Download as pdf or txt
You might also like
- Final Year ProjectDocument159 pagesFinal Year ProjectAhmad Riaz Khan100% (2)
- Fractional Condensation of Multicomponent Vapors From Pyrolysis of Cotton StalkDocument8 pagesFractional Condensation of Multicomponent Vapors From Pyrolysis of Cotton StalkEvansChombaNo ratings yet
- Styrene Methods 2520of ProductionDocument9 pagesStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- Xylenes and EthylbenzeneDocument13 pagesXylenes and EthylbenzeneAbhishek SinghNo ratings yet
- Xylene From MethylationDocument8 pagesXylene From Methylationalicia1990No ratings yet
- F16PG05 PreDocument9 pagesF16PG05 PreMahtab SajnaniNo ratings yet
- Bertero - Rene 5364Document6 pagesBertero - Rene 5364Guille BonillaNo ratings yet
- Composition of Crude Oil and Petroleum ProductsDocument9 pagesComposition of Crude Oil and Petroleum ProductsKhaled ElsayedNo ratings yet
- Alkyne Zipper ReactionDocument28 pagesAlkyne Zipper ReactionRajeswari RajiNo ratings yet
- Experiment 09: Preparation and Characterization of Alkene Tubog, Jalil Venice B., Marilyn MirandaDocument2 pagesExperiment 09: Preparation and Characterization of Alkene Tubog, Jalil Venice B., Marilyn MirandaJalil Venice Bernal TubogNo ratings yet
- Bilal Assain MentDocument9 pagesBilal Assain MentumarNo ratings yet
- Catalysts in The Petrochemical IndustryDocument6 pagesCatalysts in The Petrochemical IndustryAnonymous fQAeGFNo ratings yet
- Polyethylene - Chemistry and Production ProcessesDocument26 pagesPolyethylene - Chemistry and Production Processeschiuchan888No ratings yet
- Reactions of Fats and Fatty AcidsDocument9 pagesReactions of Fats and Fatty AcidsMalikHamzaNo ratings yet
- IzomerizareDocument22 pagesIzomerizareTogan CristianNo ratings yet
- Catalytic IsomerizationDocument8 pagesCatalytic IsomerizationMahtab SajnaniNo ratings yet
- 19.-Pyrolysis FurnaceDocument5 pages19.-Pyrolysis FurnaceWilfredo PastranaNo ratings yet
- Alkanes SlideDocument14 pagesAlkanes Slidevictoryayapaye147No ratings yet
- Organic Chemistry 2013Document41 pagesOrganic Chemistry 2013Claudia JaukinNo ratings yet
- Plant Terpenoid Synthases: Molecular Biology and Phylogenetic AnalysisDocument8 pagesPlant Terpenoid Synthases: Molecular Biology and Phylogenetic AnalysisFlorencia GorordoNo ratings yet
- Synthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDocument18 pagesSynthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDevesh Pratap ChandNo ratings yet
- 4.C Alkanes ASDocument13 pages4.C Alkanes ASytshortsfromopus65No ratings yet
- Polymers, ProteinsDocument5 pagesPolymers, ProteinstailorfemiNo ratings yet
- Isomerization ProcessDocument35 pagesIsomerization ProcessAsim Memon100% (1)
- 148 16SCCCH8 2020062412102615Document25 pages148 16SCCCH8 2020062412102615Jawad MughalNo ratings yet
- Margarit 2019 APCATDocument12 pagesMargarit 2019 APCATAMANo ratings yet
- Coking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneDocument7 pagesCoking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneAndres PeñaNo ratings yet
- Unidad Académica de Ciencias Químico BiológicasDocument13 pagesUnidad Académica de Ciencias Químico BiológicasBeel DiiAzNo ratings yet
- Conversion of BiomassDocument9 pagesConversion of BiomassJoao MinhoNo ratings yet
- Catalytic ReformingDocument129 pagesCatalytic ReformingAhmed Salah Gasim100% (5)
- Types of Isomerisms Chain IsomerismDocument5 pagesTypes of Isomerisms Chain IsomerismRahul DubeyNo ratings yet
- Evaluation of Lignocellulosic Biomass Upgrading Routes To Fuels and ChemicalsDocument21 pagesEvaluation of Lignocellulosic Biomass Upgrading Routes To Fuels and Chemicals김병철No ratings yet
