
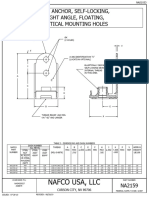
Insert, Molded In, Threaded, Self-Locking, Nonself Locking, Sandwich Panel
Insert, Molded In, Threaded, Self-Locking, Nonself Locking, Sandwich Panel
You might also like
- Well Intervention IntroductionDocument43 pagesWell Intervention Introductionmissaoui100% (4)
- Aprilia RS 50 AM6 2000 Service ManualDocument50 pagesAprilia RS 50 AM6 2000 Service ManualDaan van der MeulenNo ratings yet
- Plano ERIDocument1 pagePlano ERIDennis Guajardo Lara100% (1)
- Afm G550 - Limitations PDFDocument99 pagesAfm G550 - Limitations PDFAZIZNo ratings yet
- Afm G550 - Limitations PDFDocument99 pagesAfm G550 - Limitations PDFAZIZNo ratings yet
- GRP TANK Installation Method StatementDocument2 pagesGRP TANK Installation Method StatementQasim Khan82% (11)
- NAS1835Document3 pagesNAS1835Ray DutchmanNo ratings yet
- NAS1834Document2 pagesNAS1834Ray DutchmanNo ratings yet
- Insert, Molded In, CSK and Thru Clearance Hole, Sandwich PanelDocument2 pagesInsert, Molded In, CSK and Thru Clearance Hole, Sandwich PanelSon Nguyen100% (1)
- NAS1836Document3 pagesNAS1836Ray DutchmanNo ratings yet
- 98-788381-0X AP376-381 100-125KVA System WDDocument3 pages98-788381-0X AP376-381 100-125KVA System WDKuldeep KoulNo ratings yet
- Mapping Kabel Area ProduksiDocument3 pagesMapping Kabel Area ProduksiHarmawan SaranaprimaNo ratings yet
- Ee FinalsDocument3 pagesEe FinalsJILIANE LUISZ SOLANOYNo ratings yet
- Energy Recovery: Cosider SDEMDocument6 pagesEnergy Recovery: Cosider SDEMhireche elhaceneNo ratings yet
- Vakumski Sklopnik PDFDocument4 pagesVakumski Sklopnik PDFzakirNo ratings yet
- Hot Insulation Supports ENCI E16 FOR N:Na Mimed Storage TanksDocument3 pagesHot Insulation Supports ENCI E16 FOR N:Na Mimed Storage TankssahilNo ratings yet
- Electronic Copy of Original Generated On Jul 11, 2014 7:01 AMDocument1 pageElectronic Copy of Original Generated On Jul 11, 2014 7:01 AMJuan OrtegaNo ratings yet
- Ga 2400 Kva, 11-0.800 KV Octc R5Document10 pagesGa 2400 Kva, 11-0.800 KV Octc R5Chaturbhai HadiyalNo ratings yet
- Transmision RTLO 14618ADocument2 pagesTransmision RTLO 14618ATractopartes IntertipNo ratings yet
- Kan Home Subbu BLD PlanDocument1 pageKan Home Subbu BLD Plansubramanian.sundaramurthyNo ratings yet
- Aiwa csd-td9 csd-td19 090273613t2Document16 pagesAiwa csd-td9 csd-td19 090273613t2Victor VilcapomaNo ratings yet
- Part Catalogue Satria HiuDocument56 pagesPart Catalogue Satria HiuAldi KusumawNo ratings yet
- Laporan Sementara PIN TSCA - Pak TotoDocument3 pagesLaporan Sementara PIN TSCA - Pak TotoAmir Cinde ParikesitNo ratings yet
- Tank Drawing MarkupDocument2 pagesTank Drawing MarkupbharanidharanNo ratings yet
- DS Unit - 271023aDocument1 pageDS Unit - 271023araitejeevenggservicesNo ratings yet
- GL600 - CAST - STEEL - GL - Specs Uns TrimDocument1 pageGL600 - CAST - STEEL - GL - Specs Uns TrimPriyanka rajpurohitNo ratings yet
- Pf20xxx XXXX SF 10 InstDocument1 pagePf20xxx XXXX SF 10 InstFelipe SalvatierraNo ratings yet
