
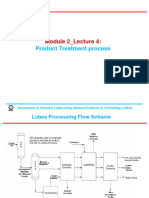
Treament of Lubes
Treament of Lubes
You might also like
- Dewaxing ProcessesDocument19 pagesDewaxing ProcessesMahi FatimaNo ratings yet
- Crude Oil ProcessingDocument19 pagesCrude Oil ProcessingYinka OlatunjiNo ratings yet
- Edible Oil ProcessingDocument22 pagesEdible Oil ProcessingSivamani Selvaraju100% (1)
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.From EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Rating: 4 out of 5 stars4/5 (2)
- Module2 Lect4Document28 pagesModule2 Lect4srirajgirish7No ratings yet
- Evn SDocument31 pagesEvn SMathaneshan RajagopalNo ratings yet
- 4.0 TreatmentDocument15 pages4.0 TreatmentAlhaj MassoudNo ratings yet
- Petroleum RefiningDocument22 pagesPetroleum RefiningNoor Taha ALkarbalaiNo ratings yet
- Lubricating Oil: Petroleum Technology 19-03-2021Document7 pagesLubricating Oil: Petroleum Technology 19-03-2021Lakshya SaxenaNo ratings yet
- Solvent DewaxingDocument14 pagesSolvent Dewaxingابوالحروف العربي ابوالحروفNo ratings yet
- Decolourizing Used Lubricated Oil Using Acid and ClayDocument11 pagesDecolourizing Used Lubricated Oil Using Acid and ClaySeva Juneva RakhmantoNo ratings yet
- Week 9Document27 pagesWeek 9Muhammad Suleman AttariNo ratings yet
- Information Technology Services ControlsDocument12 pagesInformation Technology Services ControlsMohammed AliraqiNo ratings yet
- Liquid FuelsDocument24 pagesLiquid FuelsSAM KALINDENo ratings yet
- 3-Discussed The Distillation-13-01-2022 (13-Jan-2022) Material - I - 13-01-2022 - LECTURE - 3 - Basics - in - DistillationDocument47 pages3-Discussed The Distillation-13-01-2022 (13-Jan-2022) Material - I - 13-01-2022 - LECTURE - 3 - Basics - in - Distillationish guptaNo ratings yet
- Review Paper A Study of Purify The Used Oil Exploitation AcidclayDocument3 pagesReview Paper A Study of Purify The Used Oil Exploitation AcidclaymeetNo ratings yet
- PSPT - Unit - 5 NotesDocument30 pagesPSPT - Unit - 5 Notessandys8754No ratings yet
- Chapter No. 20Document11 pagesChapter No. 20hananNo ratings yet
- Petroleum LectureDocument14 pagesPetroleum LectureAmer ShaierNo ratings yet
- Asphaltenes & Wax Deposition in Production System & Remedial MeasuresDocument43 pagesAsphaltenes & Wax Deposition in Production System & Remedial MeasuresБатырхан ИзбасарNo ratings yet
- 4-Discussed The Crude Desalting Process and Properties of Crude-24-01-2022 (24-Jan-2022) Material - I - 24-01-2022 - LECTURE - 3 - Basics - in - DisDocument50 pages4-Discussed The Crude Desalting Process and Properties of Crude-24-01-2022 (24-Jan-2022) Material - I - 24-01-2022 - LECTURE - 3 - Basics - in - Disish guptaNo ratings yet
- Lubricating Oils 2022Document26 pagesLubricating Oils 2022fodeya8992No ratings yet
- Lube Oil Processing:propane Deasphalting Solvent Extraction, Dewaxing, Additives Production From Refinery FeedstocksDocument7 pagesLube Oil Processing:propane Deasphalting Solvent Extraction, Dewaxing, Additives Production From Refinery FeedstocksSuki SudharsanNo ratings yet
- Bio Energy Presentation of Bio FuelDocument31 pagesBio Energy Presentation of Bio FuelDeep GreyNo ratings yet
- Petroleum Technology 17-03-2021Document8 pagesPetroleum Technology 17-03-2021Lakshya SaxenaNo ratings yet
- Oleochem Chap 1Document47 pagesOleochem Chap 1lolahonez100% (4)
