
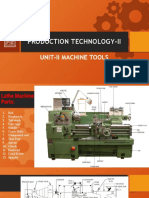
Lathe Machine 1s
Lathe Machine 1s
You might also like
- Walmart Brand GuidelinesDocument25 pagesWalmart Brand GuidelinesSam DavidsNo ratings yet
- How To Build LEGO HousesDocument98 pagesHow To Build LEGO HousesThor Southern100% (11)
- Lathe MachineDocument41 pagesLathe MachineRohit GhulanavarNo ratings yet
- KinderPhonics Unit One Letters A-ZDocument203 pagesKinderPhonics Unit One Letters A-ZJustine Lañosa100% (1)
- The Art of Woodworking - Tables and DesksDocument148 pagesThe Art of Woodworking - Tables and DesksMirjana Lukic100% (1)
- Project PresentationDocument26 pagesProject PresentationRishav RakeshNo ratings yet
- Unit 2 Production and Some Inst PartDocument8 pagesUnit 2 Production and Some Inst Partwibog19570No ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Machining Process - I: Lathe MachineDocument48 pagesMachining Process - I: Lathe MachineNajshhsNo ratings yet
- Lab ManualDocument60 pagesLab Manualshahid_ahmed_28No ratings yet
- EnginelatheDocument125 pagesEnginelatheChandra NurikoNo ratings yet
- Lathe MachineDocument44 pagesLathe MachineNaresh GrandheNo ratings yet
- Unit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGDocument8 pagesUnit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGAlok Patel100% (2)
- MFT CH 3Document41 pagesMFT CH 3babulsethi1567No ratings yet
- Naya Nangal UnitDocument24 pagesNaya Nangal UnitprabhjotbhangalNo ratings yet
- 01 Center LatheDocument7 pages01 Center LathekabbirhossainNo ratings yet
- Lathe MachineDocument36 pagesLathe MachinePrem100% (4)
- CTU Lathe Machine OperationDocument169 pagesCTU Lathe Machine OperationChristopher VergaraNo ratings yet
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (2)
- Lathe pptDocument66 pagesLathe pptnaife.iem.kuetNo ratings yet
- MC-MT R16 - Unit-2Document56 pagesMC-MT R16 - Unit-2Anonymous GEHeEQlajbNo ratings yet
- Lathe MachineMP IDocument44 pagesLathe MachineMP IMetalAnand ChelliahNo ratings yet
- Workshop Practice II (MEng4191)Document35 pagesWorkshop Practice II (MEng4191)Tesema TeshomeNo ratings yet
- Machine ToolsDocument22 pagesMachine ToolsSankalpRaiNo ratings yet
- Me 6402 Manufacturing Technology-Ii Unit IiDocument15 pagesMe 6402 Manufacturing Technology-Ii Unit Iiananda narayananNo ratings yet
- Class 5Document6 pagesClass 5BINAYAK DATTA ROYNo ratings yet
- Mto Module 1 NotesDocument41 pagesMto Module 1 NotesSandeshNo ratings yet
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosaleNo ratings yet
- Department of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokDocument21 pagesDepartment of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokWalid AdnanNo ratings yet
- Unit-4 Machine ToolsDocument77 pagesUnit-4 Machine ToolsSOURABH GANGWARNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Musaliar College of EngineeringDocument44 pagesMusaliar College of EngineeringRanju RajanNo ratings yet
- 2 Lathe MachineDocument5 pages2 Lathe Machineмσнαммєd ƒαιz ραтєlNo ratings yet
- Lathe MachineDocument24 pagesLathe MachineAqib KhakhiNo ratings yet
- Presentation Metal TurningDocument18 pagesPresentation Metal Turningメルヴリッ クズルエタNo ratings yet
- Unit - Ii: Centre Lathe & Special Purpose LathesDocument187 pagesUnit - Ii: Centre Lathe & Special Purpose LathesanithayesurajNo ratings yet
- Common Tools and ProcessesDocument20 pagesCommon Tools and Processesメルヴリッ クズルエタNo ratings yet
- Lathe MachineDocument3 pagesLathe MachineChristian VicenteNo ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- LatheDocument68 pagesLatheregistrarNo ratings yet
- Introduction of Lathe Machine (Machine Shop)Document25 pagesIntroduction of Lathe Machine (Machine Shop)Muhammad AbubakarNo ratings yet