- Import Export ControllerDocument1 pageImport Export ControllerAli Mehmood MalhiNo ratings yet
- NA2159Document2 pagesNA2159Bogdan RusuNo ratings yet
- 660 Gallon TankDocument2 pages660 Gallon Tankleeconner3No ratings yet
- A N E SIO R NAP 100: H I T N NE IdleDocument8 pagesA N E SIO R NAP 100: H I T N NE IdleBisma MasoodNo ratings yet
- Illustration 29 07 2017 PDFDocument1 pageIllustration 29 07 2017 PDFGlenn D. KleinNo ratings yet
- 3 - Dimension For Cond Unit - 010Document4 pages3 - Dimension For Cond Unit - 010rendiirawan19No ratings yet
- 74LS123Document10 pages74LS123jonat09No ratings yet
- Nas 1714Document2 pagesNas 1714YossiNo ratings yet
- Album Gambar 3Document18 pagesAlbum Gambar 3bangun setoNo ratings yet
- Adobe Scan 14-Dec-2020Document2 pagesAdobe Scan 14-Dec-2020kiran kumar GummaNo ratings yet
- Collar Flexible Plano General-1Document1 pageCollar Flexible Plano General-1jarryNo ratings yet
- 621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Document2 pages621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Nelson ConselhoNo ratings yet
- Panel MokkoDocument36 pagesPanel MokkoSantos Zink Ngertii ApeNo ratings yet
- 21 PDFDocument1 page21 PDFAnubhav Hem Kumar JainNo ratings yet
- Power Train - CB 434-CDocument20 pagesPower Train - CB 434-CVictorNo ratings yet
- Catalog of Replacement Parts: SlicersDocument24 pagesCatalog of Replacement Parts: SlicersjoeNo ratings yet
- 74LS125Document3 pages74LS125jaja558No ratings yet
- 74LS125ADocument5 pages74LS125Abl19cm7No ratings yet
- Pressure Relief Valve-NewDocument4 pagesPressure Relief Valve-Newnikaro1989No ratings yet
- Repair Manual 125 Series PDFDocument16 pagesRepair Manual 125 Series PDFWichain RotchuNo ratings yet
- Foreman 2Document1 pageForeman 2riogeskyNo ratings yet
- 11KV高压开关图纸Document30 pages11KV高压开关图纸gotntNo ratings yet
- F.T - Roll N LockDocument31 pagesF.T - Roll N LockSOCORRO RENDONNo ratings yet
- GL300 CAST STEEL GL SpecsDocument1 pageGL300 CAST STEEL GL SpecsPriyanka rajpurohitNo ratings yet
- Legend:: ME TR ICDocument4 pagesLegend:: ME TR ICAranguthy CabreraNo ratings yet
- Product - Support - Precor - Parts Diagrams - Commercial Equipment - Strength Equipment - 820 Ten Station, Multi StationDocument11 pagesProduct - Support - Precor - Parts Diagrams - Commercial Equipment - Strength Equipment - 820 Ten Station, Multi StationJorge TabiloNo ratings yet
- Mo-11 Intermediate Shaft & Coupling Bolt & Nut - Voc DaisyDocument5 pagesMo-11 Intermediate Shaft & Coupling Bolt & Nut - Voc Daisygentar riyadhiNo ratings yet
- Z BG s05 s23 FDR Rev0 W CoverDocument2 pagesZ BG s05 s23 FDR Rev0 W CoverHany NassimNo ratings yet
- Drive Train (S - N A3NV11001 - A3NV20687, A3NV20738, A3NW11001 - A3NW12926) - S650Document3 pagesDrive Train (S - N A3NV11001 - A3NV20687, A3NV20738, A3NW11001 - A3NW12926) - S650ferneyNo ratings yet
- Epwr ChartsDocument3 pagesEpwr ChartsjazzmanPLNo ratings yet
- RMS Blancking PlugDocument3 pagesRMS Blancking PlugAzat100% (2)