- HSD Bio Diesel and SoapDocument35 pagesHSD Bio Diesel and SoapkdkrkdkrkdkrNo ratings yet
- Lube Oil Re-Refining TechnologyDocument25 pagesLube Oil Re-Refining TechnologySunil BhosaleNo ratings yet
- CrackingDocument20 pagesCrackingNiaz Ali KhanNo ratings yet
- Project Crude OilDocument21 pagesProject Crude OilNishant RandevNo ratings yet
- Pre-Treatment Infinity GroupDocument28 pagesPre-Treatment Infinity Groupsherifelbayoumy266No ratings yet
- Polymer Plymerisation IonDocument18 pagesPolymer Plymerisation IonFlorendawardNo ratings yet
- Part07 - Lubrication Oil Processes 451Document23 pagesPart07 - Lubrication Oil Processes 451Oracal OrNo ratings yet
- Dewaxing of OilDocument23 pagesDewaxing of OilMubasharKhurshid100% (3)
- Semisolid Dosage Forms: by D. Adukondalu Asst - Prof, DPT of Pharmaceutics TPCP, Orus, WarangalDocument57 pagesSemisolid Dosage Forms: by D. Adukondalu Asst - Prof, DPT of Pharmaceutics TPCP, Orus, WarangalshravanyamsaniNo ratings yet
- WaxesDocument72 pagesWaxesAshish DewanganNo ratings yet
- CH 7 (Lube Oils) - GTU (Students) 2019 BDocument40 pagesCH 7 (Lube Oils) - GTU (Students) 2019 BayaNo ratings yet
- DegummimgDocument40 pagesDegummimgPRASAD SANAPNo ratings yet
- Classification of Liquid Lubricants-NotesDocument11 pagesClassification of Liquid Lubricants-Notesleebrown21082003No ratings yet
- Isomerization ProcessDocument35 pagesIsomerization ProcessAsim Memon100% (1)
- Chapter 1 - Oil & Gas ProcessingDocument47 pagesChapter 1 - Oil & Gas ProcessingMohd RafiqNo ratings yet
- ScouringDocument32 pagesScouringvanshNo ratings yet
- Fat Spread, MargerineDocument45 pagesFat Spread, MargerineNamraNo ratings yet
- Solvent Extraction in RefineryDocument16 pagesSolvent Extraction in RefineryFalcon CollegeRaja JangNo ratings yet
- Introduction of Used Oil Re-RefiningDocument21 pagesIntroduction of Used Oil Re-RefiningAkhil TiwariNo ratings yet
- Anirban - 1655034 SeminarDocument19 pagesAnirban - 1655034 SeminarAnirban PalNo ratings yet
- Chapter 15 Fuels and LubricantsDocument48 pagesChapter 15 Fuels and LubricantsJinky Mae PobrezaNo ratings yet
- Materi HDS (Hydrodesulfurisasi) Catalytic CrackingDocument46 pagesMateri HDS (Hydrodesulfurisasi) Catalytic CrackingMhd Refsi Oktafian 1607116138No ratings yet
- Chapter 3 Wax Processing and PurificationDocument40 pagesChapter 3 Wax Processing and Purificationjiva100% (8)
- Petroleum Refining Processes1Document73 pagesPetroleum Refining Processes1Arun DasNo ratings yet
- Youngscorp-Activated+Clay ACTIVATED CLAYDocument8 pagesYoungscorp-Activated+Clay ACTIVATED CLAYAbi Fadjar DeartoNo ratings yet
- PetrocDocument20 pagesPetrocgundogan21No ratings yet
- Overview - PREDocument19 pagesOverview - PREayush gandhiNo ratings yet
- An-Najah National University Chemical Engineering DepartmentDocument53 pagesAn-Najah National University Chemical Engineering DepartmentAmarjeet YadavNo ratings yet
- Dental WaxesDocument82 pagesDental WaxesVimalKumar100% (1)
- 5 - Refinery Process FlowDocument16 pages5 - Refinery Process Flowimdevil1206No ratings yet
- Crude DistillationDocument32 pagesCrude DistillationIzziyyahNo ratings yet
- Unit-4 Flow Assurance & MitigationDocument71 pagesUnit-4 Flow Assurance & MitigationHet PatelNo ratings yet
- Diesel, Lube Oils and Bitumen'sDocument23 pagesDiesel, Lube Oils and Bitumen'sAnand kesanakurtiNo ratings yet
