Download as pdf or txt
You might also like
- BS en 01040-2005Document44 pagesBS en 01040-2005mamatnamaku100% (5)
- Density and Relative Density (Specific Gravity) of Liquids by Bingham PycnometerDocument6 pagesDensity and Relative Density (Specific Gravity) of Liquids by Bingham PycnometerPyone Ei ZinNo ratings yet
- Free Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDocument5 pagesFree Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDr Engr Md Zillur RahmanNo ratings yet
- Effects of Fibre Surface Treatment On Fracture-Mechanical Properties of Sisal-Fibre CompositeDocument2 pagesEffects of Fibre Surface Treatment On Fracture-Mechanical Properties of Sisal-Fibre CompositePraveen KumarNo ratings yet
- Report Proj Composite Materials Based On Coconut FiberDocument30 pagesReport Proj Composite Materials Based On Coconut Fibermujeeb100% (1)
- Composites Part B: D.K.K. Cavalcanti, M.D. Banea, J.S.S. Neto, R.A.A. Lima, L.F.M. Da Silva, R.J.C. CarbasDocument8 pagesComposites Part B: D.K.K. Cavalcanti, M.D. Banea, J.S.S. Neto, R.A.A. Lima, L.F.M. Da Silva, R.J.C. Carbasmohd asrofi muslim0% (1)
- Chapter 2Document58 pagesChapter 2AndreaAbdelLatifNo ratings yet
- WatermelonDocument6 pagesWatermelonrezaNo ratings yet
- 2.literature ReviewDocument8 pages2.literature ReviewMohanraj SubramaniNo ratings yet
- Literature SurveyDocument14 pagesLiterature SurveyMukesh PatilNo ratings yet
- Natural Fiber Reinforced Composites ThesisDocument4 pagesNatural Fiber Reinforced Composites Thesisafknufgbn100% (2)
- Composites Part A: Weronika Gieparda, Szymon Rojewski, Sven Wüstenhagen, Anna Kicinska-Jakubowska, Andreas KrombholzDocument10 pagesComposites Part A: Weronika Gieparda, Szymon Rojewski, Sven Wüstenhagen, Anna Kicinska-Jakubowska, Andreas KrombholzMuhammad Abdur RashidNo ratings yet
- Guzmán 2018 IOP Conf. Ser. Mater. Sci. Eng. 437 012015Document13 pagesGuzmán 2018 IOP Conf. Ser. Mater. Sci. Eng. 437 012015deathjester1No ratings yet
- Effect of Fibre Orientation On The Mechanical Properties of Polypropylenelyocell Composites2018celluloseDocument14 pagesEffect of Fibre Orientation On The Mechanical Properties of Polypropylenelyocell Composites2018celluloseLizbeth Fernanda AnaveNo ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Jute With Sic Hybrid Final Copy IIDocument18 pagesJute With Sic Hybrid Final Copy IIvaitheemechNo ratings yet
- Investigation of Mechanical Behaviour of Sisal Epoxy Hybrid CompositesDocument7 pagesInvestigation of Mechanical Behaviour of Sisal Epoxy Hybrid CompositesYuvaraj RajuNo ratings yet
- Composites: Part B: M.M. Kabir, H. Wang, K.T. Lau, F. CardonaDocument10 pagesComposites: Part B: M.M. Kabir, H. Wang, K.T. Lau, F. CardonaJean VillanuevaNo ratings yet
- Lobo 2021Document8 pagesLobo 2021Yerco muñozNo ratings yet
- Ferreira 2017 - Effect of Hornification On The Stucture, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Based Composite SystemsDocument11 pagesFerreira 2017 - Effect of Hornification On The Stucture, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Based Composite SystemsDimas DelgadoNo ratings yet
- A Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesDocument18 pagesA Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesAnshu AgrawalNo ratings yet
- Attahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Document12 pagesAttahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Ivan LingNo ratings yet
- Bioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersDocument14 pagesBioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersAbdul jeleelNo ratings yet
- 1 s2.0 S1359835X10000850 Main PDFDocument14 pages1 s2.0 S1359835X10000850 Main PDFIsrael RicoNo ratings yet
- Natural FiberDocument7 pagesNatural FiberWael MotranNo ratings yet
