Download as pdf or txt
You might also like
- Inspection and Test Plan - Pressure Vessel Fabrication (ITP)Document9 pagesInspection and Test Plan - Pressure Vessel Fabrication (ITP)Senthil Kumaran100% (2)
- E&I Quality PlanDocument9 pagesE&I Quality PlanJithuRajNo ratings yet
- SMChap 018Document32 pagesSMChap 018testbank100% (10)
- ITP For Installation For PVC Perforated Pipes of Underdrain SystemDocument3 pagesITP For Installation For PVC Perforated Pipes of Underdrain SystemImho Tep75% (4)
- Abb Itp-Ega - PCC Extension Panel - Itp - Rev0Document12 pagesAbb Itp-Ega - PCC Extension Panel - Itp - Rev0naumanNo ratings yet
- For Field Joint CoatingDocument8 pagesFor Field Joint Coatingrebbouche bilelNo ratings yet
- P1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkDocument4 pagesP1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkEILA545 QAQCNo ratings yet
- ITPDocument7 pagesITPSyed Mahmud Habibur Rahman83% (6)
- Document Number: P1066-Ctd-Qac-Itp-003 Document Title: Inspection & Test Plan For Fabrication, Erection & Testing of Piping WorkDocument16 pagesDocument Number: P1066-Ctd-Qac-Itp-003 Document Title: Inspection & Test Plan For Fabrication, Erection & Testing of Piping WorkEILA545 QAQCNo ratings yet
- Itp Forabove Grade and Embedded Conduits Rev. 0Document6 pagesItp Forabove Grade and Embedded Conduits Rev. 0sartaj0% (1)
- 0-ITP For Tank Bottom Plate Replacement 9008Document9 pages0-ITP For Tank Bottom Plate Replacement 9008Nuwan Chamara RanaweeraNo ratings yet
- WE1884 - ITP For Shop Fab. of Header Coils-120813Document4 pagesWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- P1066-CTD-QAC-ITP-001-Rev-C-ITP For Fabrication, Erection & Testing of Tank WorkDocument9 pagesP1066-CTD-QAC-ITP-001-Rev-C-ITP For Fabrication, Erection & Testing of Tank WorkEILA545 QAQCNo ratings yet
- Tank Erection Itp Org ChartDocument34 pagesTank Erection Itp Org Chartvasantha kumar100% (1)
- INSPECTION AND TEST PLAN PipingDocument4 pagesINSPECTION AND TEST PLAN PipingTaofik HidayatullohNo ratings yet
- HTG365. QAC. Inspection and Test Plan REV 2. 2022 06 24 (2) MRADocument10 pagesHTG365. QAC. Inspection and Test Plan REV 2. 2022 06 24 (2) MRAGreg Rabulan100% (1)
- Inspection and Test Plan For HVAC SystemDocument14 pagesInspection and Test Plan For HVAC SystemKarthick BellanNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267Document19 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Site Itp For Fiber Optic Installation B-QAC-PLN-210-39267ZaidiNo ratings yet
- Itp For Piping Fabrication and Erection CorrectionDocument4 pagesItp For Piping Fabrication and Erection CorrectionAnand Ramachandran67% (3)
- Inspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Document5 pagesInspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Daniel Martinez50% (2)
- Inspection and Test Planrev01Document16 pagesInspection and Test Planrev01Nguyễn MinhNo ratings yet
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Document7 pagesPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaNo ratings yet
- 1029 Itp Asme R.ADocument23 pages1029 Itp Asme R.AAnonymous dj2xK2XONo ratings yet
- Rain - Water - 012 - 004 - ITPDocument2 pagesRain - Water - 012 - 004 - ITPwriduan wrdNo ratings yet
- Jsa Installation of Supports and Cable Racks1Document16 pagesJsa Installation of Supports and Cable Racks1loveson709100% (3)
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document14 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- Aluminium & Steel Doors, Windows and VentilatorsDocument7 pagesAluminium & Steel Doors, Windows and Ventilatorsparesh.ahirNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClientAhmed shabanNo ratings yet