- Fractionation of PetroleumDocument25 pagesFractionation of PetroleumAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: 6.12 Adiabatic Saturation TemperatureDocument4 pagesHumidification and Air Conditioning: 6.12 Adiabatic Saturation TemperatureAnand kesanakurtiNo ratings yet
- Treatment TechniquesDocument42 pagesTreatment TechniquesAnand kesanakurtiNo ratings yet
- 09Document35 pages09Anand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: 6.1 Basic ConceptsDocument3 pagesHumidification and Air Conditioning: 6.1 Basic ConceptsAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: 6.6 Design Calculations of Cooling TowerDocument4 pagesHumidification and Air Conditioning: 6.6 Design Calculations of Cooling TowerAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: (A) Mechanical Draft Towers: Forced Draft Towers and Induced Draft TowersDocument4 pagesHumidification and Air Conditioning: (A) Mechanical Draft Towers: Forced Draft Towers and Induced Draft TowersAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: Mass Transfer Operations - 1Document5 pagesHumidification and Air Conditioning: Mass Transfer Operations - 1Anand kesanakurtiNo ratings yet
- Mass Transfer CoefficientsDocument3 pagesMass Transfer CoefficientsAnand kesanakurtiNo ratings yet
- Module 2: Diffusion: 2.1 Fick'S Law of Diffusion 2.1.1 First Law of Diffusion (Steady State Law)Document2 pagesModule 2: Diffusion: 2.1 Fick'S Law of Diffusion 2.1.1 First Law of Diffusion (Steady State Law)Anand kesanakurtiNo ratings yet
- Material and Energy BalanceDocument7 pagesMaterial and Energy BalanceAnand kesanakurtiNo ratings yet
- Cryogenic SystemsDocument9 pagesCryogenic SystemsGanesh ThoratNo ratings yet
- Chem TB PDFDocument173 pagesChem TB PDFPrudence SitholeNo ratings yet
- Lab Report 1Document3 pagesLab Report 1Claire TiongsonNo ratings yet
- Sergei Sazhin (Auth.) - Droplets and Sprays-Springer-Verlag London (2014)Document345 pagesSergei Sazhin (Auth.) - Droplets and Sprays-Springer-Verlag London (2014)abdelaziz_moudjahid100% (1)
- Qualitative Analysis Chemistry Physical Question BankDocument34 pagesQualitative Analysis Chemistry Physical Question BankRajeev Kaushik83% (6)
- 635662812862711443Document4 pages635662812862711443Rohit KumarNo ratings yet
- Teoría Del Campo Cristalino, Espectroscopia ElectrónicaDocument112 pagesTeoría Del Campo Cristalino, Espectroscopia ElectrónicaEMMANUEL ALEJANDRO FERNANDEZ GAVIRIANo ratings yet
- Process Simulation Essentials - Example BookDocument63 pagesProcess Simulation Essentials - Example BookRebeca LópezNo ratings yet
- Advanced Process Modeling and Optimization of Amine-Based CarbonDocument190 pagesAdvanced Process Modeling and Optimization of Amine-Based CarbonOttors kebin philipNo ratings yet
- Particle Model of MatterDocument25 pagesParticle Model of Matterapi-422428700No ratings yet
- Modern Methods of Pharmaceutical AnalysisDocument12 pagesModern Methods of Pharmaceutical AnalysisJafrineNo ratings yet
- Ch09-Nuclear Magnetic Resonance and Mass SpectrometryDocument47 pagesCh09-Nuclear Magnetic Resonance and Mass SpectrometryVicky Faras Barunson PanggabeanNo ratings yet
- Pharmaceutical Analysis AnalysisDocument17 pagesPharmaceutical Analysis Analysisjunaidniazi10% (2)
- Haris PE PDFDocument5 pagesHaris PE PDFHamza RealionNo ratings yet