- 3-Line To 8-Line Decoders/Demultiplexers With Address Latches SN54/74LS137Document5 pages3-Line To 8-Line Decoders/Demultiplexers With Address Latches SN54/74LS137Matias Davyt LujánNo ratings yet
- D D D D D D: Description/ordering InformationDocument11 pagesD D D D D D: Description/ordering InformationSandro RodrigoNo ratings yet
- 11 2 GeometryDocument30 pages11 2 GeometryvnenovNo ratings yet
- Instructiuni JaluzeleDocument1 pageInstructiuni JaluzeleandrevsNo ratings yet
- Ingenieria-Cema 300-Screw Conveyor StandardDocument33 pagesIngenieria-Cema 300-Screw Conveyor StandardVICTORNo ratings yet
- Mil DTL 83420MDocument26 pagesMil DTL 83420MAZIZNo ratings yet
- EU-UK TIP Final May 2021Document70 pagesEU-UK TIP Final May 2021AZIZNo ratings yet
- United States Patent Application Publication: Delaune Pub. No.: Pub. DateDocument13 pagesUnited States Patent Application Publication: Delaune Pub. No.: Pub. DateAZIZNo ratings yet
- 02 09 03.0 - 8Document7 pages02 09 03.0 - 8AZIZNo ratings yet
- Sr02393ch (Latest)Document1 pageSr02393ch (Latest)AZIZNo ratings yet
- "+" Indicates That The Item Is Installed On RH, " "When Installed On LHDocument1 page"+" Indicates That The Item Is Installed On RH, " "When Installed On LHAZIZNo ratings yet
- Akril Decorative Panels: Brilliant PerformanceDocument4 pagesAkril Decorative Panels: Brilliant PerformanceMathKeysNo ratings yet
- Asi#87296 Sage#50100 DC#100329Document116 pagesAsi#87296 Sage#50100 DC#100329Roberto LeboeufNo ratings yet
- Edta PDFDocument14 pagesEdta PDFengineer bilalNo ratings yet
- DixitDocument4 pagesDixitrajendransuganthNo ratings yet
- Aspac Royalloy enDocument7 pagesAspac Royalloy enNugroho Faris SudrajatNo ratings yet
- 3 BacteriaDocument19 pages3 BacteriaUzair AhmedNo ratings yet
- Research PaperDocument3 pagesResearch Paperapi-450176422No ratings yet
- 2D Nanomaterials As LubricantDocument14 pages2D Nanomaterials As LubricantwhutecompressorNo ratings yet
- Eenadu - Pratibha: Key-SheetDocument11 pagesEenadu - Pratibha: Key-SheetSayan Kumar KhanNo ratings yet
- 1127 Raceway System TrainingDocument50 pages1127 Raceway System Training54045114No ratings yet
- 01 BIO4600 BioMEMS IntroductionDocument55 pages01 BIO4600 BioMEMS IntroductionMd Ehtashamul HaqueNo ratings yet
- Injection Molding Machine SnopsisDocument6 pagesInjection Molding Machine Snopsisrajinder kutaalNo ratings yet
- Advanced Nuclear Physics by Imran AzizDocument187 pagesAdvanced Nuclear Physics by Imran AzizDr.Imran AzizNo ratings yet
- Enimex - BVFL - GB PDFDocument6 pagesEnimex - BVFL - GB PDFAlienshowNo ratings yet
- Intercellular CommunicationDocument8 pagesIntercellular CommunicationShahran KumarNo ratings yet
- Project On PollutionDocument29 pagesProject On Pollutionvimal100% (1)
- S2.06.02 1K All Plastics Primer APACDocument4 pagesS2.06.02 1K All Plastics Primer APACWawan BudiantoNo ratings yet
- SKL 3013: Chemistry Laboratory Management Techniques: Fatini Zakirah Binti Zaharin D20161073878Document11 pagesSKL 3013: Chemistry Laboratory Management Techniques: Fatini Zakirah Binti Zaharin D20161073878nadhirahNo ratings yet
