Download as pdf or txt
You might also like
- Panasonic Lx7 Service ManualDocument101 pagesPanasonic Lx7 Service Manualmofared100% (1)
- KsacCA989819uascACApdf - coASCcam LeaaCsctherindia OrACScag RaascsCwDocument1,009 pagesKsacCA989819uascACApdf - coASCcam LeaaCsctherindia OrACScag RaascsCwRupesh Gurav100% (1)
- Panasonic Dmc-fp7 Vol 1 Service ManualDocument55 pagesPanasonic Dmc-fp7 Vol 1 Service ManualABUTALEB_535364936No ratings yet
- Catalogus VMLGDocument148 pagesCatalogus VMLGgeorgekc77No ratings yet
- Abb ContactorabbDocument16 pagesAbb ContactorabbRoga29No ratings yet
- W15BS D00371 D XxenDocument4 pagesW15BS D00371 D XxenMaximiliano PerezNo ratings yet
- Contactor Selection GuideDocument6 pagesContactor Selection GuideJovimarkEncarnacionManzanoNo ratings yet
- Service Manual TV Sharp Led Aquos 50 Inch PDFDocument53 pagesService Manual TV Sharp Led Aquos 50 Inch PDFSatria Baharu100% (1)
- Plasma TV: Service ManualDocument41 pagesPlasma TV: Service ManualJorge RamírezNo ratings yet
- RFL 9550 Line TrapDocument12 pagesRFL 9550 Line TrapSINU0607IITEEENo ratings yet
- FN Range Switch Disconnector FuseDocument48 pagesFN Range Switch Disconnector FusesalesNo ratings yet
- Advanced Diploma of Electrical Engineering: Module 5: TransformersDocument47 pagesAdvanced Diploma of Electrical Engineering: Module 5: TransformersVusi MabuzaNo ratings yet
- 42pm4700 PDFDocument74 pages42pm4700 PDFalexandre peninckNo ratings yet
- Vacon NX Filters Manual DPD01805A UKDocument62 pagesVacon NX Filters Manual DPD01805A UKMoises SantosNo ratings yet
- 42 Pa 4500Document49 pages42 Pa 4500Adrian Cossio PerezNo ratings yet
- Sharp 2T-C32BG1X Service ManualDocument74 pagesSharp 2T-C32BG1X Service ManualA NguyenNo ratings yet
- ATV32 Quick Start GuideDocument4 pagesATV32 Quick Start GuideFilipe BarateiroNo ratings yet
- TCP 50 X 5Document73 pagesTCP 50 X 5cordero medusaNo ratings yet
- Solid State Switching: The Global Expert in TechnologyDocument12 pagesSolid State Switching: The Global Expert in Technologyeric franklinNo ratings yet
- cjx2s 18Document12 pagescjx2s 18rachmad hidayatNo ratings yet
- 37LV470S-ZC CH - LD12B (sm-MFL67002352 - 1107-REV00)Document55 pages37LV470S-ZC CH - LD12B (sm-MFL67002352 - 1107-REV00)Jory2005No ratings yet
- Service Manual: ModelDocument38 pagesService Manual: ModelMohamad Hafiz Md TahirNo ratings yet
- Sharp Lc-32le244e SMDocument38 pagesSharp Lc-32le244e SMIonel SimaNo ratings yet
- Panasonic Dmc-lz8p SMDocument50 pagesPanasonic Dmc-lz8p SM明年的月亮真圆亮No ratings yet
- ABB High Speed Directional Relays PDFDocument28 pagesABB High Speed Directional Relays PDFking_electricalNo ratings yet
- Telemecanique Power Control & Protection Components TechnicalDocument610 pagesTelemecanique Power Control & Protection Components Technicalslipped_discNo ratings yet
- Icc 1740 V 3Document610 pagesIcc 1740 V 3Richard PuttNo ratings yet
- CTTN121 - DC Motor Resistive EvaluationDocument7 pagesCTTN121 - DC Motor Resistive EvaluationIsmael ValeroNo ratings yet
- Single Phase Recloser CatalogDocument8 pagesSingle Phase Recloser CatalogCesar VenturoNo ratings yet
- LG 29fu6rl CH cw62dDocument22 pagesLG 29fu6rl CH cw62dJo SalmanNo ratings yet
- Sharp lc32 40 46 Le600eDocument100 pagesSharp lc32 40 46 Le600eStéphane GruetNo ratings yet
- Panasonic DMC Fx500 Series SMDocument54 pagesPanasonic DMC Fx500 Series SM明年的月亮真圆亮No ratings yet
- CA Abb V-ContactDocument92 pagesCA Abb V-ContactWiliam CopacatiNo ratings yet
- 09 - Transformer Protection Guide PDFDocument33 pages09 - Transformer Protection Guide PDFseshatsNo ratings yet
- Elastimold ViejoDocument723 pagesElastimold ViejoVictor VignolaNo ratings yet
- LC-22AD1E: Service ManualDocument111 pagesLC-22AD1E: Service ManualMatt SephtonNo ratings yet
- Vacuum CntactorDocument92 pagesVacuum Cntactorabhi_26t100% (2)
