methods of Its CalculationAbdulla CamalNo ratings yet
- CM 6 Ceemec30Document32 pagesCM 6 Ceemec30enel eneruNo ratings yet
- Relationship Between Adhesion and Friction ForcesDocument20 pagesRelationship Between Adhesion and Friction ForcesLuis Alfredo González CalderónNo ratings yet
- On The Compression of A CylinderDocument67 pagesOn The Compression of A CylinderfrankNo ratings yet
- 2 1 Causes of Friction 2Document8 pages2 1 Causes of Friction 2Tiisetso MokwaneNo ratings yet
- Fatigue Failure Analysis of Hollow Cylindrical Roller BearingDocument5 pagesFatigue Failure Analysis of Hollow Cylindrical Roller BearingSanzhar RakhimkulNo ratings yet
- Material Is Called Stress.: Sample Questions For Material PropertiesDocument5 pagesMaterial Is Called Stress.: Sample Questions For Material PropertiesIbrahim HossainNo ratings yet
- Ball Bearing Mechanics: Ni/SaDocument107 pagesBall Bearing Mechanics: Ni/Saarda akkayaNo ratings yet
- Tribology PresentationDocument10 pagesTribology Presentations s s sNo ratings yet
- WearDocument36 pagesWearNilay JadwaniNo ratings yet
- Nature of FrictionDocument2 pagesNature of FrictionMuhammad MosaNo ratings yet
- Tribology Module-2Document42 pagesTribology Module-2Vyshu SonuNo ratings yet
- Tribology DVBDocument12 pagesTribology DVBHanumant KaraniNo ratings yet
- Contact MechanicsDocument14 pagesContact Mechanicsalphading100% (2)
- Mechanics of Adhesion: K. L. JohnsonDocument6 pagesMechanics of Adhesion: K. L. JohnsonSree SasthaNo ratings yet
- Gonzalez Valadez2010Document7 pagesGonzalez Valadez2010Avinash SajwanNo ratings yet
- Haines, Ollerton - 1963 - Contact Stress Distributions On Elliptical Contact Surfaces Subjected To Radial and Tangential ForcesDocument20 pagesHaines, Ollerton - 1963 - Contact Stress Distributions On Elliptical Contact Surfaces Subjected To Radial and Tangential ForcesJay Srivastava100% (1)
- Surface Energy and Contact of Elastic SolidsDocument14 pagesSurface Energy and Contact of Elastic SolidsYuvarani SeetharamanNo ratings yet
- State of The ArtDocument26 pagesState of The ArtSaurabh PednekarNo ratings yet
- Effective StressDocument5 pagesEffective StressChidanand JadarNo ratings yet
- "Friction": AssignmentDocument8 pages"Friction": AssignmentGol HolNo ratings yet
- Bearing Materials: 11.1 Fundamental Principles of TribologyDocument41 pagesBearing Materials: 11.1 Fundamental Principles of Tribologygao379No ratings yet
- Chp4-Friction 29122022Document39 pagesChp4-Friction 29122022abdurhman suleimanNo ratings yet
- 028 CCC 2014 NavratilDocument7 pages028 CCC 2014 NavratilBogdanBNo ratings yet
- Beams and Framed Structures: Structures and Solid Body MechanicsFrom EverandBeams and Framed Structures: Structures and Solid Body MechanicsRating: 3 out of 5 stars3/5 (2)
- Strength of Materials: An Introduction to the Analysis of Stress and StrainFrom EverandStrength of Materials: An Introduction to the Analysis of Stress and StrainRating: 5 out of 5 stars5/5 (1)
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (4)
- Water Proofing Detail A: King Abdullah Economic City (Kaec), Ksa Plot Id: Iv3-C62Document1 pageWater Proofing Detail A: King Abdullah Economic City (Kaec), Ksa Plot Id: Iv3-C62Ahmed Ayman AhmedNo ratings yet
- Ramy Abou El SoaadDocument10 pagesRamy Abou El SoaadAhmed Ayman AhmedNo ratings yet
- Api 510Document1 pageApi 510Ahmed Ayman AhmedNo ratings yet
- XvssyYwnahw 18916905Document1 pageXvssyYwnahw 18916905Ahmed Ayman AhmedNo ratings yet
