Download as pdf or txt
You might also like
- Casting Defects & RemediesDocument40 pagesCasting Defects & RemediesMurali80% (5)
- MSDS - M-51Document7 pagesMSDS - M-51External Relations DepartmentNo ratings yet
- 2 Defects and DiscontinutiesDocument33 pages2 Defects and DiscontinutiesSandip GhimireNo ratings yet
- Casting DefectsDocument23 pagesCasting DefectsRamanujam RadhakrishnanNo ratings yet
- Deffects of CastingDocument8 pagesDeffects of Castingtayyab khanNo ratings yet
- Casting DefectsDocument20 pagesCasting Defectskk11091079No ratings yet
- Casting DefectsDocument8 pagesCasting Defectsananth.sankar123No ratings yet
- Unit 3 Casting DefectsDocument70 pagesUnit 3 Casting Defectsraymon sharmaNo ratings yet
- Casting DefectsDocument2 pagesCasting DefectsNaman ShethNo ratings yet
- Pe301, C Tech. CH.6 Casting DefectsDocument15 pagesPe301, C Tech. CH.6 Casting Defectsakshatkumargarg 2K20PE09No ratings yet
- Casting DefectsDocument7 pagesCasting DefectsJackie KendiNo ratings yet
- Cobalt Chrome 3Document7 pagesCobalt Chrome 3Jackie KendiNo ratings yet
- 21 Types Casting DefectsDocument94 pages21 Types Casting DefectsNarayanakumar A.PNo ratings yet
- Casting Defects: Gas PorosityDocument8 pagesCasting Defects: Gas PorosityAll In OneNo ratings yet
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Drop: CausesDocument10 pagesDrop: CausesShantha Kumar G CNo ratings yet
- Casting DefectsDocument12 pagesCasting DefectsPushkar GopalNo ratings yet
- Typical Casting DefectsDocument16 pagesTypical Casting DefectsSeah Ying ZhiNo ratings yet
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Investment CastingDocument14 pagesInvestment CastingDeepak VelusamyNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsChinmay Das89% (9)
- Casting DefectsDocument5 pagesCasting DefectsNayeem pashaNo ratings yet
- Unit1 - 7 - Casting DefectsDocument36 pagesUnit1 - 7 - Casting DefectsPrajesh KrishnaNo ratings yet
- Casting DefectsDocument38 pagesCasting DefectsAhmad Raza TararNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- Defect in Casting For Amie Manufacturing Technology and Manufacturing ScienceDocument33 pagesDefect in Casting For Amie Manufacturing Technology and Manufacturing ScienceparameshwaranpraveenNo ratings yet
- Metal CastingDocument69 pagesMetal CastingChalamaiah GuntupalliNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Casting DefectsDocument35 pagesCasting DefectsYaser Mohamed AbasNo ratings yet
- 21 Casting Defects and How To Prevent Them in Your ProductsDocument1 page21 Casting Defects and How To Prevent Them in Your ProductsmkmkhairiNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsGurjinder SinghNo ratings yet
- WINSEM2020-21 MEE1007 ETH VL2020210506859 Reference Material I 09-Apr-2021 Lec 8-MEE1007-MP-Casting Defect and InspectionDocument57 pagesWINSEM2020-21 MEE1007 ETH VL2020210506859 Reference Material I 09-Apr-2021 Lec 8-MEE1007-MP-Casting Defect and InspectionSmita AshturkarNo ratings yet
- Casting DefectsDocument9 pagesCasting DefectsRao YasirNo ratings yet
- Casting DefectsDocument7 pagesCasting Defectsmannu_riderNo ratings yet
- Casting DefectsDocument12 pagesCasting DefectsmohamedNo ratings yet
- MisrunsDocument5 pagesMisrunsAgung Ngurah RendraNo ratings yet
- DefectsDocument51 pagesDefectsCollege BoysNo ratings yet
- Defect and LimitationDocument4 pagesDefect and LimitationFirdaus IliasNo ratings yet
- Special Casting ProcessesDocument25 pagesSpecial Casting ProcessesV Phanindra BoguNo ratings yet
- Pemilba CastingDocument8 pagesPemilba CastingRefky FNo ratings yet
- Part-C Defects - Nptel PDFDocument5 pagesPart-C Defects - Nptel PDFLakhwant Singh KhalsaNo ratings yet
- Factors Affecting CastingDocument6 pagesFactors Affecting CastingMuhammad BilalNo ratings yet
- Casting DefectsDocument12 pagesCasting Defectssushil.vgiNo ratings yet
- Casting DefectsDocument14 pagesCasting Defectsadbsalman734No ratings yet
- Casting DefectsDocument24 pagesCasting DefectsRadheshyam Suwalka100% (1)
- Casting DefectsDocument2 pagesCasting DefectsVishnu VaishnaniNo ratings yet
- Analysis Laporan PKLDocument10 pagesAnalysis Laporan PKLAnonymous qWGYhGtiKbNo ratings yet
- Casting Defects: Numerous Opportunities To Go Wrong in A Casting OperationDocument21 pagesCasting Defects: Numerous Opportunities To Go Wrong in A Casting OperationThahir ShahNo ratings yet
- Lect 6Document28 pagesLect 6e22mecu0009No ratings yet