- Panasonic dmc-lf1 SMDocument63 pagesPanasonic dmc-lf1 SMZũng GeNo ratings yet
- Pararrayos Product Guide 2004EDocument96 pagesPararrayos Product Guide 2004ECesar RojasNo ratings yet
- LG 42LE5500 LCDDocument40 pagesLG 42LE5500 LCDundiablo100% (1)
- 9500100990Document6 pages9500100990rodruren01No ratings yet
- Panasonic Dmc-fz200 P PC Pu Eb Ee Ef Eg Ep GC GK GN GT SGDocument91 pagesPanasonic Dmc-fz200 P PC Pu Eb Ee Ef Eg Ep GC GK GN GT SG明年的月亮真圆亮No ratings yet
- Plasma TV: Service ManualDocument38 pagesPlasma TV: Service ManualRafael GarridoNo ratings yet
- Plasma TV: Service ManualDocument70 pagesPlasma TV: Service ManualSalih Ahmed ObeidNo ratings yet
- Color TV: Service ManualDocument22 pagesColor TV: Service ManualAdlpal AccountNo ratings yet
- Leather Goods - Sialkot 2020Document12 pagesLeather Goods - Sialkot 2020Sanchita GuptaNo ratings yet
- En - BS Drywall Partition ManualDocument40 pagesEn - BS Drywall Partition ManualShamim Ahsan Zubery100% (1)
- HMI Design Process ENDocument2 pagesHMI Design Process ENSHNo ratings yet
- A6V12101348Document6 pagesA6V12101348Junaid IftekharNo ratings yet
- UsermanualDocument23 pagesUsermanualJagdish SinghNo ratings yet
- Datacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualDocument172 pagesDatacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualNguyễn Hữu ThịnhNo ratings yet
- MPSC Mains 2017 Paper 3 GS 1 Question PapersDocument56 pagesMPSC Mains 2017 Paper 3 GS 1 Question Paperschandan waghNo ratings yet
- Botanical Garden - BuitenzorgDocument74 pagesBotanical Garden - BuitenzorgBalingkangNo ratings yet
- Encyclopaedia of Popular Science (Steven N.shore)Document353 pagesEncyclopaedia of Popular Science (Steven N.shore)Muhammad Ali HaiderNo ratings yet
- Hoffman JB Corrosion 3Document2 pagesHoffman JB Corrosion 3HJNo ratings yet
- Gods Jukebox Music ListDocument652 pagesGods Jukebox Music ListaNo ratings yet
- Unit-I PPC & Functions PDFDocument5 pagesUnit-I PPC & Functions PDFHari Prasad Reddy YedulaNo ratings yet
- SINAMICS SL150 Cyclo Converters: Highest Marks in Robustness and ReliablilityDocument12 pagesSINAMICS SL150 Cyclo Converters: Highest Marks in Robustness and ReliablilityEdgardNo ratings yet
- Asme-B18.13.1m (1998)Document28 pagesAsme-B18.13.1m (1998)Sergio Rodriguez CamberosNo ratings yet
- FAO - Climate Smart Agriculture SourcebookDocument570 pagesFAO - Climate Smart Agriculture Sourcebookeeeek100% (1)
- @canotes - Final Customs Question Bank May, Nov 20 by ICAI PDFDocument111 pages@canotes - Final Customs Question Bank May, Nov 20 by ICAI PDFPraneelNo ratings yet
- ML145026 ML145027 ML145028: Encoder and Decoder PairsDocument19 pagesML145026 ML145027 ML145028: Encoder and Decoder PairsMilojko DrzevljaninNo ratings yet
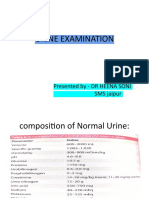
- Urine Examination# DivyaDocument69 pagesUrine Examination# DivyaMedicine 0786No ratings yet
- Covid 19 Article - 2Document8 pagesCovid 19 Article - 2Kiruba KaranNo ratings yet
- Structural Design: 780 CMR 16.00 Is Unique To MassachusettsDocument40 pagesStructural Design: 780 CMR 16.00 Is Unique To MassachusettsDLNo ratings yet
- UntitledDocument50 pagesUntitledKatrina F JonesNo ratings yet
- 吳易澄-花蓮2023-04-16 AnkleDocument36 pages吳易澄-花蓮2023-04-16 AnkletsungyuchiNo ratings yet
- Septic Tank DetailsDocument1 pageSeptic Tank DetailsEdciel EbuenNo ratings yet
- Quotation-LT Switchgear Panel & DCDB-Lubrizol Dahej ProjectDocument3 pagesQuotation-LT Switchgear Panel & DCDB-Lubrizol Dahej ProjectSharafat AliNo ratings yet
- Pest Control: About This ChapterDocument21 pagesPest Control: About This ChapterRaul TejedaNo ratings yet
- Bosch SpreadsDocument47 pagesBosch SpreadshtalibNo ratings yet
- 09 02ChapGereDocument12 pages09 02ChapGereAfoldo100% (1)
- Periodic Waveform Generation in FPGADocument7 pagesPeriodic Waveform Generation in FPGAnm2007kNo ratings yet