- Inspection & Test Plan Advance Valves Butterfly ValvesDocument2 pagesInspection & Test Plan Advance Valves Butterfly Valvessyed jafarNo ratings yet
- CDP RDC Ar Mal Qac 0001Document5 pagesCDP RDC Ar Mal Qac 0001ElvinNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document25 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- TSP Adaptation Project No: Q3510: Inspection and Test Plan of Shop Fabricated Stainless Steel TanksDocument2 pagesTSP Adaptation Project No: Q3510: Inspection and Test Plan of Shop Fabricated Stainless Steel TanksfbellimamNo ratings yet
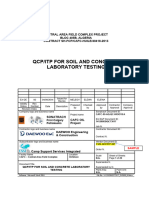
- QCP - ITP For Soil & Concrete Laboratory Testing - CSSIDocument29 pagesQCP - ITP For Soil & Concrete Laboratory Testing - CSSIM'HAMED BENKREIRANo ratings yet
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingDocument7 pagesPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhNo ratings yet
- ITP ContohDocument24 pagesITP Contohyoyok isbanuNo ratings yet
- Itp For Field Erected Tank Rev A PDF FreeDocument9 pagesItp For Field Erected Tank Rev A PDF FreeMahmoud GaberNo ratings yet
- Itp CraneDocument10 pagesItp Cranemuhammad afrizal100% (1)
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- 9686 6150 Itp 000 2505 - A1Document39 pages9686 6150 Itp 000 2505 - A1sivagnanamNo ratings yet
- KLD 00 4500399734 ZV P23 00030 0000 02 Fabrication, Installation & Testing of Structural SteelDocument5 pagesKLD 00 4500399734 ZV P23 00030 0000 02 Fabrication, Installation & Testing of Structural SteelRana AsifNo ratings yet
- Ongc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Document7 pagesOngc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Ankit Kumar100% (1)
- ITP-3041 For PipeDocument8 pagesITP-3041 For PipeSkinhead TvNo ratings yet
- Inspection Test Plan For Storage Tank & Piping System (ITP) : (Arial 12)Document6 pagesInspection Test Plan For Storage Tank & Piping System (ITP) : (Arial 12)Ahmad MohammadNo ratings yet
- ITP For Site Installation of Pipe Rev 1 15.07.10Document4 pagesITP For Site Installation of Pipe Rev 1 15.07.10Rejoy babyNo ratings yet
- QP 101Document7 pagesQP 101mdd omanNo ratings yet
- Inspection Plan For Pipe LineDocument4 pagesInspection Plan For Pipe LineArfanAliNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClienteliiiiiiNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClienteliiiiiiNo ratings yet
- Inspection and Test Plan: S. H. Joo D. H. YounDocument2 pagesInspection and Test Plan: S. H. Joo D. H. YounfitriatitisariNo ratings yet
- ITP - Field Application of Heat Shrink SleeveDocument6 pagesITP - Field Application of Heat Shrink SleeveVasilica BArbarasaNo ratings yet
- ITP For Under Ground Firewater SystemDocument4 pagesITP For Under Ground Firewater SystemjaseelNo ratings yet
- Field ITP For Piping Work Rev.1 RDF 1404Document45 pagesField ITP For Piping Work Rev.1 RDF 1404Ichsan BahrilNo ratings yet
- Wooden Doors & WindowsDocument6 pagesWooden Doors & Windowsparesh.ahirNo ratings yet
- 017-W005-2667 - ITP - PDA Test Rev C0Document3 pages017-W005-2667 - ITP - PDA Test Rev C0Mohammad Hadoumi SaldanNo ratings yet
- VD V013 ZPM Pro 1507Document105 pagesVD V013 ZPM Pro 1507abdulNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- SBG1-00-0K-1-CLD-0008-A ITP For Thermal Control Actuator Installation PDFDocument6 pagesSBG1-00-0K-1-CLD-0008-A ITP For Thermal Control Actuator Installation PDFsalamlinNo ratings yet
- 1.itp Sur 0001Document2 pages1.itp Sur 0001Doni TriatmojoNo ratings yet
- 0279STX N WM PW01 Qa Itp 0011 A02Document31 pages0279STX N WM PW01 Qa Itp 0011 A02praveen 0064No ratings yet
- Document No: Rev: A Number of Page: 1 OF 4: Inspection and Test Plan (Itp)Document4 pagesDocument No: Rev: A Number of Page: 1 OF 4: Inspection and Test Plan (Itp)Ghilman0529No ratings yet