- Influence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesDocument16 pagesInfluence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesWalid YahiaouiNo ratings yet
- Oushabi 2017 (Alakli Treatment)Document8 pagesOushabi 2017 (Alakli Treatment)Miguel Angel Ramos RuizNo ratings yet
- Composites Science and Technology: SciencedirectDocument9 pagesComposites Science and Technology: SciencedirectAndrés Felipe MontoyaNo ratings yet
- Keywords:, Sisal Fiber, Dyneema Fiber, Epoxy, Mechanical Properties, Structural AnalysisDocument3 pagesKeywords:, Sisal Fiber, Dyneema Fiber, Epoxy, Mechanical Properties, Structural AnalysisKiran Kumar BollamNo ratings yet
- Materials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakDocument5 pagesMaterials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakedmealemNo ratings yet
- Natural Fibres - Can They Replace Glass in Fibre Reinforced Plastics PDFDocument6 pagesNatural Fibres - Can They Replace Glass in Fibre Reinforced Plastics PDFAndy OliveraNo ratings yet
- Effect of Natural Fiber Reinforced Polypropylene Composite Using Resin ImpregnationDocument7 pagesEffect of Natural Fiber Reinforced Polypropylene Composite Using Resin ImpregnationchochoNo ratings yet
- Analysing The Combination and Positioning of Bio Fibre and Bio FibreDocument6 pagesAnalysing The Combination and Positioning of Bio Fibre and Bio FibreAadarsh SharmaNo ratings yet
- Development of Aligned Hemp Yarn Reinforced Green Composites With Soy Protein Resin Effect of PH On Mechanical and Inter Facial PropertiesDocument7 pagesDevelopment of Aligned Hemp Yarn Reinforced Green Composites With Soy Protein Resin Effect of PH On Mechanical and Inter Facial PropertiesEduardo FerreiraNo ratings yet
- Temperature Variation On SurfaDocument7 pagesTemperature Variation On SurfaYathish YathiNo ratings yet
- Fig 1: Fiber Reinforced Polymer CompositesDocument23 pagesFig 1: Fiber Reinforced Polymer CompositesanonymousNo ratings yet
- Interfacial Evaluation of Modified Jute and Hemp FibersDocument14 pagesInterfacial Evaluation of Modified Jute and Hemp FibersDr. Arif HidayatNo ratings yet
- Materials 14 07381 v2Document18 pagesMaterials 14 07381 v2Duong Ngoc Hoang DuongNo ratings yet
- Polymers 14 03109 v2Document9 pagesPolymers 14 03109 v2golampyNo ratings yet
- Effect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy CompositesDocument32 pagesEffect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- Composite Structures: F.A. Almansour, H.N. Dhakal, Z.Y. ZhangDocument13 pagesComposite Structures: F.A. Almansour, H.N. Dhakal, Z.Y. ZhangsuganthNo ratings yet
- Effects of Cellulose, Hemicellulose, and Lignin On The Morphology and Mechanical Properties of Metakaolin-Based GeopolymerDocument7 pagesEffects of Cellulose, Hemicellulose, and Lignin On The Morphology and Mechanical Properties of Metakaolin-Based GeopolymerMonicaNo ratings yet
- Composite Material ReportDocument22 pagesComposite Material ReportDevesh RajputNo ratings yet
- A Review On Natural Fibres in The ConcreteDocument5 pagesA Review On Natural Fibres in The Concreteasemamaw damtieNo ratings yet
- Fabricate A Product From NFRCDocument14 pagesFabricate A Product From NFRCjobiraprintingNo ratings yet
- Fabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarDocument12 pagesFabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarPrince Ghosh EponNo ratings yet
- Article EffectOfGrainSizeOnTheStructurDocument9 pagesArticle EffectOfGrainSizeOnTheStructurSayan RakshitNo ratings yet
- Effect of Fiber Length and Chemical Treatment On Wear Rate of The Natural Reinforced PolymerDocument7 pagesEffect of Fiber Length and Chemical Treatment On Wear Rate of The Natural Reinforced PolymerWafaa MahdiNo ratings yet