- Qcs 2010 Part 15 Hot Weather Concreting PDFDocument6 pagesQcs 2010 Part 15 Hot Weather Concreting PDFRotsapNayrbNo ratings yet
- V/Science/Chapter-5/Energy & Matter: Fill The GapsDocument6 pagesV/Science/Chapter-5/Energy & Matter: Fill The GapsMd Ridwanul Haque ZawadNo ratings yet
- Science 10 LAS Q4Document73 pagesScience 10 LAS Q4Dennis75% (4)
- AHDocument114 pagesAHReyza PrasetyoNo ratings yet
- 12 Chemistry Chap-3 DPP-3 PDFDocument4 pages12 Chemistry Chap-3 DPP-3 PDFPurab PatelNo ratings yet
- Enzyme StructureDocument17 pagesEnzyme Structureام احمدNo ratings yet
- Chapter 5Document27 pagesChapter 5sidra89No ratings yet
- Experiment No. 1Document7 pagesExperiment No. 1noteasytobebooNo ratings yet
- Sgs Min Tp2003 07 Copper Extraction at Elevated Feed ConcentrateDocument10 pagesSgs Min Tp2003 07 Copper Extraction at Elevated Feed ConcentrateJose Eduardo Osuna AraizaNo ratings yet
- Citric Acid DeterminationDocument14 pagesCitric Acid DeterminationAstharotNo ratings yet
- ThermalDocument5 pagesThermalMuthu PandiNo ratings yet
- Advanced Design and Analysis of BOG Treatment Process in LNG Fueled ShipDocument12 pagesAdvanced Design and Analysis of BOG Treatment Process in LNG Fueled Shipsameh tawfeekNo ratings yet
- MSC Chemistry QuestionsDocument277 pagesMSC Chemistry QuestionsChemistry MES100% (1)
- Is 8198 2004-1 PDFDocument20 pagesIs 8198 2004-1 PDFBorislav VulićNo ratings yet
- Reactivity and CorrosionDocument5 pagesReactivity and CorrosionNovie Mae ReambonanzaNo ratings yet
- Activation of Na2S2O8 by MIL 101 Fe MoS2 Comp 2022 Colloids and Surfaces ADocument11 pagesActivation of Na2S2O8 by MIL 101 Fe MoS2 Comp 2022 Colloids and Surfaces ANoura EltahanNo ratings yet




































































































Download as pdf or txt
You might also like
- Dewaxing ProcessesDocument19 pagesDewaxing ProcessesMahi FatimaNo ratings yet
- Crude Oil ProcessingDocument19 pagesCrude Oil ProcessingYinka OlatunjiNo ratings yet
- Edible Oil ProcessingDocument22 pagesEdible Oil ProcessingSivamani Selvaraju100% (1)
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.From EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Rating: 4 out of 5 stars4/5 (2)
- Module2 Lect4Document28 pagesModule2 Lect4srirajgirish7No ratings yet
- Evn SDocument31 pagesEvn SMathaneshan RajagopalNo ratings yet
- 4.0 TreatmentDocument15 pages4.0 TreatmentAlhaj MassoudNo ratings yet
- Petroleum RefiningDocument22 pagesPetroleum RefiningNoor Taha ALkarbalaiNo ratings yet
- Lubricating Oil: Petroleum Technology 19-03-2021Document7 pagesLubricating Oil: Petroleum Technology 19-03-2021Lakshya SaxenaNo ratings yet
- Solvent DewaxingDocument14 pagesSolvent Dewaxingابوالحروف العربي ابوالحروفNo ratings yet
- Decolourizing Used Lubricated Oil Using Acid and ClayDocument11 pagesDecolourizing Used Lubricated Oil Using Acid and ClaySeva Juneva RakhmantoNo ratings yet
- Week 9Document27 pagesWeek 9Muhammad Suleman AttariNo ratings yet
- Information Technology Services ControlsDocument12 pagesInformation Technology Services ControlsMohammed AliraqiNo ratings yet
- Liquid FuelsDocument24 pagesLiquid FuelsSAM KALINDENo ratings yet
- 3-Discussed The Distillation-13-01-2022 (13-Jan-2022) Material - I - 13-01-2022 - LECTURE - 3 - Basics - in - DistillationDocument47 pages3-Discussed The Distillation-13-01-2022 (13-Jan-2022) Material - I - 13-01-2022 - LECTURE - 3 - Basics - in - Distillationish guptaNo ratings yet