- Lec 20Document3 pagesLec 20Kanhaiya KumarNo ratings yet
- Oxidation: Increase in Oxidation Number. in Organic Chemistry, These Definitions, While StillDocument17 pagesOxidation: Increase in Oxidation Number. in Organic Chemistry, These Definitions, While StillSohail NadeemNo ratings yet
- Journal Pone 0277184Document25 pagesJournal Pone 0277184Claudio Contreras DíazNo ratings yet
- Cracking of Alkanes (Paraffins)Document5 pagesCracking of Alkanes (Paraffins)MeethiPotterNo ratings yet
- Applied Catalysis A, General: Feature ArticleDocument11 pagesApplied Catalysis A, General: Feature ArticleAnonymous Wcj4C3jNo ratings yet
- Answers of Exam Ques.Document3 pagesAnswers of Exam Ques.Sonali SehrawatNo ratings yet
- F325 Lec09 23feb2023Document12 pagesF325 Lec09 23feb2023Deepender BangarwaNo ratings yet
- Dynamics of ContinuousDocument18 pagesDynamics of ContinuousSamuelNo ratings yet
- Cyclic AlkanesDocument35 pagesCyclic AlkanesKunjal100% (2)
- HUSY - Marcilla (2009) - Thermal and Catalytic Pyrolysis of Polyethylene Over HZSM5 and HUSY ZeolitesDocument9 pagesHUSY - Marcilla (2009) - Thermal and Catalytic Pyrolysis of Polyethylene Over HZSM5 and HUSY ZeolitesKatiane MesquitaNo ratings yet
- Biosynthetic Pathways - GPDocument46 pagesBiosynthetic Pathways - GPGhanshyam R ParmarNo ratings yet
- New MTBE Production DesignDocument13 pagesNew MTBE Production DesignImad Sami100% (2)
- Pyrolysis Furnace Rev 1 PDFDocument11 pagesPyrolysis Furnace Rev 1 PDFKmajdianNo ratings yet
- Recent Developments On The Synthesis and Cleavage of Tert-Butyl Ethers and Estersfor Synthetic Purposes and Fuel Additive PDFDocument12 pagesRecent Developments On The Synthesis and Cleavage of Tert-Butyl Ethers and Estersfor Synthetic Purposes and Fuel Additive PDFcarbonloveNo ratings yet
- Cellulose PyrolysisDocument5 pagesCellulose PyrolysisVIxi OkNo ratings yet
- HSC Production of Materials. BestnotesDocument24 pagesHSC Production of Materials. Bestnotes16choi.michaelNo ratings yet
- Synthetic of CyclohexanoneDocument15 pagesSynthetic of CyclohexanoneRadiatul Awalia AmirNo ratings yet
- Light-Independent Reactions: Water PhotolysisDocument5 pagesLight-Independent Reactions: Water PhotolysisDharmendra SinghNo ratings yet
- Acetate, Mevalonate and Shikimic Acid PathwaysDocument19 pagesAcetate, Mevalonate and Shikimic Acid Pathwaysamitaggarwal7888% (8)
- General DescriptionDocument12 pagesGeneral DescriptionMariel VillaNo ratings yet
- Chemistry NotesDocument14 pagesChemistry NotesMina TadrosNo ratings yet
- Alkylation ChemistryDocument8 pagesAlkylation ChemistryMaileen Julissa Hoyos CastellanosNo ratings yet
- 1 s2.0 S0140670199982565 MainDocument1 page1 s2.0 S0140670199982565 MainAtiqah AuliaNo ratings yet
- Organo Cat Alys IsDocument15 pagesOrgano Cat Alys IsrajendickNo ratings yet
- Microbiology With Diseases by Taxonomy 5th Edition Bauman Solutions Manual 1Document36 pagesMicrobiology With Diseases by Taxonomy 5th Edition Bauman Solutions Manual 1tinabrooksidzrkgytcx100% (29)
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Biochemistry Applied to Beer Brewing - General Chemistry of the Raw Materials of Malting and BrewingFrom EverandBiochemistry Applied to Beer Brewing - General Chemistry of the Raw Materials of Malting and BrewingRating: 4 out of 5 stars4/5 (1)
- Sustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeFrom EverandSustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeNo ratings yet
- Balancing Redox Reactions Equations Practice With AnswersDocument4 pagesBalancing Redox Reactions Equations Practice With AnswersphilippepreanNo ratings yet
