Download as xlsx, pdf, or txt
You might also like
- Lifting Plan For Erection of 2nd To 6th Rev.3Document11 pagesLifting Plan For Erection of 2nd To 6th Rev.3Rhannie GarciaNo ratings yet
- LOG-003 Rev. 03 Delivery Vehicle and Crane Preventive Maintenance ChecklistDocument3 pagesLOG-003 Rev. 03 Delivery Vehicle and Crane Preventive Maintenance ChecklistRhannie GarciaNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- WPS-Tube To Tube Sheet (SS-SS)Document2 pagesWPS-Tube To Tube Sheet (SS-SS)suria qaqcNo ratings yet
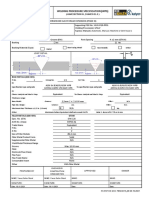
- Joint Detail (Qw-402)Document2 pagesJoint Detail (Qw-402)Nitesh Patel100% (3)
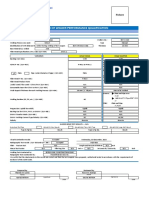
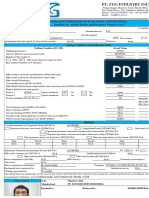
- Record of Welder Performance Qualification: PictureDocument2 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- QW 482Document2 pagesQW 482Khaled bouhlelNo ratings yet
- WPS-Nozzle With Reinforcement Pad (CS-CS) .Document1 pageWPS-Nozzle With Reinforcement Pad (CS-CS) .suria qaqcNo ratings yet
- WPS-Shell To Shell Joint (CS-CS) .Document1 pageWPS-Shell To Shell Joint (CS-CS) .suria qaqcNo ratings yet
- WPS-Nozzle Without Reinforcement Pad (CS-CS) .Document1 pageWPS-Nozzle Without Reinforcement Pad (CS-CS) .suria qaqcNo ratings yet
- WPS-Shell To Tubesheet (CS-SS)Document1 pageWPS-Shell To Tubesheet (CS-SS)suria qaqcNo ratings yet
- Form Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Document4 pagesForm Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Rajkumar ArikumarNo ratings yet
- Wps For Ss 304Document3 pagesWps For Ss 304Sajit PillaiNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document10 pagesForm Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Prakash PatelNo ratings yet
- Smaw Manual See Permitted Figures (Right) or Per Constr. DWG Butt JointDocument3 pagesSmaw Manual See Permitted Figures (Right) or Per Constr. DWG Butt JointNirmala DeshaNo ratings yet
- WPS-Shell To Tubesheet (CS-SS)Document1 pageWPS-Shell To Tubesheet (CS-SS)suria qaqcNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- Ornek WPS (ASME IX)Document1 pageOrnek WPS (ASME IX)kaynakteknolojiNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- WPQ Formats NEWDocument4 pagesWPQ Formats NEWMANABENDRA MAITRANo ratings yet
- KKJV WPS PP01Document2 pagesKKJV WPS PP01serbay tuncaNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Wps PQR FormDocument8 pagesWps PQR Formmayank0738No ratings yet
- SampleDocument5 pagesSample이훈No ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2Document2 pagesWelding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2RahmadiNo ratings yet
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Document1 pageWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
- Enmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaDocument2 pagesEnmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaSampath KumarNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
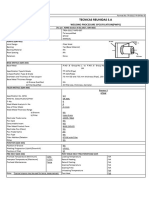
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
- 4.ofis-W-38 - Ofis-Wps-02aDocument3 pages4.ofis-W-38 - Ofis-Wps-02aanandNo ratings yet
- Eslam Abdelhameed Asme Ix IdDocument1 pageEslam Abdelhameed Asme Ix Idel_sharkawy2011No ratings yet
- Sample WPS Format PDFDocument1 pageSample WPS Format PDFait.koufiNo ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- PWPS 102Document2 pagesPWPS 102Cyril J PadiyathNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli Moosavi100% (1)
- 169 Gtaw Zug Asme (Fefri 5g) WPQDocument4 pages169 Gtaw Zug Asme (Fefri 5g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix Terbarufebri100% (1)
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Document1 pageO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- Wps 225Document29 pagesWps 225Muhammad firdaus rusliNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Wps 11Document2 pagesWps 11Avishek GuptaNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Record of Welder Performance Qualification: PictureDocument2 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- MS - Erection Staging Procedure - Rev3Document44 pagesMS - Erection Staging Procedure - Rev3Rhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- MS For ATM Tank Scaffold Rev.1Document11 pagesMS For ATM Tank Scaffold Rev.1Rhannie GarciaNo ratings yet
- Scaffold Inspection Checklist FINALDocument2 pagesScaffold Inspection Checklist FINALRhannie GarciaNo ratings yet
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- General Chemical & Resin Consortium Inc.: No. Description/Item Completed/Done Yes NoDocument1 pageGeneral Chemical & Resin Consortium Inc.: No. Description/Item Completed/Done Yes NoRhannie GarciaNo ratings yet