- Machine Shop 1Document11 pagesMachine Shop 1Ozen AnchetaNo ratings yet
- Lathe-1Document26 pagesLathe-1Meer Umar100% (2)
- Lathe Machine: DR A R M Harunur RashidDocument30 pagesLathe Machine: DR A R M Harunur RashidAHMAD MUSANo ratings yet
- Lathe Machine Parts and FunctionDocument58 pagesLathe Machine Parts and Functionjas081603No ratings yet
- EME Module 2Document46 pagesEME Module 2vishnubabannaNo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- Lathe 151001051314 Lva1 App6892Document42 pagesLathe 151001051314 Lva1 App6892Prashant KuwarNo ratings yet
- Chapter 7 (Turning - Lathe Work)Document58 pagesChapter 7 (Turning - Lathe Work)Munashe ZharareNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFahsan aliNo ratings yet
- Lathe Types, Parts, Specification, Operations, PrecautionsDocument15 pagesLathe Types, Parts, Specification, Operations, PrecautionsnNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFRitchie Carillo DaugdaugNo ratings yet
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Subject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringDocument341 pagesSubject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringTharun GTNo ratings yet
- SEC-ws - 6-2Document26 pagesSEC-ws - 6-2nadeemsaifi3644No ratings yet
- Mother of Machines - Lathe MachineDocument5 pagesMother of Machines - Lathe MachineUsman KhalilNo ratings yet
- Lathe 01 BlackDocument26 pagesLathe 01 BlackDeepak JangidNo ratings yet
- Manufacturing Technology - Short NotesDocument5 pagesManufacturing Technology - Short NotesdevaNo ratings yet
- L3 Lathe SlideDocument36 pagesL3 Lathe SlideSajen PokharelNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Arc WeldingDocument8 pagesArc WeldingMrTurner HoodNo ratings yet
- Perfection: IndexDocument52 pagesPerfection: IndexMrTurner HoodNo ratings yet
- Shoring & UnderpinningDocument8 pagesShoring & UnderpinningMrTurner HoodNo ratings yet
- BHARAT-TAP Initiative: Upsc GS P - IIDocument3 pagesBHARAT-TAP Initiative: Upsc GS P - IIMrTurner HoodNo ratings yet
- Double Digit Growth: Bihar On: Development Track and Still Miles To Go!Document4 pagesDouble Digit Growth: Bihar On: Development Track and Still Miles To Go!MrTurner HoodNo ratings yet
- Vision CSP22T011Q POLDocument23 pagesVision CSP22T011Q POLMrTurner HoodNo ratings yet
- Grade Card: Issued Duly Signed by The Competent Authority of The UniversityDocument2 pagesGrade Card: Issued Duly Signed by The Competent Authority of The UniversityMrTurner HoodNo ratings yet
- Vision CSP22T011S POLDocument38 pagesVision CSP22T011S POLMrTurner HoodNo ratings yet
- Lathe Machine: Definition, Introduction, Parts, Types, Operations, and Specifications (With PDFDocument22 pagesLathe Machine: Definition, Introduction, Parts, Types, Operations, and Specifications (With PDFMrTurner HoodNo ratings yet
- Irony, Satire and Humorismo in Sabato's El TunelDocument26 pagesIrony, Satire and Humorismo in Sabato's El TunelSandra ManuelsdóttirNo ratings yet
- New Rock Art Discoveries in Kurnool DistrictDocument16 pagesNew Rock Art Discoveries in Kurnool Districtkmanjunath7No ratings yet
- MDF128 - The Pyrus TopDocument25 pagesMDF128 - The Pyrus Topconstanza ramos griñoNo ratings yet
- Dragonball ZDocument34 pagesDragonball ZVincenzoNo ratings yet
- 5 Wonders of AsiaDocument6 pages5 Wonders of AsiadaphnereezeNo ratings yet
- Website Wireframe - Wikipedia PDFDocument17 pagesWebsite Wireframe - Wikipedia PDFAkshay KuchekarNo ratings yet
- MushroomhouseDocument17 pagesMushroomhousetobi mania90% (10)
- Notre-Dame de ParisDocument157 pagesNotre-Dame de ParisEm PeeNo ratings yet