- Chapter-1c-Casting Defects and Remedies PDFDocument71 pagesChapter-1c-Casting Defects and Remedies PDFakrishu100% (1)
- Casting Defects - Sand Mold, Metal CastingDocument12 pagesCasting Defects - Sand Mold, Metal CastingFarhan EllahiNo ratings yet
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanNo ratings yet
- NDT Discontinuities - World of NDTDocument51 pagesNDT Discontinuities - World of NDTHòa NguyễnNo ratings yet
- Defects in CastingDocument4 pagesDefects in CastingArjun Singh MarjaraNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Blacksmith HobbyistFrom EverandThe Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Blacksmith HobbyistRating: 4 out of 5 stars4/5 (1)
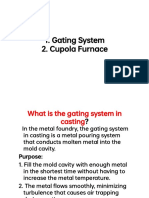
- Gating System and CupolaDocument18 pagesGating System and CupolaArya PrakashNo ratings yet
- Die CastingDocument6 pagesDie CastingArya PrakashNo ratings yet
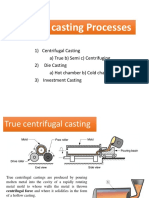
- Centrifugal CastingDocument6 pagesCentrifugal CastingArya PrakashNo ratings yet
- Unit-Ii Manufacturing ProcessesDocument16 pagesUnit-Ii Manufacturing ProcessesArya PrakashNo ratings yet
- Chemical - Set 1 - Questions PDFDocument4 pagesChemical - Set 1 - Questions PDFvksumanthNo ratings yet
- Analyser PDFDocument172 pagesAnalyser PDFRandy LangleyNo ratings yet
- FI Air Separator Brochure SMDocument7 pagesFI Air Separator Brochure SMEd OrtizNo ratings yet
- Application of Evaporation in Pharmacy 1Document9 pagesApplication of Evaporation in Pharmacy 1Parthiba GhoshNo ratings yet
- GTC Installation Method Rev Rev.0B30.03Document26 pagesGTC Installation Method Rev Rev.0B30.03Yery Awan Susanto100% (1)
- Troyke catalogWEBDocument11 pagesTroyke catalogWEBTudosa PetruNo ratings yet
- Replacement of Cement With Rice Husk Ash RHADocument42 pagesReplacement of Cement With Rice Husk Ash RHACHIRANJIB SENAPATINo ratings yet
- GROUP 3 - LABORATORY REPORT 1 - Composition-Of-Most-Organic-CompoundsDocument11 pagesGROUP 3 - LABORATORY REPORT 1 - Composition-Of-Most-Organic-CompoundsJESSIE FREDRICK DALANIELNo ratings yet
- New Household ItemsDocument30 pagesNew Household ItemsAstrael KokebNo ratings yet
- W140 Rear Door Electric Window Lift RemovalDocument4 pagesW140 Rear Door Electric Window Lift RemovalDaniel AlvaradoNo ratings yet
- Marking SchemesDocument387 pagesMarking SchemesTSS DTNo ratings yet
- Asme1index PDFDocument31 pagesAsme1index PDFPopescu AlinNo ratings yet
- KineticsDocument10 pagesKineticsJohn CyrilNo ratings yet
- Gate Valves: Ips Carbon Steel Pipe - Fire Protection ValvesDocument8 pagesGate Valves: Ips Carbon Steel Pipe - Fire Protection ValvesAndi IrawanNo ratings yet
- Alkaleen Safety LiquidDocument1 pageAlkaleen Safety LiquidbhaveshNo ratings yet
- UntitledDocument364 pagesUntitledHarue Lee100% (1)
- Mil STD 1537CDocument19 pagesMil STD 1537CfdcarazoNo ratings yet
- EKT Mech 2014 2Document9 pagesEKT Mech 2014 2Ravinder ReddyNo ratings yet
- Etds 6900 20x - v21Document2 pagesEtds 6900 20x - v21Nirupam KediaNo ratings yet
- Cooper Tire Serbia - Vendor List of Equipment and Materials - 12.09.2018.Document3 pagesCooper Tire Serbia - Vendor List of Equipment and Materials - 12.09.2018.Nikola ZecevicNo ratings yet
- Biomass Principles of Bio Conversion: SLIDE 1/29 Snsce/Eee/Res/Unit-4/P.SangeethaDocument15 pagesBiomass Principles of Bio Conversion: SLIDE 1/29 Snsce/Eee/Res/Unit-4/P.SangeethaNandakumarNo ratings yet
- Bs 1723-3-Methods For NDT BrazingDocument61 pagesBs 1723-3-Methods For NDT BrazingmaguenhoyosNo ratings yet
- Multi-Dynamic Analysis and Design of A Tall Building: Syed Abbas Ahmed, A.SivakumaraDocument6 pagesMulti-Dynamic Analysis and Design of A Tall Building: Syed Abbas Ahmed, A.SivakumaraS Abbas AhmedNo ratings yet
- Electric Rice CookerDocument11 pagesElectric Rice CookerDharam BassiNo ratings yet
- Design, Fabrication, Supply, Installation & Commissioning of Passenger Lift For ITMT Building at CREST, HosakoteDocument25 pagesDesign, Fabrication, Supply, Installation & Commissioning of Passenger Lift For ITMT Building at CREST, HosakoteAbhinav SinghNo ratings yet
- Causes of Bearing Failures PDFDocument7 pagesCauses of Bearing Failures PDFSRINIVASA RAO DUVVADANo ratings yet
- Unit 2 - Machine Tools PDFDocument96 pagesUnit 2 - Machine Tools PDFKrishnan VelavanNo ratings yet
- And AppliedDocument36 pagesAnd AppliedGeorgiana-LuizaNo ratings yet
- Forming ProcessesDocument8 pagesForming ProcessesKishor PatilNo ratings yet