- Sayd HefnyDocument13 pagesSayd HefnyAhmed Ayman AhmedNo ratings yet
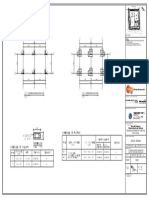
- Columns and Axes Layout Plan A Foundation Layout Plan B Etihad Pharma CoDocument1 pageColumns and Axes Layout Plan A Foundation Layout Plan B Etihad Pharma CoAhmed Ayman AhmedNo ratings yet
- A C D 25300 150 8400 8500 150 B: Roof Framing Plan ADocument1 pageA C D 25300 150 8400 8500 150 B: Roof Framing Plan AAhmed Ayman AhmedNo ratings yet
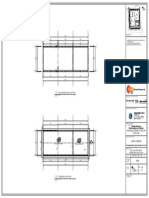
- Grade Beam & Slab On Grade Plan C Roof Framing Plan D Etihad Pharma CoDocument1 pageGrade Beam & Slab On Grade Plan C Roof Framing Plan D Etihad Pharma CoAhmed Ayman AhmedNo ratings yet
- Grade Beam & Slab On Grade Plan C Roof Framing Plan D: King Abdullah Economic City (Kaec), Ksa Plot Id: Iv3-C62Document1 pageGrade Beam & Slab On Grade Plan C Roof Framing Plan D: King Abdullah Economic City (Kaec), Ksa Plot Id: Iv3-C62Ahmed Ayman AhmedNo ratings yet
- 4-Annex III - BOQ For Installation of Equipments and PipingDocument10 pages4-Annex III - BOQ For Installation of Equipments and PipingAhmed Ayman AhmedNo ratings yet
- 20SWCG00051 1 100 0100LM 1MM 19 004004 - Rev1.0Document1 page20SWCG00051 1 100 0100LM 1MM 19 004004 - Rev1.0Ahmed Ayman AhmedNo ratings yet
- XvssyYwnahw 788911123Document1 pageXvssyYwnahw 788911123Ahmed Ayman AhmedNo ratings yet
- Wall, Column & Axes Layout Plan A Etihad Pharma Co.: King Abdullah Economic City (Kaec), Ksa Plot Id: Iv3-C62Document1 pageWall, Column & Axes Layout Plan A Etihad Pharma Co.: King Abdullah Economic City (Kaec), Ksa Plot Id: Iv3-C62Ahmed Ayman AhmedNo ratings yet
- XvssyYwnahw 15056882Document1 pageXvssyYwnahw 15056882Ahmed Ayman AhmedNo ratings yet
- METN 132 (Material Science) Course - PresentationDocument116 pagesMETN 132 (Material Science) Course - PresentationAhmed Ayman AhmedNo ratings yet
- Eng - Sayed Abd Elmyged Updated Rev 1Document5 pagesEng - Sayed Abd Elmyged Updated Rev 1Ahmed Ayman AhmedNo ratings yet
- XvssyYwnahw 151281Document1 pageXvssyYwnahw 151281Ahmed Ayman AhmedNo ratings yet
- Mohammed Hesham Adly Ali: EducationDocument2 pagesMohammed Hesham Adly Ali: EducationAhmed Ayman AhmedNo ratings yet
- Mohamed G. Mahmoud: Current PositionDocument3 pagesMohamed G. Mahmoud: Current PositionAhmed Ayman AhmedNo ratings yet
- PAUT Training BrochureDocument1 pagePAUT Training BrochureAhmed Ayman AhmedNo ratings yet
- Ahmed Aymen Ahmedmustafa: EducationDocument13 pagesAhmed Aymen Ahmedmustafa: EducationAhmed Ayman AhmedNo ratings yet
- TOFD Training BrochureDocument1 pageTOFD Training BrochureAhmed Ayman AhmedNo ratings yet
- Engineering Tribology: Lecture 2:nature of SurfacesDocument32 pagesEngineering Tribology: Lecture 2:nature of SurfacesAhmed Ayman AhmedNo ratings yet
- Tribology-2021 Lecture - 5 - NEWDocument19 pagesTribology-2021 Lecture - 5 - NEWAhmed Ayman AhmedNo ratings yet
- Engineering Tribology: Lecture 4: WEARDocument29 pagesEngineering Tribology: Lecture 4: WEARAhmed Ayman AhmedNo ratings yet
- Tribology-2021 Lecture - 6 - NEWDocument28 pagesTribology-2021 Lecture - 6 - NEWAhmed Ayman AhmedNo ratings yet
- Assignment 4Document2 pagesAssignment 4Ahmed Ayman AhmedNo ratings yet
- Water Conveyance With Syphons: September, 2000 (Rev 2009)Document19 pagesWater Conveyance With Syphons: September, 2000 (Rev 2009)Sameer ShrivastavaNo ratings yet
- Material Safety Data Sheet: Section 1: Product and Company IdentificationDocument7 pagesMaterial Safety Data Sheet: Section 1: Product and Company IdentificationJUAN GUTIERREZNo ratings yet
