Download as pdf or txt
You might also like
- Aws D1.6 - SS316 WPSDocument1 pageAws D1.6 - SS316 WPSBoby Thomas0% (1)
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocument1 pagePQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarNo ratings yet
- 19 MolexDocument2 pages19 Molexmehul10941100% (1)
- Computer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: P WPS D1.1 - C - AWS 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- QC E7018 CJP B-L1a OverheadDocument1 pageQC E7018 CJP B-L1a Overheadwmajordan13No ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
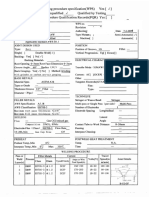
- Welding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesRuben Purca0% (1)
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- PQR WPSDocument2 pagesPQR WPSMiguel Alejandro SierraNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Quinco Steel Inc.: Welding Procedure Specification (WPS)Document1 pageQuinco Steel Inc.: Welding Procedure Specification (WPS)wmajordan13No ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
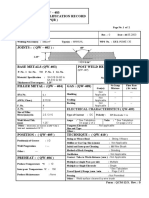
- Procedure Qualification Record (PQR) : Filler Metals AWS Specification AWS ClassificationDocument3 pagesProcedure Qualification Record (PQR) : Filler Metals AWS Specification AWS ClassificationRejoy babyNo ratings yet
- A36 WPSDocument1 pageA36 WPSJamesNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- PQRDocument19 pagesPQRjiao longNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- PQRDocument3 pagesPQRPradeep Lakum100% (1)
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Draf WPSDocument2 pagesDraf WPSMj EdinNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- 91187419-PQR Blank PDFDocument3 pages91187419-PQR Blank PDFpedrorocha210No ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- WPS Welding Performance SpecialistDocument2 pagesWPS Welding Performance SpecialistGobinath GovindarajNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- Aws D1.1Document1 pageAws D1.1พันธุ์เทพ คําพองNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- d1 6 PQR 675 070 13 Digital FormDocument2 pagesd1 6 PQR 675 070 13 Digital FormJimmy MyNo ratings yet
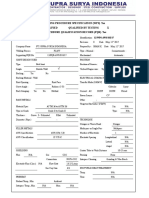
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- WPS-ASME SEC IX-for PSODocument3 pagesWPS-ASME SEC IX-for PSOSultan ZebNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification SampleBrown's P LikoNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Analog Dialogue, Volume 48, Number 1: Analog Dialogue, #13From EverandAnalog Dialogue, Volume 48, Number 1: Analog Dialogue, #13Rating: 4 out of 5 stars4/5 (1)
- PortfolioDocument59 pagesPortfoliojayashri thakareNo ratings yet
- Bleaching of Pulp PDFDocument14 pagesBleaching of Pulp PDFabhayNo ratings yet
- Milling Tools and Inserts 2004 PDFDocument122 pagesMilling Tools and Inserts 2004 PDFPalade LucianNo ratings yet
- The Kavery Engineering CollegeDocument7 pagesThe Kavery Engineering Collegejamunaa83No ratings yet
- Distortion ControlDocument6 pagesDistortion ControlMOHAMMAD ALINo ratings yet
- Detail C: 50 (Dowel)Document1 pageDetail C: 50 (Dowel)ahmedNo ratings yet
- Dimensional Lumber Sizes - Nominal vs. ActualDocument6 pagesDimensional Lumber Sizes - Nominal vs. Actualseccion3dNo ratings yet
- Quality Month CelebrationDocument4 pagesQuality Month Celebrationsanjay vidhateNo ratings yet
- K91.51 Fig F112 en FinalDocument1 pageK91.51 Fig F112 en FinaladrianioantomaNo ratings yet
- WS 7 IG I Chemistry ELLECTRICITYAND CHEMICALCHDocument4 pagesWS 7 IG I Chemistry ELLECTRICITYAND CHEMICALCHRaj MalkanNo ratings yet
- Jee Mains Inorganic Part 2Document2 pagesJee Mains Inorganic Part 2Gowri ShankarNo ratings yet
- Utilization of Aloe Vera For Dyeing Fabric1Document3 pagesUtilization of Aloe Vera For Dyeing Fabric1Radhel Faith ToloNo ratings yet
- Styrozone FloorsDocument8 pagesStyrozone FloorsPredatator90No ratings yet
- Mangas PDFDocument14 pagesMangas PDFluisfer811No ratings yet
- IJCCE - Volume 41 - Issue 3 - Pages 1076-1094Document19 pagesIJCCE - Volume 41 - Issue 3 - Pages 1076-1094Mahdi koolivandNo ratings yet
- QC Chart - Graphite AAS - DRAFTDocument13 pagesQC Chart - Graphite AAS - DRAFTConsultant JerocasNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/31Document16 pagesCambridge IGCSE: CHEMISTRY 0620/31Caoling HuangNo ratings yet
- Aluminium vs. Upvc - Doc (An Intro of Reality)Document2 pagesAluminium vs. Upvc - Doc (An Intro of Reality)Harsh BhaiNo ratings yet
- CaplugsCDCatalog 2004Document155 pagesCaplugsCDCatalog 2004leonardo marinoNo ratings yet
- Rapid Prototyping and Manufacturing: A Review of Current TechnologiesDocument14 pagesRapid Prototyping and Manufacturing: A Review of Current TechnologiesashNo ratings yet
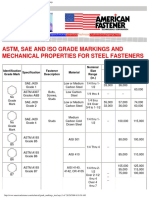
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- 3 Week AheadDocument2 pages3 Week AheadAlessandro Del BorgiaNo ratings yet
- Spare Parts ListDocument4 pagesSpare Parts ListFuqingliNo ratings yet
- Construction Material and Site PracticeDocument19 pagesConstruction Material and Site PracticeJack RasalNo ratings yet
- Ecosyn Plast ENDocument8 pagesEcosyn Plast ENGogo GogevNo ratings yet
- Stainless Steel Square Tube Sizes Weight and DimensionsDocument7 pagesStainless Steel Square Tube Sizes Weight and DimensionsRicNo ratings yet
- Reactive PWD ConcreteDocument17 pagesReactive PWD Concretenaveen dudduNo ratings yet
- Science Terms and ElementsDocument2 pagesScience Terms and ElementsLee DYanaNo ratings yet
- 1 1 High: Amendment NO. 1 June 2001 TO IS 456:2000 Plain and Reinforced Concrete - Code of Practice (FourthDocument10 pages1 1 High: Amendment NO. 1 June 2001 TO IS 456:2000 Plain and Reinforced Concrete - Code of Practice (FourthPankaj Garg100% (1)