- Review Paper A Study of Purify The Used Oil Exploitation AcidclayDocument3 pagesReview Paper A Study of Purify The Used Oil Exploitation AcidclaymeetNo ratings yet
- PSPT - Unit - 5 NotesDocument30 pagesPSPT - Unit - 5 Notessandys8754No ratings yet
- Chapter No. 20Document11 pagesChapter No. 20hananNo ratings yet
- Petroleum LectureDocument14 pagesPetroleum LectureAmer ShaierNo ratings yet
- Asphaltenes & Wax Deposition in Production System & Remedial MeasuresDocument43 pagesAsphaltenes & Wax Deposition in Production System & Remedial MeasuresБатырхан ИзбасарNo ratings yet
- 4-Discussed The Crude Desalting Process and Properties of Crude-24-01-2022 (24-Jan-2022) Material - I - 24-01-2022 - LECTURE - 3 - Basics - in - DisDocument50 pages4-Discussed The Crude Desalting Process and Properties of Crude-24-01-2022 (24-Jan-2022) Material - I - 24-01-2022 - LECTURE - 3 - Basics - in - Disish guptaNo ratings yet
- Lubricating Oils 2022Document26 pagesLubricating Oils 2022fodeya8992No ratings yet
- Lube Oil Processing:propane Deasphalting Solvent Extraction, Dewaxing, Additives Production From Refinery FeedstocksDocument7 pagesLube Oil Processing:propane Deasphalting Solvent Extraction, Dewaxing, Additives Production From Refinery FeedstocksSuki SudharsanNo ratings yet
- Bio Energy Presentation of Bio FuelDocument31 pagesBio Energy Presentation of Bio FuelDeep GreyNo ratings yet
- Petroleum Technology 17-03-2021Document8 pagesPetroleum Technology 17-03-2021Lakshya SaxenaNo ratings yet
- Oleochem Chap 1Document47 pagesOleochem Chap 1lolahonez100% (4)
- HSD Bio Diesel and SoapDocument35 pagesHSD Bio Diesel and SoapkdkrkdkrkdkrNo ratings yet
- Lube Oil Re-Refining TechnologyDocument25 pagesLube Oil Re-Refining TechnologySunil BhosaleNo ratings yet
- CrackingDocument20 pagesCrackingNiaz Ali KhanNo ratings yet
- Project Crude OilDocument21 pagesProject Crude OilNishant RandevNo ratings yet
- Pre-Treatment Infinity GroupDocument28 pagesPre-Treatment Infinity Groupsherifelbayoumy266No ratings yet
- Polymer Plymerisation IonDocument18 pagesPolymer Plymerisation IonFlorendawardNo ratings yet
- Part07 - Lubrication Oil Processes 451Document23 pagesPart07 - Lubrication Oil Processes 451Oracal OrNo ratings yet
- Dewaxing of OilDocument23 pagesDewaxing of OilMubasharKhurshid100% (3)
- Semisolid Dosage Forms: by D. Adukondalu Asst - Prof, DPT of Pharmaceutics TPCP, Orus, WarangalDocument57 pagesSemisolid Dosage Forms: by D. Adukondalu Asst - Prof, DPT of Pharmaceutics TPCP, Orus, WarangalshravanyamsaniNo ratings yet
- WaxesDocument72 pagesWaxesAshish DewanganNo ratings yet
- CH 7 (Lube Oils) - GTU (Students) 2019 BDocument40 pagesCH 7 (Lube Oils) - GTU (Students) 2019 BayaNo ratings yet
- DegummimgDocument40 pagesDegummimgPRASAD SANAPNo ratings yet
- Classification of Liquid Lubricants-NotesDocument11 pagesClassification of Liquid Lubricants-Notesleebrown21082003No ratings yet
- Isomerization ProcessDocument35 pagesIsomerization ProcessAsim Memon100% (1)
- Chapter 1 - Oil & Gas ProcessingDocument47 pagesChapter 1 - Oil & Gas ProcessingMohd RafiqNo ratings yet
- ScouringDocument32 pagesScouringvanshNo ratings yet
- Fat Spread, MargerineDocument45 pagesFat Spread, MargerineNamraNo ratings yet