- Expansion Joints BR 18Document4 pagesExpansion Joints BR 18MNo ratings yet
- Tech Bulletin 718 PDFDocument28 pagesTech Bulletin 718 PDFJ. BangjakNo ratings yet
- EU-GMP.2002 - Annex - 16 (Certification by A Certified Person and Batch Release)Document10 pagesEU-GMP.2002 - Annex - 16 (Certification by A Certified Person and Batch Release)bvsc77035100% (1)
- Virosomes: A Novel Strategy For Drug Delivery and TargetingDocument7 pagesVirosomes: A Novel Strategy For Drug Delivery and Targetingkalyankumar42No ratings yet
- Natural Polymer Based Cling Films For Food Packaging: Innovare Academic SciencesDocument9 pagesNatural Polymer Based Cling Films For Food Packaging: Innovare Academic SciencesSachinNo ratings yet
- Colloid Chemistry and Phase Rule 4022146-1: (Essentials of Physical Chemistry - Arun Bahl & B.S. Bahl) Chapter 19 and 22Document51 pagesColloid Chemistry and Phase Rule 4022146-1: (Essentials of Physical Chemistry - Arun Bahl & B.S. Bahl) Chapter 19 and 22Razan khalidNo ratings yet
- A Descoberta de Diferentes Tipos de Muco Cervical e o Método de Ovulação Billings Erik OdebladDocument31 pagesA Descoberta de Diferentes Tipos de Muco Cervical e o Método de Ovulação Billings Erik OdebladClaudioeTatiane MacedoNo ratings yet
- Mcnichols Master CatalogDocument56 pagesMcnichols Master CatalogULISES MONTANONo ratings yet
- Design Manual Bettati IG-100 PDFDocument56 pagesDesign Manual Bettati IG-100 PDFduje_raftmanNo ratings yet




























































































Download as pdf or txt
You might also like
- Well Intervention IntroductionDocument43 pagesWell Intervention Introductionmissaoui100% (4)
- Aprilia RS 50 AM6 2000 Service ManualDocument50 pagesAprilia RS 50 AM6 2000 Service ManualDaan van der MeulenNo ratings yet
- Plano ERIDocument1 pagePlano ERIDennis Guajardo Lara100% (1)
- Afm G550 - Limitations PDFDocument99 pagesAfm G550 - Limitations PDFAZIZNo ratings yet
- Afm G550 - Limitations PDFDocument99 pagesAfm G550 - Limitations PDFAZIZNo ratings yet
- GRP TANK Installation Method StatementDocument2 pagesGRP TANK Installation Method StatementQasim Khan82% (11)
- NAS1835Document3 pagesNAS1835Ray DutchmanNo ratings yet
- NAS1834Document2 pagesNAS1834Ray DutchmanNo ratings yet
- Insert, Molded In, CSK and Thru Clearance Hole, Sandwich PanelDocument2 pagesInsert, Molded In, CSK and Thru Clearance Hole, Sandwich PanelSon Nguyen100% (1)
- NAS1836Document3 pagesNAS1836Ray DutchmanNo ratings yet
- 98-788381-0X AP376-381 100-125KVA System WDDocument3 pages98-788381-0X AP376-381 100-125KVA System WDKuldeep KoulNo ratings yet
- Mapping Kabel Area ProduksiDocument3 pagesMapping Kabel Area ProduksiHarmawan SaranaprimaNo ratings yet
- Ee FinalsDocument3 pagesEe FinalsJILIANE LUISZ SOLANOYNo ratings yet
- Energy Recovery: Cosider SDEMDocument6 pagesEnergy Recovery: Cosider SDEMhireche elhaceneNo ratings yet
