Download as pdf or txt
You might also like
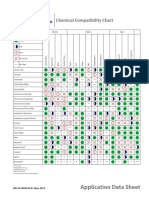
- Chemical Compatibility PDFDocument6 pagesChemical Compatibility PDFSuresh Kumar MittapalliNo ratings yet
- Valve Chemical Compatibility Chart 4: Page 1 of 8Document8 pagesValve Chemical Compatibility Chart 4: Page 1 of 8MAHESH CHANDNo ratings yet
- Chemical Resistance ChartDocument8 pagesChemical Resistance ChartBenny BearNo ratings yet
- Chemical Compatibility TableDocument5 pagesChemical Compatibility TableEhab DweekNo ratings yet
- Corrosion TableDocument20 pagesCorrosion TableAli MuzzammilNo ratings yet
- Chemical Resistance PDFDocument24 pagesChemical Resistance PDFFocuNo ratings yet
- Chemical Resistant Chart (Hofland Deltaflex)Document40 pagesChemical Resistant Chart (Hofland Deltaflex)윤병택No ratings yet
- Material Flowsheet CHEMPARK DOR: Polyether H2-CleaningDocument1 pageMaterial Flowsheet CHEMPARK DOR: Polyether H2-CleaningtotpityiNo ratings yet
- ALS Chemical Compatibility Guide 5Document18 pagesALS Chemical Compatibility Guide 5Francisco Javier Zúñiga MontielNo ratings yet
- Nomad Chem Guide Diaphragm PumpsDocument20 pagesNomad Chem Guide Diaphragm PumpsTahaNo ratings yet
- Beständigkeitstabelle BadothermDocument9 pagesBeständigkeitstabelle BadothermjmmwaterdogNo ratings yet
- Compatibilidade de Mangueiras OnguardsegmentDocument18 pagesCompatibilidade de Mangueiras OnguardsegmentDiego S. FreitasNo ratings yet
- Material Compatibility Charts PDFDocument1 pageMaterial Compatibility Charts PDFAndres Camilo BenitezNo ratings yet
- E187 Tag 159Document1 pageE187 Tag 159Mauro CostaNo ratings yet
- Chemical Compatibility TableDocument18 pagesChemical Compatibility TableSiddhesh BagaveNo ratings yet
- IND-AS-00899-EN - Chemical Compatibility ChartDocument8 pagesIND-AS-00899-EN - Chemical Compatibility ChartlorenzoNo ratings yet
- Chemical Resistance GuideDocument20 pagesChemical Resistance GuidepunkassbobNo ratings yet
- Graco ChemCompGuideEN BDocument54 pagesGraco ChemCompGuideEN BBruno AlbertNo ratings yet
- CorrosionDocument12 pagesCorrosionJason Salas FloresNo ratings yet
- Specialty Gas Compatability Guide Air LiquideDocument3 pagesSpecialty Gas Compatability Guide Air LiquidemauroNo ratings yet
- Maximum Distance. Maximum Safety. Maximum Performance.: TacticalDocument4 pagesMaximum Distance. Maximum Safety. Maximum Performance.: TacticalpnsanatNo ratings yet
- Everything SummarisedDocument2 pagesEverything SummarisedAryan GovenderNo ratings yet
- Application of Aluminum HydroxideDocument1 pageApplication of Aluminum HydroxideMuhamadm_IrhamNo ratings yet
- Galvanic Corrosion ChartDocument1 pageGalvanic Corrosion ChartRamzi BEN AHMEDNo ratings yet
- PVDF - Chemical - Resistance - ChartDocument22 pagesPVDF - Chemical - Resistance - ChartИбрагим НурмамедовNo ratings yet
- Maximum Distance. Maximum Safety. Maximum PerformanceDocument4 pagesMaximum Distance. Maximum Safety. Maximum PerformancepnsanatNo ratings yet
- Materials Compatibility Reference - ChartsDocument2 pagesMaterials Compatibility Reference - ChartsarrancatetasNo ratings yet
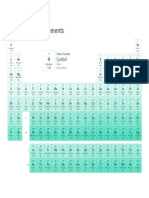
- Periodic Table of Elements W Chemical Group Block PubChemDocument1 pagePeriodic Table of Elements W Chemical Group Block PubChemAnnu AkNo ratings yet
- Manual DR 900Document634 pagesManual DR 900Martín Mckallister Flores ChávezNo ratings yet
- 1.1applications Guide PDFDocument3 pages1.1applications Guide PDFphandang_tNo ratings yet
- Fajar Sumi Lestari-Ppt AnorganikDocument23 pagesFajar Sumi Lestari-Ppt AnorganikDion MardinataNo ratings yet
- Main 4Document1 pageMain 4susCitiesNo ratings yet