- Scat Singing: (Vocal Improvisation)Document16 pagesScat Singing: (Vocal Improvisation)Paola di santoNo ratings yet
- Art History Assignment 39596Document3 pagesArt History Assignment 39596api-548174707No ratings yet
- Making A CollageDocument4 pagesMaking A CollageCons Agbon Monreal Jr.No ratings yet
- Ars Magica Sahir Seasonal Advancement SpreadsheetDocument196 pagesArs Magica Sahir Seasonal Advancement SpreadsheetHeavensThunderHammerNo ratings yet
- Mapeh 7 Q1 D4 W2Document17 pagesMapeh 7 Q1 D4 W2Domilyn ArienzaNo ratings yet
- PoetryDocument20 pagesPoetryFernand Kevin DumalayNo ratings yet
- 04 Vetotop CX534 - 141221 JODocument2 pages04 Vetotop CX534 - 141221 JOassala HaddadNo ratings yet
- Botticelli 1Document11 pagesBotticelli 1api-337286598No ratings yet
- CSS Yarn Indentification GuideDocument7 pagesCSS Yarn Indentification GuideteryNo ratings yet
- Byzantine ArchitectureDocument6 pagesByzantine ArchitectureJerzy Mae GloriosoNo ratings yet
- 4 BandDocument11 pages4 BandWilfredo Ijan, JrNo ratings yet
- Arts 78Document22 pagesArts 78Cris LargoNo ratings yet
- 9 A - Rachel - 20 11 - Project ReportDocument13 pages9 A - Rachel - 20 11 - Project Reportapi-240086352No ratings yet
- Bosancica FontsDocument1 pageBosancica FontsMiroslavNo ratings yet
- CX SPARK EVENT STANDS BRONZE 3x3.es - enDocument20 pagesCX SPARK EVENT STANDS BRONZE 3x3.es - enBirla VargheseNo ratings yet
- Lecture 3 - QDDocument8 pagesLecture 3 - QDGlady Mae LadesmaNo ratings yet
- Core Subject Title: Contemporary Philippine Arts From The RegionsDocument14 pagesCore Subject Title: Contemporary Philippine Arts From The RegionsJecky Josette AsentistaNo ratings yet
- Smalley Roger - Stockhausen's Piano PiecesDocument4 pagesSmalley Roger - Stockhausen's Piano PiecesMUSIK MEISTERNo ratings yet

































































































Download as pdf or txt
You might also like
- Walmart Brand GuidelinesDocument25 pagesWalmart Brand GuidelinesSam DavidsNo ratings yet
- How To Build LEGO HousesDocument98 pagesHow To Build LEGO HousesThor Southern100% (11)
- Lathe MachineDocument41 pagesLathe MachineRohit GhulanavarNo ratings yet
- KinderPhonics Unit One Letters A-ZDocument203 pagesKinderPhonics Unit One Letters A-ZJustine Lañosa100% (1)
- The Art of Woodworking - Tables and DesksDocument148 pagesThe Art of Woodworking - Tables and DesksMirjana Lukic100% (1)
- Project PresentationDocument26 pagesProject PresentationRishav RakeshNo ratings yet
- Unit 2 Production and Some Inst PartDocument8 pagesUnit 2 Production and Some Inst Partwibog19570No ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Machining Process - I: Lathe MachineDocument48 pagesMachining Process - I: Lathe MachineNajshhsNo ratings yet
- Lab ManualDocument60 pagesLab Manualshahid_ahmed_28No ratings yet
- EnginelatheDocument125 pagesEnginelatheChandra NurikoNo ratings yet
- Lathe MachineDocument44 pagesLathe MachineNaresh GrandheNo ratings yet
- Unit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGDocument8 pagesUnit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGAlok Patel100% (2)
- MFT CH 3Document41 pagesMFT CH 3babulsethi1567No ratings yet
- Naya Nangal UnitDocument24 pagesNaya Nangal UnitprabhjotbhangalNo ratings yet
- 01 Center LatheDocument7 pages01 Center LathekabbirhossainNo ratings yet
- Lathe MachineDocument36 pagesLathe MachinePrem100% (4)
- CTU Lathe Machine OperationDocument169 pagesCTU Lathe Machine OperationChristopher VergaraNo ratings yet
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (2)
- Lathe pptDocument66 pagesLathe pptnaife.iem.kuetNo ratings yet