- Vakumski Sklopnik PDFDocument4 pagesVakumski Sklopnik PDFzakirNo ratings yet
- Hot Insulation Supports ENCI E16 FOR N:Na Mimed Storage TanksDocument3 pagesHot Insulation Supports ENCI E16 FOR N:Na Mimed Storage TankssahilNo ratings yet
- Electronic Copy of Original Generated On Jul 11, 2014 7:01 AMDocument1 pageElectronic Copy of Original Generated On Jul 11, 2014 7:01 AMJuan OrtegaNo ratings yet
- Ga 2400 Kva, 11-0.800 KV Octc R5Document10 pagesGa 2400 Kva, 11-0.800 KV Octc R5Chaturbhai HadiyalNo ratings yet
- Transmision RTLO 14618ADocument2 pagesTransmision RTLO 14618ATractopartes IntertipNo ratings yet
- Kan Home Subbu BLD PlanDocument1 pageKan Home Subbu BLD Plansubramanian.sundaramurthyNo ratings yet
- Aiwa csd-td9 csd-td19 090273613t2Document16 pagesAiwa csd-td9 csd-td19 090273613t2Victor VilcapomaNo ratings yet
- Part Catalogue Satria HiuDocument56 pagesPart Catalogue Satria HiuAldi KusumawNo ratings yet
- Laporan Sementara PIN TSCA - Pak TotoDocument3 pagesLaporan Sementara PIN TSCA - Pak TotoAmir Cinde ParikesitNo ratings yet
- Tank Drawing MarkupDocument2 pagesTank Drawing MarkupbharanidharanNo ratings yet
- DS Unit - 271023aDocument1 pageDS Unit - 271023araitejeevenggservicesNo ratings yet
- GL600 - CAST - STEEL - GL - Specs Uns TrimDocument1 pageGL600 - CAST - STEEL - GL - Specs Uns TrimPriyanka rajpurohitNo ratings yet
- Pf20xxx XXXX SF 10 InstDocument1 pagePf20xxx XXXX SF 10 InstFelipe SalvatierraNo ratings yet
- Import Export ControllerDocument1 pageImport Export ControllerAli Mehmood MalhiNo ratings yet
- NA2159Document2 pagesNA2159Bogdan RusuNo ratings yet
- 660 Gallon TankDocument2 pages660 Gallon Tankleeconner3No ratings yet
- A N E SIO R NAP 100: H I T N NE IdleDocument8 pagesA N E SIO R NAP 100: H I T N NE IdleBisma MasoodNo ratings yet
- Illustration 29 07 2017 PDFDocument1 pageIllustration 29 07 2017 PDFGlenn D. KleinNo ratings yet
- 3 - Dimension For Cond Unit - 010Document4 pages3 - Dimension For Cond Unit - 010rendiirawan19No ratings yet
- 74LS123Document10 pages74LS123jonat09No ratings yet
- Nas 1714Document2 pagesNas 1714YossiNo ratings yet
- Album Gambar 3Document18 pagesAlbum Gambar 3bangun setoNo ratings yet
- Adobe Scan 14-Dec-2020Document2 pagesAdobe Scan 14-Dec-2020kiran kumar GummaNo ratings yet
- Collar Flexible Plano General-1Document1 pageCollar Flexible Plano General-1jarryNo ratings yet
- 621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Document2 pages621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Nelson ConselhoNo ratings yet
- Panel MokkoDocument36 pagesPanel MokkoSantos Zink Ngertii ApeNo ratings yet
- 21 PDFDocument1 page21 PDFAnubhav Hem Kumar JainNo ratings yet
- Power Train - CB 434-CDocument20 pagesPower Train - CB 434-CVictorNo ratings yet
- Catalog of Replacement Parts: SlicersDocument24 pagesCatalog of Replacement Parts: SlicersjoeNo ratings yet
- 74LS125Document3 pages74LS125jaja558No ratings yet
- 74LS125ADocument5 pages74LS125Abl19cm7No ratings yet