- Matheson Materials Compatibility GuideDocument2 pagesMatheson Materials Compatibility GuideMauro CostaNo ratings yet
- Overview of The Steelmaking Process - PosterDocument1 pageOverview of The Steelmaking Process - PosterThúlio NascimentoNo ratings yet
- Periodic Table of Elements W Chemical Group Block PubChemDocument1 pagePeriodic Table of Elements W Chemical Group Block PubChemClick LinkNo ratings yet
- The Periodic TableDocument2 pagesThe Periodic TableJulieta FelliniNo ratings yet
- Parker O-Ring Handbook (Modified)Document83 pagesParker O-Ring Handbook (Modified)precillaNo ratings yet
- Colorful Flat Graphic Periodic Table PosterDocument1 pageColorful Flat Graphic Periodic Table PosterNhimrod SanjoseNo ratings yet
- Colorful Flat Graphic Periodic Table PosterDocument1 pageColorful Flat Graphic Periodic Table PosterYuraNo ratings yet
- Periodic TableDocument1 pagePeriodic TablekarlaNo ratings yet
- Material Selection Guide: 01633 636800 Sales@tomoe - Co.ukDocument35 pagesMaterial Selection Guide: 01633 636800 Sales@tomoe - Co.ukDanang Cliff RizaldiNo ratings yet
- Periodic Table Human BodyDocument1 pagePeriodic Table Human BodyMarina Stefan-VoicuNo ratings yet
- E. Annex A: Quality Control Guidance For Analytical Test Data - Supporting ZDHC MRSL V2.0 ConformanceDocument11 pagesE. Annex A: Quality Control Guidance For Analytical Test Data - Supporting ZDHC MRSL V2.0 ConformanceVIJAYAKUMAR K ANo ratings yet
- Fluid Compatibility PDFDocument3 pagesFluid Compatibility PDFElias80No ratings yet
- Tabla de Compatibilidad QuímicaDocument26 pagesTabla de Compatibilidad QuímicaReinaldo UrpinNo ratings yet
- Selection Guide For Cut Off WheelsDocument1 pageSelection Guide For Cut Off WheelsChris ZocNo ratings yet
- Chemical Compatibility Guide Ammonia LiqDocument1 pageChemical Compatibility Guide Ammonia LiqدSalem Abd ElghanyNo ratings yet
- Periodic Table of Elements W Standard State PubChemDocument1 pagePeriodic Table of Elements W Standard State PubChemSHENIVEL BANTENo ratings yet
- PTGNI - FTTM ITB - Nikel - PendahuluanDocument45 pagesPTGNI - FTTM ITB - Nikel - PendahuluanBudiawan DatunsolangNo ratings yet
- Corrosion Data: Rating ExplanationDocument12 pagesCorrosion Data: Rating ExplanationErick Emma SánchezNo ratings yet
- Corrosion Resistance Chart: Metal Non-Metal Gasket/Seal MaterialDocument6 pagesCorrosion Resistance Chart: Metal Non-Metal Gasket/Seal MaterialFreddyPerazaNo ratings yet
- Electron Arrangement Y10Document10 pagesElectron Arrangement Y10Iftitahur Rohmah -No ratings yet
- Group II Alkaline Earth MetalsDocument17 pagesGroup II Alkaline Earth MetalsIftitahur Rohmah -No ratings yet
- CV Flexible Body Filler, Light Grey: Technical InformationDocument2 pagesCV Flexible Body Filler, Light Grey: Technical InformationGoodBoi EsberNo ratings yet
- Triboelectric Series Iss.1 ENDocument1 pageTriboelectric Series Iss.1 ENcvrna eeNo ratings yet
- Periodic Table ElectronegativityDocument1 pagePeriodic Table ElectronegativityddddNo ratings yet
- Blending OptimizationDocument37 pagesBlending OptimizationAle Sanz100% (1)
- Tabela PeriódicaDocument1 pageTabela PeriódicaPriv NicollyNo ratings yet
- Periodic Table by PubchemDocument1 pagePeriodic Table by PubchemAnonymous 2HqMyZZ42No ratings yet
- The Rough Guide to Beijing (Travel Guide eBook)From EverandThe Rough Guide to Beijing (Travel Guide eBook)Rating: 2 out of 5 stars2/5 (1)
- 191ce305 - Engineering Geology: Department of Civil Engineering Ii Year / Iii SemDocument28 pages191ce305 - Engineering Geology: Department of Civil Engineering Ii Year / Iii SemYuvaraj DNo ratings yet
- Engineering Alloys (Ferrous)Document103 pagesEngineering Alloys (Ferrous)Sukhwinder Singh GillNo ratings yet