- Resin 235Document2 pagesResin 235Muhammad RidhoNo ratings yet
- Physical Science: Quarter 1 - Module 4: Polarity of Molecules and Its PropertiesDocument23 pagesPhysical Science: Quarter 1 - Module 4: Polarity of Molecules and Its PropertiesNihara SultanNo ratings yet
- Premier Coatings Premtape TropicalDocument2 pagesPremier Coatings Premtape TropicalIm ChinithNo ratings yet
- AICh EDocument30 pagesAICh EMrinal TripathiNo ratings yet
- Medicinal Chemistry: Potentiometric and Phmetric Studies of ParacetamolDocument6 pagesMedicinal Chemistry: Potentiometric and Phmetric Studies of Paracetamolmuhammad iqbalNo ratings yet
- Aditya KumarDocument4 pagesAditya KumarAnil B YadavNo ratings yet
- Hydrogenolysis of Glycerol To 1,2-PropanediolDocument5 pagesHydrogenolysis of Glycerol To 1,2-PropanediolKesavan GovinathanNo ratings yet
- Industrial FlooringDocument4 pagesIndustrial Flooringmanjunatha9333No ratings yet
- The Particulate Nature of Matter 2 MSDocument6 pagesThe Particulate Nature of Matter 2 MSOyasor Ikhapo AnthonyNo ratings yet
- FabshieldXLR 8Document2 pagesFabshieldXLR 8Michael ClaphamNo ratings yet
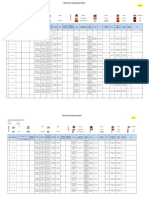
- Chemical Inventory Sheet: Name of Company/Production UnitDocument4 pagesChemical Inventory Sheet: Name of Company/Production UnitNur E Alam NuruNo ratings yet
- Material Safety Data Sheet: Page 1 of 2Document2 pagesMaterial Safety Data Sheet: Page 1 of 2Guardian KusumaNo ratings yet
- Homogeneous Hydrogenation of Fatty Acid Methyl Esters and Natural Oils Under Neat ConditionsDocument5 pagesHomogeneous Hydrogenation of Fatty Acid Methyl Esters and Natural Oils Under Neat ConditionsEnrique GallegosNo ratings yet
- Study On Organic Modification of Aluminum Powder Coating - Sun2017Document10 pagesStudy On Organic Modification of Aluminum Powder Coating - Sun2017Eugene PaiNo ratings yet
- TLCDocument4 pagesTLCPrince SharmaNo ratings yet
- Chemical NPFA CodesDocument930 pagesChemical NPFA CodesKomsan Buntengsuk100% (2)
- Green and Pink Doodle Hand Drawn Science Project PresentationDocument16 pagesGreen and Pink Doodle Hand Drawn Science Project PresentationJatinNo ratings yet
- DRRR Module 13Document47 pagesDRRR Module 13timothy.sevillena1307No ratings yet
- 2.0 Chemical Security Threats and MitigationDocument35 pages2.0 Chemical Security Threats and MitigationLyes OuabdesselamNo ratings yet
- CHE 123 HWK Back and Redox TitrationsDocument3 pagesCHE 123 HWK Back and Redox TitrationsJuiloNo ratings yet
- Give The Operational Definitions of The Following Cycles: A. Biogeochemical CycleDocument2 pagesGive The Operational Definitions of The Following Cycles: A. Biogeochemical CycleDesiree G. SacasanNo ratings yet
- Obat Topical2Document43 pagesObat Topical2nurwahidaNo ratings yet
- Patente TSP Us 2Document5 pagesPatente TSP Us 2JanainaNo ratings yet
- Technical Information KORLOY: EndmillDocument540 pagesTechnical Information KORLOY: EndmillTony HumblotNo ratings yet
- LSCo. 2022 RSL Framework - FinalDocument86 pagesLSCo. 2022 RSL Framework - Finaloussamawitcher23No ratings yet
- NIOSH Manual of Analytical Methods (NMAM) : Methods Numerical Listing 0-9999, ALLDocument12 pagesNIOSH Manual of Analytical Methods (NMAM) : Methods Numerical Listing 0-9999, ALLlariadNo ratings yet
- Percent Composition 6 and Empirical Formulas 7Document22 pagesPercent Composition 6 and Empirical Formulas 7api-483662721No ratings yet
- Chromatography: Organized By: Badahdah, M. S. & Alghazzawi, W. M. 1Document17 pagesChromatography: Organized By: Badahdah, M. S. & Alghazzawi, W. M. 1sivaNo ratings yet