- Additives Used in Natural Fibre Reinforced Polymer 2022 Materials Today ProDocument8 pagesAdditives Used in Natural Fibre Reinforced Polymer 2022 Materials Today Prodeepali boradeNo ratings yet
- Influence of Fiber Content and Effect of Chemical Pre-Treatments On Mechanical Characterization of Natural Abaca Epoxy CompositesDocument11 pagesInfluence of Fiber Content and Effect of Chemical Pre-Treatments On Mechanical Characterization of Natural Abaca Epoxy CompositesSunil KumarNo ratings yet
- Mechanical Properties of Natural Cellulose Fibers Reinforced PolymerDocument8 pagesMechanical Properties of Natural Cellulose Fibers Reinforced Polymernurshiyama89No ratings yet
- UKMSAINSMalaysiana 4702 Feb 201819Document10 pagesUKMSAINSMalaysiana 4702 Feb 201819OctagonNo ratings yet
- MMCOE Project Report Format 2 - Main BodyDocument12 pagesMMCOE Project Report Format 2 - Main Bodyparthadhav2020.mech1No ratings yet
- Statistical Analysis and Investigation of Tensile Test Data of Coir Composites Reinforced With Graphene, Epoxy and Carbon FibreDocument12 pagesStatistical Analysis and Investigation of Tensile Test Data of Coir Composites Reinforced With Graphene, Epoxy and Carbon FibreVasanthakumar B.E;No ratings yet
- A Review On Natural Fibres in The ConcreteDocument5 pagesA Review On Natural Fibres in The ConcreteHarshitha H DNo ratings yet
- Akash 2017 IOP Conf. Ser.: Mater. Sci. Eng. 191 012003Document6 pagesAkash 2017 IOP Conf. Ser.: Mater. Sci. Eng. 191 012003Deb Dulal TripuraNo ratings yet
- Talahib NFPC Comparative StudyDocument6 pagesTalahib NFPC Comparative StudykirstennoelleignacioNo ratings yet
- Mechanical Property of Surface Modified Natural Fiber Reinforced PLA BiocompositesDocument9 pagesMechanical Property of Surface Modified Natural Fiber Reinforced PLA BiocompositesAndy OliveraNo ratings yet
- Check 20 and 23Document7 pagesCheck 20 and 23Talabi Segun IsaacNo ratings yet
- Flax.e-Glass - Epoxy Hybrid+grapheneDocument15 pagesFlax.e-Glass - Epoxy Hybrid+grapheneANSHIDA ROUNA A N IMS21031No ratings yet
- Materials: Interface Bond Improvement of Sisal Fibre Reinforced Polylactide Composites With Added Epoxy OligomerDocument22 pagesMaterials: Interface Bond Improvement of Sisal Fibre Reinforced Polylactide Composites With Added Epoxy Oligomerali aliNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Materials Horizons: CommunicationDocument10 pagesMaterials Horizons: CommunicationMuhammad Abdur RashidNo ratings yet
- Eco FriendlyDocument50 pagesEco FriendlyMuhammad Abdur RashidNo ratings yet
- Key Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites Focus On PLA Matrix CompositesDocument51 pagesKey Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites Focus On PLA Matrix CompositesMuhammad Abdur RashidNo ratings yet
- Composites Part A: Weronika Gieparda, Szymon Rojewski, Sven Wüstenhagen, Anna Kicinska-Jakubowska, Andreas KrombholzDocument10 pagesComposites Part A: Weronika Gieparda, Szymon Rojewski, Sven Wüstenhagen, Anna Kicinska-Jakubowska, Andreas KrombholzMuhammad Abdur RashidNo ratings yet
- Effect of Chemical Modification On Physical Properties of Natural Fiber-Reinforced Hybrid Polymer CompositesDocument10 pagesEffect of Chemical Modification On Physical Properties of Natural Fiber-Reinforced Hybrid Polymer CompositesMuhammad Abdur RashidNo ratings yet
- Polyethylene Green Composites Modified With Post Agricultural Waste Filler: Thermo-Mechanical and Damping PropertiesDocument14 pagesPolyethylene Green Composites Modified With Post Agricultural Waste Filler: Thermo-Mechanical and Damping PropertiesMuhammad Abdur RashidNo ratings yet
- A Review: Nanomaterials As A Filler in Natural Fiber Reinforced CompositesDocument16 pagesA Review: Nanomaterials As A Filler in Natural Fiber Reinforced CompositesMuhammad Abdur RashidNo ratings yet