- Codification of Statements on Auditing Standards: Numbers 122 to 133, January 2018From EverandCodification of Statements on Auditing Standards: Numbers 122 to 133, January 2018No ratings yet
- Marketing and Promotion of Xtra Power Fleet Card Loyalty ProgramDocument35 pagesMarketing and Promotion of Xtra Power Fleet Card Loyalty ProgramRAMENDRA100% (1)
- Manufacturing Company BudgetingDocument10 pagesManufacturing Company BudgetingSajakul SornNo ratings yet
- Human Resource Management Practices and Organizational Commitment Towards Work Engagement of Teachers in Tacurong National High SchoolDocument16 pagesHuman Resource Management Practices and Organizational Commitment Towards Work Engagement of Teachers in Tacurong National High SchoolPsychology and Education: A Multidisciplinary JournalNo ratings yet
- Deed of Sale With Assumption of MortgageDocument3 pagesDeed of Sale With Assumption of MortgageReb Reymund Castillo100% (1)
- Bayyaram Pay BillsDocument6 pagesBayyaram Pay BillsMatta Madhu Sudhana RaoNo ratings yet
- Learning Task 1 - Special Journals & Subsidiary Ledgers, Problem #5Document9 pagesLearning Task 1 - Special Journals & Subsidiary Ledgers, Problem #5Feiya LiuNo ratings yet
- 2021W ADMS 4537 Course OutlineDocument4 pages2021W ADMS 4537 Course OutlineAtputhanNo ratings yet
- Feasibility Study LectureDocument18 pagesFeasibility Study LectureNilesh Lokare-PatilNo ratings yet
- Agile Project CharterDocument9 pagesAgile Project CharterJC JuniorNo ratings yet
- Item Submission WorkflowsDocument21 pagesItem Submission WorkflowsGhaziAnwarNo ratings yet
- CRM PDFDocument9 pagesCRM PDFIbrahim S HùzaifaNo ratings yet
- 5039 Assignment Brief 2 Business RecoveryDocument7 pages5039 Assignment Brief 2 Business RecoveryDương Thuý VyNo ratings yet
- Chapter Five 5. Audit EvidenceDocument8 pagesChapter Five 5. Audit EvidenceSeid KassawNo ratings yet
- Vacancy VD ACPLDocument4 pagesVacancy VD ACPLRäj D KîñgNo ratings yet
- Answer:: 1. Describe Three Reasons Why Waiting Is Damaging To Organizations?Document2 pagesAnswer:: 1. Describe Three Reasons Why Waiting Is Damaging To Organizations?Laiza Joyce SalesNo ratings yet
- Business Marketing: Peak Sealing Technologies Product Line Extension DilemmaDocument5 pagesBusiness Marketing: Peak Sealing Technologies Product Line Extension DilemmaAshish KattaNo ratings yet
- Cities: Activity BookDocument18 pagesCities: Activity BookAlejandroNo ratings yet
- Social Impact Consulting vs. Strategy ConsultingDocument11 pagesSocial Impact Consulting vs. Strategy ConsultingCareer EdgeNo ratings yet
- B2123 Mod QPDocument1 pageB2123 Mod QPMurugan MNo ratings yet
- IBPS SO Marketing Mains Current Affairs CapsuleDocument41 pagesIBPS SO Marketing Mains Current Affairs CapsuleAP ABHILASHNo ratings yet
- Liquid Penetrant Testing PDFDocument1 pageLiquid Penetrant Testing PDFKUMARNo ratings yet
- 59280-Article Text-190280-1-10-20230126Document10 pages59280-Article Text-190280-1-10-20230126Mira AprilianaNo ratings yet
- Henry Sy EntrepDocument1 pageHenry Sy EntrepAshly MacandiliNo ratings yet
- Project Stakeholder ManagementDocument31 pagesProject Stakeholder ManagementAisha MalikNo ratings yet
- Inventory ValuationDocument25 pagesInventory ValuationKailas Sree Chandran100% (1)
- GROUP II PPT (2 5pm) Chapter 7, Food IndustryDocument29 pagesGROUP II PPT (2 5pm) Chapter 7, Food IndustryMaryjo RamirezNo ratings yet
- Preimmersion Ctivity 4Document2 pagesPreimmersion Ctivity 4LOSILEN DONESNo ratings yet
- Salient Features of TRAIN LawDocument11 pagesSalient Features of TRAIN LawTiffany TuñacaoNo ratings yet
- Set 5 No. 14Document11 pagesSet 5 No. 14Czarina SarcedaNo ratings yet