- Development of The Process of Electric Steel Production and Methods For Improving The Technicalandeconomic Indices of Electric Arc FurnacesDocument5 pagesDevelopment of The Process of Electric Steel Production and Methods For Improving The Technicalandeconomic Indices of Electric Arc FurnacesRasul BzNo ratings yet
- 2010 Prod CostsDocument31 pages2010 Prod Costsricardov2009No ratings yet
- Steel Making HandoutDocument11 pagesSteel Making Handoutsivamett100% (1)
- Board QB - ObjectivesDocument30 pagesBoard QB - Objectivessawant yashNo ratings yet
- HSS Drill Speeds and FeedsDocument1 pageHSS Drill Speeds and FeedsfinndusNo ratings yet
- Fuels, Furnaces and Refractories R.C. GUPTA-18-100Document83 pagesFuels, Furnaces and Refractories R.C. GUPTA-18-100AFGITA WIANDA0% (1)
- REACH SVHC List in Excel Table, Total Number: 211 Substances (Updated On 19 Jan 2021)Document14 pagesREACH SVHC List in Excel Table, Total Number: 211 Substances (Updated On 19 Jan 2021)Hernan GiagnorioNo ratings yet
- 80080-TCH-0000-SP-006 - SIGNED-Additional Material RequirementDocument24 pages80080-TCH-0000-SP-006 - SIGNED-Additional Material RequirementPaul NieNo ratings yet
- Chem Form 4Document1 pageChem Form 4baskieNo ratings yet
- Sphalerite Leaching With H2SO4 and NaNO3Document11 pagesSphalerite Leaching With H2SO4 and NaNO3Ade SatriaNo ratings yet
- 18.aph Gude Bearing B-Min-MinDocument5 pages18.aph Gude Bearing B-Min-MinAbhishek KumarNo ratings yet
- KurashikiDocument2 pagesKurashikidiyan tahsenNo ratings yet
- Physical Metallurgy of Alloy 718-WagnerDocument36 pagesPhysical Metallurgy of Alloy 718-WagnerAntonioNo ratings yet
- Chemical Equations - Practice SolutionsDocument2 pagesChemical Equations - Practice SolutionslolaNo ratings yet
- Juan Fariq Marcopolo - IVC 2021 Final AssignmentDocument6 pagesJuan Fariq Marcopolo - IVC 2021 Final AssignmentJuan F MarcoNo ratings yet
- 918 2762 2 PB DikonversiDocument12 pages918 2762 2 PB DikonversiRizky Fadilah PaneNo ratings yet
- Los Hornos & El Cura Project: Auriferous Disseminated Mineralization-BuldibuyoDocument75 pagesLos Hornos & El Cura Project: Auriferous Disseminated Mineralization-BuldibuyoAlberto VillacortaNo ratings yet
- Iron-Carbon DiagramDocument3 pagesIron-Carbon DiagramnaniNo ratings yet
- Welding of Duplex Stainless SteelDocument48 pagesWelding of Duplex Stainless SteelГригорий МатвеевNo ratings yet
- Microstructure-Property Correlations For Hard, Superhard, and Ultrahard MaterialsDocument244 pagesMicrostructure-Property Correlations For Hard, Superhard, and Ultrahard MaterialsJH ShinNo ratings yet
- BLDG TECH Juson Assignment Lecture 3 METALDocument15 pagesBLDG TECH Juson Assignment Lecture 3 METALMa. Janelle GoNo ratings yet
- Galvanised Wrought Iron Pipes and Water QualityDocument1 pageGalvanised Wrought Iron Pipes and Water QualityKingsleyOwunariDokuboNo ratings yet
- Tantalum: Arihant Jain 6 PeriodDocument7 pagesTantalum: Arihant Jain 6 PeriodbudyNo ratings yet
- Sans 5862-1Document9 pagesSans 5862-1Sergio VianaNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument12 pagesCambridge International Advanced Subsidiary and Advanced LevelSenuja ChammithaNo ratings yet
- Most Important Questions: Metals and Non-Metals-IIDocument25 pagesMost Important Questions: Metals and Non-Metals-IIEKLABAY SONINo ratings yet
- Lecture - Week 2 - Introduction To SteelDocument49 pagesLecture - Week 2 - Introduction To SteelAhmed MaherNo ratings yet
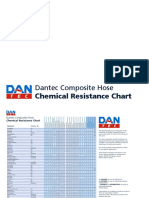
- Dantec Chemical Resistance Chart - Danchemresv1.12017-165928Document11 pagesDantec Chemical Resistance Chart - Danchemresv1.12017-165928wvsonqNo ratings yet