- MC-MT R16 - Unit-2Document56 pagesMC-MT R16 - Unit-2Anonymous GEHeEQlajbNo ratings yet
- Lathe MachineMP IDocument44 pagesLathe MachineMP IMetalAnand ChelliahNo ratings yet
- Workshop Practice II (MEng4191)Document35 pagesWorkshop Practice II (MEng4191)Tesema TeshomeNo ratings yet
- Machine ToolsDocument22 pagesMachine ToolsSankalpRaiNo ratings yet
- Me 6402 Manufacturing Technology-Ii Unit IiDocument15 pagesMe 6402 Manufacturing Technology-Ii Unit Iiananda narayananNo ratings yet
- Class 5Document6 pagesClass 5BINAYAK DATTA ROYNo ratings yet
- Mto Module 1 NotesDocument41 pagesMto Module 1 NotesSandeshNo ratings yet
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosaleNo ratings yet
- Department of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokDocument21 pagesDepartment of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokWalid AdnanNo ratings yet
- Unit-4 Machine ToolsDocument77 pagesUnit-4 Machine ToolsSOURABH GANGWARNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Musaliar College of EngineeringDocument44 pagesMusaliar College of EngineeringRanju RajanNo ratings yet
- 2 Lathe MachineDocument5 pages2 Lathe Machineмσнαммєd ƒαιz ραтєlNo ratings yet
- Lathe MachineDocument24 pagesLathe MachineAqib KhakhiNo ratings yet
- Presentation Metal TurningDocument18 pagesPresentation Metal Turningメルヴリッ クズルエタNo ratings yet
- Unit - Ii: Centre Lathe & Special Purpose LathesDocument187 pagesUnit - Ii: Centre Lathe & Special Purpose LathesanithayesurajNo ratings yet
- Common Tools and ProcessesDocument20 pagesCommon Tools and Processesメルヴリッ クズルエタNo ratings yet
- Lathe MachineDocument3 pagesLathe MachineChristian VicenteNo ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- LatheDocument68 pagesLatheregistrarNo ratings yet
- Introduction of Lathe Machine (Machine Shop)Document25 pagesIntroduction of Lathe Machine (Machine Shop)Muhammad AbubakarNo ratings yet
- Machine Shop 1Document11 pagesMachine Shop 1Ozen AnchetaNo ratings yet
- Lathe-1Document26 pagesLathe-1Meer Umar100% (2)
- Lathe Machine: DR A R M Harunur RashidDocument30 pagesLathe Machine: DR A R M Harunur RashidAHMAD MUSANo ratings yet
- Lathe Machine Parts and FunctionDocument58 pagesLathe Machine Parts and Functionjas081603No ratings yet
- EME Module 2Document46 pagesEME Module 2vishnubabannaNo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- Lathe 151001051314 Lva1 App6892Document42 pagesLathe 151001051314 Lva1 App6892Prashant KuwarNo ratings yet
- Chapter 7 (Turning - Lathe Work)Document58 pagesChapter 7 (Turning - Lathe Work)Munashe ZharareNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFahsan aliNo ratings yet
- Lathe Types, Parts, Specification, Operations, PrecautionsDocument15 pagesLathe Types, Parts, Specification, Operations, PrecautionsnNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFRitchie Carillo DaugdaugNo ratings yet
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Subject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringDocument341 pagesSubject: Machine Tools and Metrology: Course: B Tech - Mechanical EngineeringTharun GTNo ratings yet
- SEC-ws - 6-2Document26 pagesSEC-ws - 6-2nadeemsaifi3644No ratings yet
- Mother of Machines - Lathe MachineDocument5 pagesMother of Machines - Lathe MachineUsman KhalilNo ratings yet
- Lathe 01 BlackDocument26 pagesLathe 01 BlackDeepak JangidNo ratings yet
- Manufacturing Technology - Short NotesDocument5 pagesManufacturing Technology - Short NotesdevaNo ratings yet
- L3 Lathe SlideDocument36 pagesL3 Lathe SlideSajen PokharelNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Arc WeldingDocument8 pagesArc WeldingMrTurner HoodNo ratings yet