- Solvent Extraction in RefineryDocument16 pagesSolvent Extraction in RefineryFalcon CollegeRaja JangNo ratings yet
- Introduction of Used Oil Re-RefiningDocument21 pagesIntroduction of Used Oil Re-RefiningAkhil TiwariNo ratings yet
- Anirban - 1655034 SeminarDocument19 pagesAnirban - 1655034 SeminarAnirban PalNo ratings yet
- Chapter 15 Fuels and LubricantsDocument48 pagesChapter 15 Fuels and LubricantsJinky Mae PobrezaNo ratings yet
- Materi HDS (Hydrodesulfurisasi) Catalytic CrackingDocument46 pagesMateri HDS (Hydrodesulfurisasi) Catalytic CrackingMhd Refsi Oktafian 1607116138No ratings yet
- Chapter 3 Wax Processing and PurificationDocument40 pagesChapter 3 Wax Processing and Purificationjiva100% (8)
- Petroleum Refining Processes1Document73 pagesPetroleum Refining Processes1Arun DasNo ratings yet
- Youngscorp-Activated+Clay ACTIVATED CLAYDocument8 pagesYoungscorp-Activated+Clay ACTIVATED CLAYAbi Fadjar DeartoNo ratings yet
- PetrocDocument20 pagesPetrocgundogan21No ratings yet
- Overview - PREDocument19 pagesOverview - PREayush gandhiNo ratings yet
- An-Najah National University Chemical Engineering DepartmentDocument53 pagesAn-Najah National University Chemical Engineering DepartmentAmarjeet YadavNo ratings yet
- Dental WaxesDocument82 pagesDental WaxesVimalKumar100% (1)
- 5 - Refinery Process FlowDocument16 pages5 - Refinery Process Flowimdevil1206No ratings yet
- Crude DistillationDocument32 pagesCrude DistillationIzziyyahNo ratings yet
- Unit-4 Flow Assurance & MitigationDocument71 pagesUnit-4 Flow Assurance & MitigationHet PatelNo ratings yet
- Diesel, Lube Oils and Bitumen'sDocument23 pagesDiesel, Lube Oils and Bitumen'sAnand kesanakurtiNo ratings yet
- Fractionation of PetroleumDocument25 pagesFractionation of PetroleumAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: 6.12 Adiabatic Saturation TemperatureDocument4 pagesHumidification and Air Conditioning: 6.12 Adiabatic Saturation TemperatureAnand kesanakurtiNo ratings yet
- Treatment TechniquesDocument42 pagesTreatment TechniquesAnand kesanakurtiNo ratings yet
- 09Document35 pages09Anand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: 6.1 Basic ConceptsDocument3 pagesHumidification and Air Conditioning: 6.1 Basic ConceptsAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: 6.6 Design Calculations of Cooling TowerDocument4 pagesHumidification and Air Conditioning: 6.6 Design Calculations of Cooling TowerAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: (A) Mechanical Draft Towers: Forced Draft Towers and Induced Draft TowersDocument4 pagesHumidification and Air Conditioning: (A) Mechanical Draft Towers: Forced Draft Towers and Induced Draft TowersAnand kesanakurtiNo ratings yet
- Humidification and Air Conditioning: Mass Transfer Operations - 1Document5 pagesHumidification and Air Conditioning: Mass Transfer Operations - 1Anand kesanakurtiNo ratings yet
- Mass Transfer CoefficientsDocument3 pagesMass Transfer CoefficientsAnand kesanakurtiNo ratings yet
- Module 2: Diffusion: 2.1 Fick'S Law of Diffusion 2.1.1 First Law of Diffusion (Steady State Law)Document2 pagesModule 2: Diffusion: 2.1 Fick'S Law of Diffusion 2.1.1 First Law of Diffusion (Steady State Law)Anand kesanakurtiNo ratings yet
- Material and Energy BalanceDocument7 pagesMaterial and Energy BalanceAnand kesanakurtiNo ratings yet
- Cryogenic SystemsDocument9 pagesCryogenic SystemsGanesh ThoratNo ratings yet