- Pressure Relief Valve-NewDocument4 pagesPressure Relief Valve-Newnikaro1989No ratings yet
- Repair Manual 125 Series PDFDocument16 pagesRepair Manual 125 Series PDFWichain RotchuNo ratings yet
- Foreman 2Document1 pageForeman 2riogeskyNo ratings yet
- 11KV高压开关图纸Document30 pages11KV高压开关图纸gotntNo ratings yet
- F.T - Roll N LockDocument31 pagesF.T - Roll N LockSOCORRO RENDONNo ratings yet
- GL300 CAST STEEL GL SpecsDocument1 pageGL300 CAST STEEL GL SpecsPriyanka rajpurohitNo ratings yet
- Legend:: ME TR ICDocument4 pagesLegend:: ME TR ICAranguthy CabreraNo ratings yet
- Product - Support - Precor - Parts Diagrams - Commercial Equipment - Strength Equipment - 820 Ten Station, Multi StationDocument11 pagesProduct - Support - Precor - Parts Diagrams - Commercial Equipment - Strength Equipment - 820 Ten Station, Multi StationJorge TabiloNo ratings yet
- Mo-11 Intermediate Shaft & Coupling Bolt & Nut - Voc DaisyDocument5 pagesMo-11 Intermediate Shaft & Coupling Bolt & Nut - Voc Daisygentar riyadhiNo ratings yet
- Z BG s05 s23 FDR Rev0 W CoverDocument2 pagesZ BG s05 s23 FDR Rev0 W CoverHany NassimNo ratings yet
- Drive Train (S - N A3NV11001 - A3NV20687, A3NV20738, A3NW11001 - A3NW12926) - S650Document3 pagesDrive Train (S - N A3NV11001 - A3NV20687, A3NV20738, A3NW11001 - A3NW12926) - S650ferneyNo ratings yet
- Epwr ChartsDocument3 pagesEpwr ChartsjazzmanPLNo ratings yet
- RMS Blancking PlugDocument3 pagesRMS Blancking PlugAzat100% (2)
- 3-Line To 8-Line Decoders/Demultiplexers With Address Latches SN54/74LS137Document5 pages3-Line To 8-Line Decoders/Demultiplexers With Address Latches SN54/74LS137Matias Davyt LujánNo ratings yet
- D D D D D D: Description/ordering InformationDocument11 pagesD D D D D D: Description/ordering InformationSandro RodrigoNo ratings yet
- 11 2 GeometryDocument30 pages11 2 GeometryvnenovNo ratings yet
- Instructiuni JaluzeleDocument1 pageInstructiuni JaluzeleandrevsNo ratings yet
- Ingenieria-Cema 300-Screw Conveyor StandardDocument33 pagesIngenieria-Cema 300-Screw Conveyor StandardVICTORNo ratings yet
- Mil DTL 83420MDocument26 pagesMil DTL 83420MAZIZNo ratings yet
- EU-UK TIP Final May 2021Document70 pagesEU-UK TIP Final May 2021AZIZNo ratings yet
- United States Patent Application Publication: Delaune Pub. No.: Pub. DateDocument13 pagesUnited States Patent Application Publication: Delaune Pub. No.: Pub. DateAZIZNo ratings yet
- 02 09 03.0 - 8Document7 pages02 09 03.0 - 8AZIZNo ratings yet
- Sr02393ch (Latest)Document1 pageSr02393ch (Latest)AZIZNo ratings yet
- "+" Indicates That The Item Is Installed On RH, " "When Installed On LHDocument1 page"+" Indicates That The Item Is Installed On RH, " "When Installed On LHAZIZNo ratings yet
- Akril Decorative Panels: Brilliant PerformanceDocument4 pagesAkril Decorative Panels: Brilliant PerformanceMathKeysNo ratings yet
- Asi#87296 Sage#50100 DC#100329Document116 pagesAsi#87296 Sage#50100 DC#100329Roberto LeboeufNo ratings yet
- Edta PDFDocument14 pagesEdta PDFengineer bilalNo ratings yet