- Perfection: IndexDocument52 pagesPerfection: IndexMrTurner HoodNo ratings yet
- Shoring & UnderpinningDocument8 pagesShoring & UnderpinningMrTurner HoodNo ratings yet
- BHARAT-TAP Initiative: Upsc GS P - IIDocument3 pagesBHARAT-TAP Initiative: Upsc GS P - IIMrTurner HoodNo ratings yet
- Double Digit Growth: Bihar On: Development Track and Still Miles To Go!Document4 pagesDouble Digit Growth: Bihar On: Development Track and Still Miles To Go!MrTurner HoodNo ratings yet
- Vision CSP22T011Q POLDocument23 pagesVision CSP22T011Q POLMrTurner HoodNo ratings yet
- Grade Card: Issued Duly Signed by The Competent Authority of The UniversityDocument2 pagesGrade Card: Issued Duly Signed by The Competent Authority of The UniversityMrTurner HoodNo ratings yet
- Vision CSP22T011S POLDocument38 pagesVision CSP22T011S POLMrTurner HoodNo ratings yet
- Lathe Machine: Definition, Introduction, Parts, Types, Operations, and Specifications (With PDFDocument22 pagesLathe Machine: Definition, Introduction, Parts, Types, Operations, and Specifications (With PDFMrTurner HoodNo ratings yet
- Irony, Satire and Humorismo in Sabato's El TunelDocument26 pagesIrony, Satire and Humorismo in Sabato's El TunelSandra ManuelsdóttirNo ratings yet
- New Rock Art Discoveries in Kurnool DistrictDocument16 pagesNew Rock Art Discoveries in Kurnool Districtkmanjunath7No ratings yet
- MDF128 - The Pyrus TopDocument25 pagesMDF128 - The Pyrus Topconstanza ramos griñoNo ratings yet
- Dragonball ZDocument34 pagesDragonball ZVincenzoNo ratings yet
- 5 Wonders of AsiaDocument6 pages5 Wonders of AsiadaphnereezeNo ratings yet
- Website Wireframe - Wikipedia PDFDocument17 pagesWebsite Wireframe - Wikipedia PDFAkshay KuchekarNo ratings yet
- MushroomhouseDocument17 pagesMushroomhousetobi mania90% (10)
- Notre-Dame de ParisDocument157 pagesNotre-Dame de ParisEm PeeNo ratings yet
- Scat Singing: (Vocal Improvisation)Document16 pagesScat Singing: (Vocal Improvisation)Paola di santoNo ratings yet
- Art History Assignment 39596Document3 pagesArt History Assignment 39596api-548174707No ratings yet
- Making A CollageDocument4 pagesMaking A CollageCons Agbon Monreal Jr.No ratings yet
- Ars Magica Sahir Seasonal Advancement SpreadsheetDocument196 pagesArs Magica Sahir Seasonal Advancement SpreadsheetHeavensThunderHammerNo ratings yet
- Mapeh 7 Q1 D4 W2Document17 pagesMapeh 7 Q1 D4 W2Domilyn ArienzaNo ratings yet
- PoetryDocument20 pagesPoetryFernand Kevin DumalayNo ratings yet
- 04 Vetotop CX534 - 141221 JODocument2 pages04 Vetotop CX534 - 141221 JOassala HaddadNo ratings yet
- Botticelli 1Document11 pagesBotticelli 1api-337286598No ratings yet
- CSS Yarn Indentification GuideDocument7 pagesCSS Yarn Indentification GuideteryNo ratings yet
- Byzantine ArchitectureDocument6 pagesByzantine ArchitectureJerzy Mae GloriosoNo ratings yet
- 4 BandDocument11 pages4 BandWilfredo Ijan, JrNo ratings yet
- Arts 78Document22 pagesArts 78Cris LargoNo ratings yet
- 9 A - Rachel - 20 11 - Project ReportDocument13 pages9 A - Rachel - 20 11 - Project Reportapi-240086352No ratings yet
- Bosancica FontsDocument1 pageBosancica FontsMiroslavNo ratings yet
- CX SPARK EVENT STANDS BRONZE 3x3.es - enDocument20 pagesCX SPARK EVENT STANDS BRONZE 3x3.es - enBirla VargheseNo ratings yet
- Lecture 3 - QDDocument8 pagesLecture 3 - QDGlady Mae LadesmaNo ratings yet
- Core Subject Title: Contemporary Philippine Arts From The RegionsDocument14 pagesCore Subject Title: Contemporary Philippine Arts From The RegionsJecky Josette AsentistaNo ratings yet
- Smalley Roger - Stockhausen's Piano PiecesDocument4 pagesSmalley Roger - Stockhausen's Piano PiecesMUSIK MEISTERNo ratings yet