- Chem TB PDFDocument173 pagesChem TB PDFPrudence SitholeNo ratings yet
- Lab Report 1Document3 pagesLab Report 1Claire TiongsonNo ratings yet
- Sergei Sazhin (Auth.) - Droplets and Sprays-Springer-Verlag London (2014)Document345 pagesSergei Sazhin (Auth.) - Droplets and Sprays-Springer-Verlag London (2014)abdelaziz_moudjahid100% (1)
- Qualitative Analysis Chemistry Physical Question BankDocument34 pagesQualitative Analysis Chemistry Physical Question BankRajeev Kaushik83% (6)
- 635662812862711443Document4 pages635662812862711443Rohit KumarNo ratings yet
- Teoría Del Campo Cristalino, Espectroscopia ElectrónicaDocument112 pagesTeoría Del Campo Cristalino, Espectroscopia ElectrónicaEMMANUEL ALEJANDRO FERNANDEZ GAVIRIANo ratings yet
- Process Simulation Essentials - Example BookDocument63 pagesProcess Simulation Essentials - Example BookRebeca LópezNo ratings yet
- Advanced Process Modeling and Optimization of Amine-Based CarbonDocument190 pagesAdvanced Process Modeling and Optimization of Amine-Based CarbonOttors kebin philipNo ratings yet
- Particle Model of MatterDocument25 pagesParticle Model of Matterapi-422428700No ratings yet
- Modern Methods of Pharmaceutical AnalysisDocument12 pagesModern Methods of Pharmaceutical AnalysisJafrineNo ratings yet
- Ch09-Nuclear Magnetic Resonance and Mass SpectrometryDocument47 pagesCh09-Nuclear Magnetic Resonance and Mass SpectrometryVicky Faras Barunson PanggabeanNo ratings yet
- Pharmaceutical Analysis AnalysisDocument17 pagesPharmaceutical Analysis Analysisjunaidniazi10% (2)
- Haris PE PDFDocument5 pagesHaris PE PDFHamza RealionNo ratings yet
- Qcs 2010 Part 15 Hot Weather Concreting PDFDocument6 pagesQcs 2010 Part 15 Hot Weather Concreting PDFRotsapNayrbNo ratings yet
- V/Science/Chapter-5/Energy & Matter: Fill The GapsDocument6 pagesV/Science/Chapter-5/Energy & Matter: Fill The GapsMd Ridwanul Haque ZawadNo ratings yet
- Science 10 LAS Q4Document73 pagesScience 10 LAS Q4Dennis75% (4)
- AHDocument114 pagesAHReyza PrasetyoNo ratings yet
- 12 Chemistry Chap-3 DPP-3 PDFDocument4 pages12 Chemistry Chap-3 DPP-3 PDFPurab PatelNo ratings yet
- Enzyme StructureDocument17 pagesEnzyme Structureام احمدNo ratings yet
- Chapter 5Document27 pagesChapter 5sidra89No ratings yet
- Experiment No. 1Document7 pagesExperiment No. 1noteasytobebooNo ratings yet
- Sgs Min Tp2003 07 Copper Extraction at Elevated Feed ConcentrateDocument10 pagesSgs Min Tp2003 07 Copper Extraction at Elevated Feed ConcentrateJose Eduardo Osuna AraizaNo ratings yet
- Citric Acid DeterminationDocument14 pagesCitric Acid DeterminationAstharotNo ratings yet
- ThermalDocument5 pagesThermalMuthu PandiNo ratings yet
- Advanced Design and Analysis of BOG Treatment Process in LNG Fueled ShipDocument12 pagesAdvanced Design and Analysis of BOG Treatment Process in LNG Fueled Shipsameh tawfeekNo ratings yet
- MSC Chemistry QuestionsDocument277 pagesMSC Chemistry QuestionsChemistry MES100% (1)
- Is 8198 2004-1 PDFDocument20 pagesIs 8198 2004-1 PDFBorislav VulićNo ratings yet
- Reactivity and CorrosionDocument5 pagesReactivity and CorrosionNovie Mae ReambonanzaNo ratings yet
- Activation of Na2S2O8 by MIL 101 Fe MoS2 Comp 2022 Colloids and Surfaces ADocument11 pagesActivation of Na2S2O8 by MIL 101 Fe MoS2 Comp 2022 Colloids and Surfaces ANoura EltahanNo ratings yet