Download as pdf or txt
You might also like
- Copies of Machine Manuals: Visit Our WebsiteDocument21 pagesCopies of Machine Manuals: Visit Our WebsiteMarjan Stojanov100% (2)
- Lycra Heat SettingDocument8 pagesLycra Heat SettingKushagradhi Debnath100% (2)
- NEMA Comparison Insulating Gasket - G7 - G9 - G10 - G11Document3 pagesNEMA Comparison Insulating Gasket - G7 - G9 - G10 - G11asoka.pw0% (1)
- The Elements of Boat Strength: For Builders, Designers, and OwnersFrom EverandThe Elements of Boat Strength: For Builders, Designers, and OwnersRating: 5 out of 5 stars5/5 (8)
- Carrier 50TJ C4PDDocument36 pagesCarrier 50TJ C4PDFlavio PiresNo ratings yet
- Rheology and Processing 2016Document65 pagesRheology and Processing 2016Shailendra PatelNo ratings yet
- TIP TOP Steel Cord Splicing ManualDocument28 pagesTIP TOP Steel Cord Splicing ManualMohamedNo ratings yet
- Abe INDEX UNIGUMDocument2 pagesAbe INDEX UNIGUMBangos Bratislava MakhafolaNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Diagrama Konka KDL32SS618uDocument30 pagesDiagrama Konka KDL32SS618uAndrésCartular100% (1)
- Acer Ea40 - BM-1M (E1-410 - 410G) PDFDocument102 pagesAcer Ea40 - BM-1M (E1-410 - 410G) PDFIndraNo ratings yet
- T C WOVEN Tape Ceramic Gasket Insulating High Temperature Heat ResistantDocument2 pagesT C WOVEN Tape Ceramic Gasket Insulating High Temperature Heat ResistantRajesh JadavNo ratings yet
- Datasheet SBPX513804 en USDocument2 pagesDatasheet SBPX513804 en USsuemar jose da costaNo ratings yet
- INTERNSHIP REPORT (United)Document18 pagesINTERNSHIP REPORT (United)Zakeesh FatimaNo ratings yet
- Multiple-Ply Conveyor Belt Splicing Manual - EngDocument24 pagesMultiple-Ply Conveyor Belt Splicing Manual - EngShiena CaparrosNo ratings yet
- Hameg Hm1004-3 Oscilloscope UmDocument8 pagesHameg Hm1004-3 Oscilloscope UmprasongNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Teranap 331 4m Pds 2012Document2 pagesTeranap 331 4m Pds 2012abbas derbasNo ratings yet
- Premierflex 4000Document2 pagesPremierflex 4000mk779900mkNo ratings yet
- Textile Reinforced - Cold Splice - Final 14 MRCH 2018Document25 pagesTextile Reinforced - Cold Splice - Final 14 MRCH 2018Shariq KhanNo ratings yet
- BF Data Fibre Bundles MM OM2 PDFDocument2 pagesBF Data Fibre Bundles MM OM2 PDFMo SibNo ratings yet
- Heat Resistant Conveyor Belts enDocument8 pagesHeat Resistant Conveyor Belts enpontius1234No ratings yet
- Ferroflex Splice Instr DEDocument13 pagesFerroflex Splice Instr DEAnthony AngNo ratings yet
- Ceramic Fiber Gasket & Thermal Insulating Woven TapeDocument2 pagesCeramic Fiber Gasket & Thermal Insulating Woven TapeDat NguyenNo ratings yet
- 1KW Horizontal Users ManualDocument17 pages1KW Horizontal Users ManualSean SmithNo ratings yet
- Turbine Eoliene Cu Ax VerticalDocument15 pagesTurbine Eoliene Cu Ax Verticalmihaela_bobe4555No ratings yet
- Hmpe Manual Rev 1Document11 pagesHmpe Manual Rev 1Kathrin KatsNo ratings yet
- CB Corrugated Technical OverviewDocument51 pagesCB Corrugated Technical OverviewMarcos Samsoniuk100% (1)
- Raymax 1220 & 2030Document2 pagesRaymax 1220 & 2030brunoandaNo ratings yet
- Mohawk Riserlite Indoor Outdoor Fiber CableDocument2 pagesMohawk Riserlite Indoor Outdoor Fiber CablecolinyNo ratings yet