- DixitDocument4 pagesDixitrajendransuganthNo ratings yet
- Aspac Royalloy enDocument7 pagesAspac Royalloy enNugroho Faris SudrajatNo ratings yet
- 3 BacteriaDocument19 pages3 BacteriaUzair AhmedNo ratings yet
- Research PaperDocument3 pagesResearch Paperapi-450176422No ratings yet
- 2D Nanomaterials As LubricantDocument14 pages2D Nanomaterials As LubricantwhutecompressorNo ratings yet
- Eenadu - Pratibha: Key-SheetDocument11 pagesEenadu - Pratibha: Key-SheetSayan Kumar KhanNo ratings yet
- 1127 Raceway System TrainingDocument50 pages1127 Raceway System Training54045114No ratings yet
- 01 BIO4600 BioMEMS IntroductionDocument55 pages01 BIO4600 BioMEMS IntroductionMd Ehtashamul HaqueNo ratings yet
- Injection Molding Machine SnopsisDocument6 pagesInjection Molding Machine Snopsisrajinder kutaalNo ratings yet
- Advanced Nuclear Physics by Imran AzizDocument187 pagesAdvanced Nuclear Physics by Imran AzizDr.Imran AzizNo ratings yet
- Enimex - BVFL - GB PDFDocument6 pagesEnimex - BVFL - GB PDFAlienshowNo ratings yet
- Intercellular CommunicationDocument8 pagesIntercellular CommunicationShahran KumarNo ratings yet
- Project On PollutionDocument29 pagesProject On Pollutionvimal100% (1)
- S2.06.02 1K All Plastics Primer APACDocument4 pagesS2.06.02 1K All Plastics Primer APACWawan BudiantoNo ratings yet
- SKL 3013: Chemistry Laboratory Management Techniques: Fatini Zakirah Binti Zaharin D20161073878Document11 pagesSKL 3013: Chemistry Laboratory Management Techniques: Fatini Zakirah Binti Zaharin D20161073878nadhirahNo ratings yet
- Expansion Joints BR 18Document4 pagesExpansion Joints BR 18MNo ratings yet
- Tech Bulletin 718 PDFDocument28 pagesTech Bulletin 718 PDFJ. BangjakNo ratings yet
- EU-GMP.2002 - Annex - 16 (Certification by A Certified Person and Batch Release)Document10 pagesEU-GMP.2002 - Annex - 16 (Certification by A Certified Person and Batch Release)bvsc77035100% (1)
- Virosomes: A Novel Strategy For Drug Delivery and TargetingDocument7 pagesVirosomes: A Novel Strategy For Drug Delivery and Targetingkalyankumar42No ratings yet
- Natural Polymer Based Cling Films For Food Packaging: Innovare Academic SciencesDocument9 pagesNatural Polymer Based Cling Films For Food Packaging: Innovare Academic SciencesSachinNo ratings yet
- Colloid Chemistry and Phase Rule 4022146-1: (Essentials of Physical Chemistry - Arun Bahl & B.S. Bahl) Chapter 19 and 22Document51 pagesColloid Chemistry and Phase Rule 4022146-1: (Essentials of Physical Chemistry - Arun Bahl & B.S. Bahl) Chapter 19 and 22Razan khalidNo ratings yet
- A Descoberta de Diferentes Tipos de Muco Cervical e o Método de Ovulação Billings Erik OdebladDocument31 pagesA Descoberta de Diferentes Tipos de Muco Cervical e o Método de Ovulação Billings Erik OdebladClaudioeTatiane MacedoNo ratings yet
- Mcnichols Master CatalogDocument56 pagesMcnichols Master CatalogULISES MONTANONo ratings yet
- Design Manual Bettati IG-100 PDFDocument56 pagesDesign Manual Bettati IG-100 PDFduje_raftmanNo ratings yet