- 10.1007@978 981 15 3669 4Document388 pages10.1007@978 981 15 3669 4Muhammad Abdur RashidNo ratings yet
- ASTM C302 Preformed Pipe-Covering InsulationDocument3 pagesASTM C302 Preformed Pipe-Covering InsulationMike DukasNo ratings yet
- Textbook Ebook Chemistry Chemical Reactivity 10Th Edition John C Kotz All Chapter PDFDocument43 pagesTextbook Ebook Chemistry Chemical Reactivity 10Th Edition John C Kotz All Chapter PDFdebra.lee709100% (7)
- Science Review ParticlesDocument8 pagesScience Review ParticlesCatherine JeaneNo ratings yet
- Purification of A Synthetic Oligonucleotide by Anion Exchange Chromatography Method Optimisation and Scale-UpDocument10 pagesPurification of A Synthetic Oligonucleotide by Anion Exchange Chromatography Method Optimisation and Scale-UpMike BudimanNo ratings yet
- 23 Examples of Temporary Change - SimplicableDocument5 pages23 Examples of Temporary Change - SimplicableAnyumiza InnocentNo ratings yet
- PolymerchemistryDocument10 pagesPolymerchemistryhery siregarNo ratings yet
- Enhanced Oil Recovery Using Oleic Acid-Modified TitaniaDocument10 pagesEnhanced Oil Recovery Using Oleic Acid-Modified TitaniaThanh NguyenNo ratings yet
- Corrosion in The Refining IndustryDocument98 pagesCorrosion in The Refining IndustryK LandryNo ratings yet
- Sample: Acidic Exposure - H2SO4 - TM 005Document5 pagesSample: Acidic Exposure - H2SO4 - TM 005G.W.S.S.B SUB DVISION2 MORBINo ratings yet
- Ijseas 20150634Document14 pagesIjseas 20150634BIPL REPORTNo ratings yet
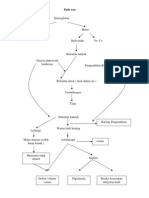
- Pathway HiperbilirubinDocument1 pagePathway HiperbilirubinHendri Ty100% (1)
- IChO56 Preparatory Problems 20240131 PublicDocument102 pagesIChO56 Preparatory Problems 20240131 PublicMiao MiaoNo ratings yet
- Respiration Is of Two TypesDocument3 pagesRespiration Is of Two TypesKyng GamariNo ratings yet
- LAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Document3 pagesLAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Ann Jonneth Perino RicoNo ratings yet
- Grade 12 Physical Science Week 6 SLMbookletDocument17 pagesGrade 12 Physical Science Week 6 SLMbookletShiela Jane EstacionNo ratings yet
- Bio-Lubricant Production From Vegetable Oil and Animal Fat: International UniversityDocument52 pagesBio-Lubricant Production From Vegetable Oil and Animal Fat: International UniversityKiệtNguyễnNo ratings yet
- 06 ELEMENTIS Adhesives SealantsDocument82 pages06 ELEMENTIS Adhesives SealantsAmit MahajanNo ratings yet
- Intermolecular Forces ActivityDocument3 pagesIntermolecular Forces ActivityErika DockeryNo ratings yet
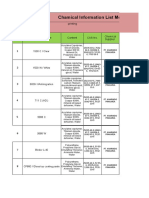
- Chemical ListDocument8 pagesChemical ListKodok TheexplorerNo ratings yet
- PANDIYANKUPPUSAMY-NEOGI2013 Article InfluenceOfCuringAgentsOnGelatDocument8 pagesPANDIYANKUPPUSAMY-NEOGI2013 Article InfluenceOfCuringAgentsOnGelatKhaledAhmedNo ratings yet
- Measurementofdensity Article FinalDocument4 pagesMeasurementofdensity Article FinalGerónimo PerazzoNo ratings yet
- Fosroc Conplast F292Document4 pagesFosroc Conplast F292Vincent JavateNo ratings yet
- 3 s2.0 B9781569905869500013 MainDocument19 pages3 s2.0 B9781569905869500013 MainJorge CamargoNo ratings yet
- EN8 Technical Data: Typical AnalysisDocument1 pageEN8 Technical Data: Typical AnalysisMari selvamNo ratings yet
- The Chemistry of Polyethylene Insulation PDFDocument11 pagesThe Chemistry of Polyethylene Insulation PDFluna bfqNo ratings yet
- What IS Inorganic ChemistryDocument2 pagesWhat IS Inorganic ChemistryRoja ReddyNo ratings yet
- 131739-Article Text-355354-1-10-20160310Document12 pages131739-Article Text-355354-1-10-20160310Leanne RedfearnNo ratings yet
- Tds - Proxel GXL - en - 08-04-2020Document2 pagesTds - Proxel GXL - en - 08-04-2020Maximiliano MackeviciusNo ratings yet