- 2179C (G) Datasheet BackupDocument4 pages2179C (G) Datasheet BackupHữu Khánh NguyễnNo ratings yet
- Fire DamperDocument4 pagesFire DamperHooi Mun WeiNo ratings yet
- Splice SteelDocument28 pagesSplice SteelNacho Tomé100% (1)
- Method Statement For Field LaminationDocument13 pagesMethod Statement For Field Laminationkais rguigui0% (1)
- Specifications of Armatherm™ FR Structural Thermal BreakDocument2 pagesSpecifications of Armatherm™ FR Structural Thermal BreakCarolSerbanNo ratings yet
- BRIDGESTONEDocument90 pagesBRIDGESTONEmarco antonio talavera salazarNo ratings yet
- Valve PackagingDocument6 pagesValve PackagingGonzalo Alonso QuintanaNo ratings yet
- StrainersDocument4 pagesStrainersSharun SureshNo ratings yet
- Manta Aislante ThermalceramicsDocument2 pagesManta Aislante Thermalceramicsjast111No ratings yet
- Atcoatr 111Document3 pagesAtcoatr 111farid bashaNo ratings yet
- BANDO Eng. CatalogDocument44 pagesBANDO Eng. Catalogatm_o40% (5)
- Hot Splicing of Rubber Conveyor Belts With Fabric PliesDocument28 pagesHot Splicing of Rubber Conveyor Belts With Fabric PliesMahmoud Nael100% (3)
- Method Statement of Textile Belt Splicing and LayingDocument16 pagesMethod Statement of Textile Belt Splicing and LayingShantanu DuttaNo ratings yet
- 125SPC 2425116IOM - 53 - Thermatile - Plus - Issue - 4Document12 pages125SPC 2425116IOM - 53 - Thermatile - Plus - Issue - 4PeterNo ratings yet
- Information On Belt Selection and Storage: Reporting Reference: LBT-CP031204Document8 pagesInformation On Belt Selection and Storage: Reporting Reference: LBT-CP031204haziqNo ratings yet
- High Temperature Epoxy Tooling Board: Trelleborg Applied TechnologiesDocument3 pagesHigh Temperature Epoxy Tooling Board: Trelleborg Applied TechnologiesMert KıraçNo ratings yet
- 19.UNIDIRECTIONAL Square Guillotine DamperDocument11 pages19.UNIDIRECTIONAL Square Guillotine DamperRohit BirajdarNo ratings yet
- Tela Aero FluitexDocument4 pagesTela Aero FluitexGilberto PérezNo ratings yet
- Thermally Conductive Adhesive Transfer Tapes: Technical Data September, 2002Document6 pagesThermally Conductive Adhesive Transfer Tapes: Technical Data September, 2002Kozma BélaNo ratings yet
- Nesl Training ManualDocument91 pagesNesl Training ManualSOUMYA DEEP CHATTERJEENo ratings yet
- HTCMDocument1 pageHTCMWil pbNo ratings yet
- Lapspools: FOR Comber & Lap FormerDocument2 pagesLapspools: FOR Comber & Lap FormerSahlu Klemewerk DagetNo ratings yet
- WOOJUNG TRB - Catalogue - ENDocument20 pagesWOOJUNG TRB - Catalogue - ENBrion Bara IndonesiaNo ratings yet
- Torch SealDocument2 pagesTorch Sealmk779900mkNo ratings yet
- Premierflex 3000Document2 pagesPremierflex 3000mk779900mkNo ratings yet
- Final ReportDocument10 pagesFinal ReportSyed Muhammad Saqib BariNo ratings yet
- 04 Lloyd Insulation SDocument39 pages04 Lloyd Insulation SBalson VijaishNo ratings yet
- Dyna PoreDocument12 pagesDyna PoreaminNo ratings yet
- 3M 2179CE Fiber Optical Closure: ApplicationsDocument4 pages3M 2179CE Fiber Optical Closure: ApplicationsHữu Khánh NguyễnNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- Gas Turbine Generators: NIOEC-SP-43-13Document26 pagesGas Turbine Generators: NIOEC-SP-43-13masoud132No ratings yet