- The Ulitimate Poultry Watering GuideDocument12 pagesThe Ulitimate Poultry Watering Guideventus13No ratings yet
- Important Questions in ChemistryDocument3 pagesImportant Questions in ChemistrySumaiya RahmanNo ratings yet
- DEM Technical Manual 4.2Document64 pagesDEM Technical Manual 4.2Crizz Ruiz SepulvedaNo ratings yet
- Steam Pipeline SizingDocument25 pagesSteam Pipeline SizingniteshchouhanNo ratings yet
- Dbal A3Document12 pagesDbal A3Francisco ArancibiaNo ratings yet
- Lesson No.6.Lecture - Physics For Engineers - Friction.may2023-1Document1 pageLesson No.6.Lecture - Physics For Engineers - Friction.may2023-1Lloyd Christian PorlajeNo ratings yet
- EntropyDocument39 pagesEntropyRohit Singh LatherNo ratings yet
- Experiment oDocument8 pagesExperiment oChirlei SousaNo ratings yet
- Design of Sliding Contact and Anti Friction BearingDocument35 pagesDesign of Sliding Contact and Anti Friction Bearingdressfeet100% (1)
- Thermoelectricity BookDocument275 pagesThermoelectricity BookHaramiNo ratings yet
- SPACEDocument1 pageSPACELoretaNo ratings yet
- Emf Two MarksDocument17 pagesEmf Two Marksnithyagovnd100% (2)
- Magnetic Particle Inspection QuizDocument45 pagesMagnetic Particle Inspection QuizPrashant PuriNo ratings yet
- Mech Intro 18.0 WS03.2 Workshop Instructions Beam ConnectionsDocument19 pagesMech Intro 18.0 WS03.2 Workshop Instructions Beam ConnectionsLeandro Lima RamaldesNo ratings yet
- Module 5: Materials: Presentation On Molten Salt Reactor Technology By: David Holcomb, PH.DDocument27 pagesModule 5: Materials: Presentation On Molten Salt Reactor Technology By: David Holcomb, PH.Dfarshid KarpasandNo ratings yet
- Effects of TIG Welding Process On Microstructure, Electrical Resistance and Mechanical Properties of Nichrome 8020Document8 pagesEffects of TIG Welding Process On Microstructure, Electrical Resistance and Mechanical Properties of Nichrome 8020rezaNo ratings yet
- Carlo Splendore MSC Orgone MotorDocument28 pagesCarlo Splendore MSC Orgone Motorgrewa153No ratings yet
- 5070 Chemistry: MARK SCHEME For The October/November 2010 Question Paper For The Guidance of TeachersDocument4 pages5070 Chemistry: MARK SCHEME For The October/November 2010 Question Paper For The Guidance of TeachersMian zainNo ratings yet
- STPM Chemistry Form 6 Definition ListDocument16 pagesSTPM Chemistry Form 6 Definition ListCherry T CY100% (1)
- Science 9: Quarter 2 - Module 5Document24 pagesScience 9: Quarter 2 - Module 5Anastacia Anne Eva CambaNo ratings yet
- Mekp Butanox M 50Document10 pagesMekp Butanox M 50Benny Samsul B.No ratings yet
- Simultaneous Thermal AnalysisDocument12 pagesSimultaneous Thermal AnalysisCecilia ManriqueNo ratings yet
- 1ST SA BIOCHEMISTRY - AlmendrasDocument5 pages1ST SA BIOCHEMISTRY - AlmendrasCherry DagohoyNo ratings yet
- Buoyancy Problem SetDocument5 pagesBuoyancy Problem SetankNo ratings yet
- Apparent Density by Physical Measurements of Manufactured Anode and Cathode Carbon Used by The Aluminum IndustryDocument3 pagesApparent Density by Physical Measurements of Manufactured Anode and Cathode Carbon Used by The Aluminum IndustryGuillermo ZapataNo ratings yet
- Bioprocess Engineering (BT 508) : Credits-4 Units - 6 Total Marks - 150Document26 pagesBioprocess Engineering (BT 508) : Credits-4 Units - 6 Total Marks - 150Savita100% (1)
- Grade 7: Module 2, Quarter 3 Lesson 2.1Document29 pagesGrade 7: Module 2, Quarter 3 Lesson 2.1Judy Caroline CatacutanNo ratings yet