- Lifting Plan For Erection of 2nd To 6th r.1Document10 pagesLifting Plan For Erection of 2nd To 6th r.1Rhannie GarciaNo ratings yet
- Bs Tech: Electrodes Baking and Holding RegisterDocument1 pageBs Tech: Electrodes Baking and Holding RegisterRhannie GarciaNo ratings yet
- MCC - Remaining Works To CompleteDocument1 pageMCC - Remaining Works To CompleteRhannie GarciaNo ratings yet
- I and E Industrial System CA Calib 2021Document1 pageI and E Industrial System CA Calib 2021Rhannie GarciaNo ratings yet
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- Daily Welding Electrodes Control Records: Construction Work Miscellaneous WorkDocument2 pagesDaily Welding Electrodes Control Records: Construction Work Miscellaneous WorkRhannie GarciaNo ratings yet
- ProposalDocument1 pageProposalRhannie GarciaNo ratings yet
- Progress Report TargetDocument2 pagesProgress Report TargetRhannie GarciaNo ratings yet
- Ingenieria Construccion CorpDocument14 pagesIngenieria Construccion CorpRhannie GarciaNo ratings yet
- F-PUR-06 Vendor Accreditation Form - Rev03Document6 pagesF-PUR-06 Vendor Accreditation Form - Rev03Rhannie GarciaNo ratings yet
- Chapter 2 Form5Document9 pagesChapter 2 Form5Zulkifli Bin Pari100% (1)
- DC 4.75 DatasheetDocument1 pageDC 4.75 DatasheetDaniel NavarroNo ratings yet
- 5.03 Inorganic ChemistryDocument72 pages5.03 Inorganic ChemistryVU GIANGNo ratings yet
- HW1 SolutionDocument8 pagesHW1 Solutionblakk archimedesNo ratings yet
- Creep Analysis of Lead-Free Solders Undergoing Thermal Loading 2007Document1 pageCreep Analysis of Lead-Free Solders Undergoing Thermal Loading 2007SIMULIACorpNo ratings yet
- Mixtures WKST KeyDocument2 pagesMixtures WKST KeyMelbaNo ratings yet
- Workshop Chemicals: Adhesive, Sealant, GreaseDocument4 pagesWorkshop Chemicals: Adhesive, Sealant, GreasePaolinoNo ratings yet
- Career Point - Chemical BondingDocument3 pagesCareer Point - Chemical BondingKeshav BandilNo ratings yet
- Rhodia - Tds - Technylstar S 218 v30 Black 31 N - enDocument5 pagesRhodia - Tds - Technylstar S 218 v30 Black 31 N - ennimonhNo ratings yet
- ColumnDocument4 pagesColumnseeyaar07No ratings yet
- Sybsc Botany Basics of Chromatography Paper 1 Sem1Document24 pagesSybsc Botany Basics of Chromatography Paper 1 Sem1NofrizalNo ratings yet
- RCC62 Retaining WallDocument9 pagesRCC62 Retaining WallKaren KhaiLuenNo ratings yet
- AR16-S111-EN StoraEnso Poland POM in Kagit Sanayii Summer2016 - 0 PDFDocument4 pagesAR16-S111-EN StoraEnso Poland POM in Kagit Sanayii Summer2016 - 0 PDFClaudinei MayerNo ratings yet
- Physical Science Lesson 8 The Structure and Properties of MatterDocument10 pagesPhysical Science Lesson 8 The Structure and Properties of MatterJustin BirdNo ratings yet
- Tle7 Ia Carpentry M3 V2-1 PDFDocument28 pagesTle7 Ia Carpentry M3 V2-1 PDFMichelle DaurogNo ratings yet
- Temporization For EndodonticsDocument15 pagesTemporization For EndodonticsKaren RodNo ratings yet
- KNAUF Technical Manual Jan2014Document393 pagesKNAUF Technical Manual Jan2014John Evans100% (2)
- K 2017-08-01 ME H. Pelders S M. Ummelen ME VCL E. Jordaan/hpe 1 of 1Document1 pageK 2017-08-01 ME H. Pelders S M. Ummelen ME VCL E. Jordaan/hpe 1 of 1mokie305No ratings yet
- Structure Report PDFDocument43 pagesStructure Report PDFChevally LoNo ratings yet
- Zinc StearateDocument2 pagesZinc StearateAlexi Del Castillo MustaineNo ratings yet
- Calcination and Sintering Models PDFDocument11 pagesCalcination and Sintering Models PDFrovaro90No ratings yet
- Iswp Project Internship: Mentor: Mr. Vijayant Kumar Guide: Mr. Vinod KumarDocument34 pagesIswp Project Internship: Mentor: Mr. Vijayant Kumar Guide: Mr. Vinod KumarKunal VaidyaNo ratings yet
- Wiigw - W : March 1, 1966Document3 pagesWiigw - W : March 1, 1966Pero KolevNo ratings yet
- Essentials of The Living World 4th Edition by Johnson ISBN Test BankDocument22 pagesEssentials of The Living World 4th Edition by Johnson ISBN Test Bankpaul100% (27)
- Abdullah Barazanchi RP RésinDocument9 pagesAbdullah Barazanchi RP RésinwissamNo ratings yet
- ASTM B164 Nickel-Copper Alloy Rod, Bar, and WireDocument3 pagesASTM B164 Nickel-Copper Alloy Rod, Bar, and WireAmanda Ariesta ApriliaNo ratings yet
- Fouling FactorDocument2 pagesFouling FactorJesaya ValentinoNo ratings yet
- CH EmeticsDocument1 pageCH EmeticsDIEGONo ratings yet
- Cansolv TGT Plus FactsheetDocument2 pagesCansolv TGT Plus FactsheetPe VandeNo ratings yet
- Test 1 Multiple Choice Questions With AnswerDocument17 pagesTest 1 Multiple Choice Questions With Answerrathan kumarNo ratings yet