- Unit 6 Computer Numerical Control: ObjectivesDocument41 pagesUnit 6 Computer Numerical Control: ObjectivesApechRangerNo ratings yet
- 01 - 25284124-8230-26-000-0004 - REV.02 - Piping - List - O & U UndergroundDocument2 pages01 - 25284124-8230-26-000-0004 - REV.02 - Piping - List - O & U UndergroundRajeev KumarNo ratings yet
- 10 - Uni-Air Pnevmatika-VENTILI ELEKTRO AzDocument6 pages10 - Uni-Air Pnevmatika-VENTILI ELEKTRO AzFaruk AvdićNo ratings yet
- Automated Valves - GeneralDocument19 pagesAutomated Valves - Generalhafizi07No ratings yet
- LDA MPS Series - User's Manual PDFDocument20 pagesLDA MPS Series - User's Manual PDFAli SolimanNo ratings yet
- No OrderDocument6 pagesNo Orderharishgaikwad96No ratings yet
- NV FJ610 PDFDocument34 pagesNV FJ610 PDFPhilodemus GadarensisNo ratings yet
- TLC 5615Document25 pagesTLC 5615Muhammad Ahsan AkramNo ratings yet
- Uci, Uci/Hs: Universal Interface ConverterDocument4 pagesUci, Uci/Hs: Universal Interface ConverterPedro R MejiasNo ratings yet
- JVC mx-gt88Document81 pagesJVC mx-gt88Diego VilchezNo ratings yet
- Energy Monitoring and Management Using Internet of Things: S.Balamurugan D.SaravanakamalamDocument5 pagesEnergy Monitoring and Management Using Internet of Things: S.Balamurugan D.SaravanakamalamVannie ValeriaNo ratings yet
- Pedal PowerDocument5 pagesPedal PowerHero AazamiNo ratings yet
- KingAir200 Cockpit LayoutDocument1 pageKingAir200 Cockpit LayoutRicardo Barros Leão100% (1)
- Drunk Detector System With Facial RecognitionDocument27 pagesDrunk Detector System With Facial RecognitionGeorge Carlo Cartagena100% (2)
- Ip4000 Service ManualDocument31 pagesIp4000 Service ManualPrint KitaNo ratings yet
- Hydron Servo Catalogue 100 To 450 TDocument7 pagesHydron Servo Catalogue 100 To 450 TabhishekNo ratings yet
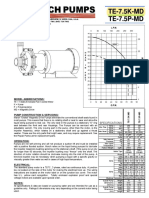
- MANUAL BOMBA MARCH-TE - 7,5kDocument2 pagesMANUAL BOMBA MARCH-TE - 7,5kjoseNo ratings yet
- Control 07 2015 30pa PH Pac PHCDocument44 pagesControl 07 2015 30pa PH Pac PHCЕвгений РогозинNo ratings yet
- Axial AOF AOF: DimensionsDocument2 pagesAxial AOF AOF: DimensionsAblayeNo ratings yet
- Slewing Bearing Slewing Ring Slewing Gear Swing CircleDocument1 pageSlewing Bearing Slewing Ring Slewing Gear Swing Circlezczc32z5No ratings yet
- Manufacturers of Cts/Pts Upto 220Kv, Metering Cubicle, Metering Units, Rvts Gun Type PTS, 3-Phase PTS, 3-Phase Drawout PTS, LTCT Metering CubicleDocument4 pagesManufacturers of Cts/Pts Upto 220Kv, Metering Cubicle, Metering Units, Rvts Gun Type PTS, 3-Phase PTS, 3-Phase Drawout PTS, LTCT Metering CubicleSharafatNo ratings yet
- Hoja de Datos SGI-250Document2 pagesHoja de Datos SGI-250Vicente Elías Venegas LunaNo ratings yet
- Top Preventive Maintenance Tips For Your CNC Machine Tools - Hwacheon Asia Pacific Pte. Ltd.Document11 pagesTop Preventive Maintenance Tips For Your CNC Machine Tools - Hwacheon Asia Pacific Pte. Ltd.Saif Uddin AhmedNo ratings yet
- 03 Industrial ValvesDocument101 pages03 Industrial ValvesThang TongNo ratings yet
- Industrialnet Category 6 S/FTP Copper Cable: SpecificationsDocument2 pagesIndustrialnet Category 6 S/FTP Copper Cable: SpecificationsCarlos SalcedoNo ratings yet